 alexxlab
alexxlab Создание модели детали “Втулка”.
Создаем эскиз с помощью окружности диаметром 20мм
Выдавливаем его на 19мм
На торце детали создаем новый эскиз. Окружность диаметром 24мм
Выдавливаем его С Объединением во втором направлении на 3мм
Тоже самое повторить и с другой стороны
На торце детали чертим окружность диаметром 15мм
Выдавливаем ее насквозь.
Готовая деталь
Создание чертежа.
Создание модели детали “Пружина”
Создадим эскиз при помощи инструмента”Дуга”.
Создадим новой эскиз в плоскости YZ
Создадим 2 прямоугольника 5х2
Пользуясь инструментом сдвиг создаем деталь.
Создали плоскость на ребре, пользуясь инструментом “Рабочая плоскость”
Создадим отверстие в точке касания двух ребер.
Изменяя эскиз1,доводим отрезки и находим точку для второго отверстия
Делаем эскиз1 видимым, создаем плоскость
в ранее построенной точке и создаем в
ней отверстие.
Создадим резьбу в отверстиях, пользуясь инструментом “Резьба”
Готовая деталь.
Чертеж детали.
Создание детали “Шайба”
Создаем окружность с диаметром 25мм
Выдавливаем ее на 2мм
Создаем еще одну окружность с диаметром 15мм.
Далее выдавливаем насквозь
Готовая деталь.
Все тоже самое повторить для создания 8 детали
Диаметр шайбы 20мм, выдавливать на 3мм, диаметр отверстия 12мм.
Чертеж детали.(8)
Чертеж детали(9).
Создание твердотельного сборочного узла
После того, как созданы модели всех деталей, входящих в состав сборочной единицы, можно приступать к сборке изделия. В нашем случае «Ключ гаечный» состоит из следующих деталей:
Корпус;
Шпиндель;
-
Колесо зубчатое;
Втулка;
Ступица;
Ручка;
Шайба
Шайба
Втулка
Колесо зубчатое
Пружина
Сборку нашей детали начинаем с вала(деталь
3).
К валу присоединяем ступицу(деталь 6),так как они присоединяются сверху и снизу, в сборку вставляем две ступицы.
Выбираем на панели инструментов инструмент “Зависимость”.
В открывшемся окне выбираем: Совмещение и первый выбор.
Далее наводим на ступицу так, чтобы подсветилась ее ось.
Далее наводим на вал. На нем также должна подсветиться ось. Как только вы нажали на вал, ступица встанет на вал. Нажимаем ОК.
Далее отводим ступицу вверх, за пределы вала.
Открываем “Зависимость” выбираем “Совмещение” и выбираем внутреннюю часть ступицы, как показано на скриншоте.
Далее, не закрывая окна, выбираем часть вала.
Как только вы нажали на вал, ступица соединится с ним.
Все те же действия повторите и со второй ступицей.
Так как, отверстия на ступицах должны быть параллельны друг другу, совмещаем их углы.
Для этого выбираем “Зависимость”.
Выбираем тип сборки(Угол), второй выбор,
ненаправленный угол.
Наводим мышкой на отверстия так, чтобы подсветилась их резьба.
Кликаем ЛКМ и отверстия стоят под одним углом.
Вставляем 15 деталь. Соединяем ось пружины с осью ступицы и оси их отверстий.
Нажимаем ОК и повторяем те же действия со второй пружиной.
Из библиотеки компонентов вставляем 4 винта М3х6 ГОСТ 17473-80.
Поворачиваем один из винтов так, как показано на скриншоте.
Совмещаем оси винта и ступицы.
Те же действия повторяем с остальными винтами.
Вставляем шайбы на ступицы.
Соединяем ось шайбы с осью ступицы. Далее присоединяем шайбу к верхней части ступицы.
Повторяем со второй шайбой.
Далее присоединяем Пятую деталь.
Соединяем ось Втулки с осью вала, далее присоединяем втулку к шайбе.
Присоединяем Деталь 4(Колесо зубчатое)
к Ступице. Совмещаем оси и присоединяем
колесо так, как показано на скриншоте.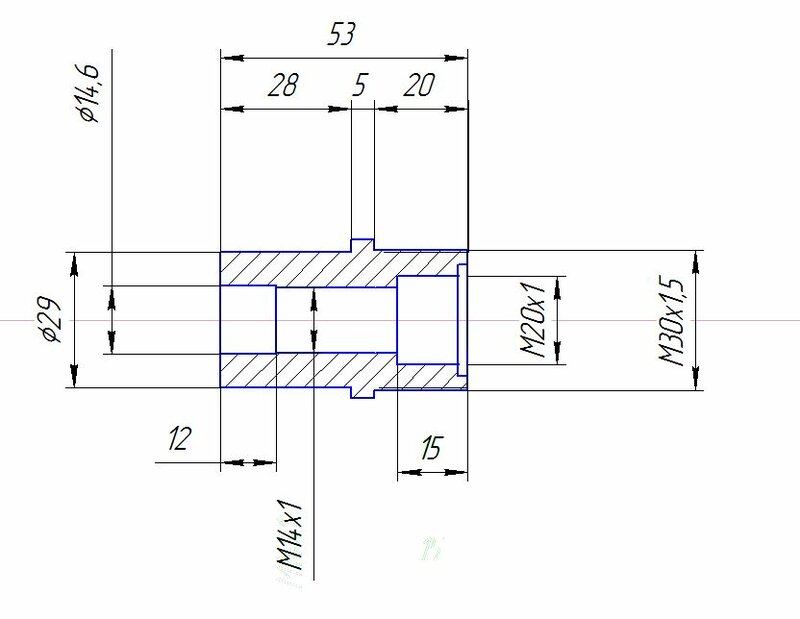
Повторяем с другой стороны.
Вставляем 11 деталь.
Для начала повернем ее.
С помощью зависимости соединяем колеса. Далее выбираем динамическую зависимость и выбираем плоскости, как показано на скриншоте.
Если все сделано правильно, то наши колеса будут взаимно-связанно крутиться.
Далее на 11 деталь надеваем шайбу, Втулку(10 деталь), Шайбу(9 деталь) и ручку(7 деталь).
Далее вставляем в ручку шайбу(деталь 8).
Далее создаем зависимость между корпусом и шайбой, которая находится на валу.
Так же повторяем и со второй частью корпуса.
Так как корпус встал криво, необходимо задать зависимость между отверстиями корпусов.
Из библиотеки компонентов вставляем винт М5х10 и соединяем его с ручкой так, как было показано раннее.
После того. Как мы соединили винт с
ручкой, соединяем винтами части
корпуса. (М5х20 ГОСТ 17473-80)
(М5х20 ГОСТ 17473-80)
После этого соединяем винты с гайками(Контргайка шестигранная — метрическая M5 x 0.8)
Для этого нужно просто соединить оси гаек с осью винтов.
Готовая деталь.
В Масштабе. Чертежи, 3D Модели, Проекты
Рейтинг: 40
Софт: КОМПАС-3D 13 SP1
Состав: Деталь втулка, заготовка, операционные эскизы, маршрутные и контрольные карты, карты эскизов, операционная карта, ПЗ
0 60 283
Разработка технологического процесса изготовления детали втулка
Рейтинг: 100
Софт: КОМПАС-3D 13 SP1
Состав: Деталь втулка направляющая, заготовка, операционные эскизы, ПЗ, маршрутные и контрольные карты, карты эскизов, операционная карта
1 58 349
Разработка технологического процесса изготовления детали втулка направляющая
Софт: SolidWorks 18SP3. 0
0
Состав: 3D сборка, все 3D-детали отдельно, Приспособление для зажима (СБ), Спецификация, Деталировка (чертежи на все детали, в том числе все втулки эксцентриковые).
0 0 0
Резцедержатели с эксцентриковыми втулками для станка HEADMAN HC-40 с ЧПУ
Рейтинг: 80
Софт: КОМПАС-3D 14
Состав: Деталь втулка, операционные эскизы, заготовка, ПЗ, маршрутные и контрольные карты, карты эскизов, операционная карта,комплект документов.
0 2 217
Разработка технологического процесса изготовления детали втулка
Рейтинг: 300Софт: КОМПАС-3D 16
Состав: Графическая часть содержит чертеж детали «Втулка», чертеж заготовки, чертежи наладки 3 листа, план цеха, экономическая часть, охрана труда. Пояснительная записка. Операционные карты
Пояснительная записка. Операционные карты
7 19 78
Дипломная работа по теме: «Изготовление технологического процесса детали Втулка»
Рейтинг: 50
Софт: Компас-3D 12
Состав: Втулка (тех.процесс), маршрут, спецификации, Приспособление, Калибр-скоба для 90f7,
0 5 335
Процесс изготовления детали «Втулка»
Рейтинг: 100
Софт: КОМПАС-3D 13
Состав: Рабочий чертеж детали А3, Карты наладки А2, Чертеж приспособления А2, Чертеж измерительного инструмента А3, Чертеж режущего инструмента А3, Технологическая планировка участка А2, Технико-экономические показатели А2, Технологический процесс механической обработки детали а1, ПЗ
0 21 86
Разработка технологического процесса и проектирование участка механической обработки детали «втулка»
Рейтинг: 50
Софт: КОМПАС-3D 18. 1
1
Состав: (Втулка), Втулка (штамповка), ОК100, ОК100_2, КЭ100, ОК105, ОК105_2, КЭ105, ОК110, КЭ110, ОК115, КЭ115, ОК120, ОК120_2, КЭ120, КК_1, КК_2, МК_1, МК_2, ТЛ, ПЗ
0 5 1
Разработка технологического процесса механической обработки детали «Втулка»
Рейтинг: 60
Софт: AutoCAD, MSWord 2007
Состав: Пояснительная записка,маршрутная карта+эскиз, чертеж втулки ф А3, сборочный ч. кондуктора фА2+спецификация фА4, 2 детали от кондуктора фА4
2 22 562
Разработка технологического процесса изготовления втулки и конструкции технологической оснастки
Рейтинг: 20
Софт: КОМПАС-3D V12
Состав: Пояснительная записка, Деталь «Втулка», заготовка детали «Втулка», специальный инструмент развертка ф9,96мм, длиной l=140 мм, маршрутное описание изготовления, маршрутная и операционные карты изготовления
0 88 438
Разработка технологического процесса детали «Втулка»
12345678910.
Вы искали
В категории Во всех категорияхCAE расчёты и симуляцияАвтоматизация и управление SCADA Автоматизация проектирования Датчики Метрология (МСС) Промышленные роботы и робототехникаБесплатноГОСТы ЕСКДИнженерные системы Вентиляция и кондиционирование Газоснабжение Кабельные системы, связь, СКС Пожарные и охранные системы Системы водоснабжения и канализации Теплоснабжение Хладотехника и холодильные установки Электроснабжение и освещениеКонкурсы Cделай это сам / DIY Будущие АСы КОМПьютерного 3D-моделирования МАСТЕР 3D Эксперт и ЗачётМашиностроение и механика Гидравлика и пневматика Клапан Двигатели ДВС Реактивные двигатели Детали машин Передачи Редукторы Соединения Металлорежущие станки и инструменты Гибочные станки Детали и узлы станков Зубообрабатывающие станки Режущий, станочный инструмент Сверлильные и расточные станки Токарные станки Фрезерные станки Шлифовальные станки Оборудование Подъемно транспортные установки (ПТУ) Конвейеры Краны Лифты Такелаж Приборостроение Бытовая техника Электронные компоненты Сварочное производство Теория механизмов и машин Теплотехника Котлы Теплообменники Турбины Технология машиностроенияМодели для станков ЧПУНачертательная геометрия и Инженерная графикаОружие Огнестрельное оружие Холодное оружиеПромышленность Добывающая, горная промышленность Инженерная Экология Лёгкая промышленность Лесное хозяйство и деревообработка Деревообрабатывающие станки МАПП Гранулирование Дозирование Измельчение Кондитерское Кристаллизация Молочное Общественное питание Очистка и сепарирование Сушка Медицинская промышленность Металлургия Литейное производство и пресс-формы Обработка металлов давлением Нефть и Газ Промышленность строительных материалов Химическая промышленность (ПАХТ и ПАПП) ЭнергетикаРазноеСельское хозяйство Механизация сельского хозяйства Технология животноводства Технология производства и переработки сельскохозяйственной продукцииСтатьиСтроительство Архитектурные формы Игровое оборудование, тренажеры, спорт Интерьер и мебель Конструкции из дерева и пластмасс Лестницы Металлоконструкции Мосты, тоннели, дороги Планы и благоустройство Проекты домов Здания социально-бытового назначения Коттеджи и частные дома Многоэтажные жилые дома Промышленные здания Проекты Производства Работ и Технологические Карты Торговое оборудование и рекламные конструкцииСхемы Кинематические схемы Структурные схемыТранспорт Авиация Автомобили грузовые Автомобили и автомобильное хозяйство (Автосервис) Автомобили легковые Бронетехника и военный автотранспорт Водный транспорт и судостроение Детали и узлы автомобилей Железнодорожный транспорт Космические системы и ракетостроение Пассажирский автотранспорт Прицепы и полуприцепы Строительные, специальные и дорожные машиныЭлектрические машины Генераторы Трансформаторы ЭлектродвигателиАтласыБиблиотекиКнигиСАПР CAD форматыУроки построенияВо всех категорияхCAE расчёты и симуляцияАвтоматизация и управление SCADA Автоматизация проектирования Датчики Метрология (МСС) Промышленные роботы и робототехникаБесплатноГОСТы ЕСКДИнженерные системы Вентиляция и кондиционирование Газоснабжение Кабельные системы, связь, СКС Пожарные и охранные системы Системы водоснабжения и канализации Теплоснабжение Хладотехника и холодильные установки Электроснабжение и освещениеКонкурсы Cделай это сам / DIY Будущие АСы КОМПьютерного 3D-моделирования МАСТЕР 3D Эксперт и ЗачётМашиностроение и механика Гидравлика и пневматика Клапан Двигатели ДВС Реактивные двигатели Детали машин Передачи Редукторы Соединения Металлорежущие станки и инструменты Гибочные станки Детали и узлы станков Зубообрабатывающие станки Режущий, станочный инструмент Сверлильные и расточные станки Токарные станки Фрезерные станки Шлифовальные станки Оборудование Подъемно транспортные установки (ПТУ) Конвейеры Краны Лифты Такелаж Приборостроение Бытовая техника Электронные компоненты Сварочное производство Теория механизмов и машин Теплотехника Котлы Теплообменники Турбины Технология машиностроенияМодели для станков ЧПУНачертательная геометрия и Инженерная графикаОружие Огнестрельное оружие Холодное оружиеПромышленность Добывающая, горная промышленность Инженерная Экология Лёгкая промышленность Лесное хозяйство и деревообработка Деревообрабатывающие станки МАПП Гранулирование Дозирование Измельчение Кондитерское Кристаллизация Молочное Общественное питание Очистка и сепарирование Сушка Медицинская промышленность Металлургия Литейное производство и пресс-формы Обработка металлов давлением Нефть и Газ Промышленность строительных материалов Химическая промышленность (ПАХТ и ПАПП) ЭнергетикаРазноеСельское хозяйство Механизация сельского хозяйства Технология животноводства Технология производства и переработки сельскохозяйственной продукцииСтатьиСтроительство Архитектурные формы Игровое оборудование, тренажеры, спорт Интерьер и мебель Конструкции из дерева и пластмасс Лестницы Металлоконструкции Мосты, тоннели, дороги Планы и благоустройство Проекты домов Здания социально-бытового назначения Коттеджи и частные дома Многоэтажные жилые дома Промышленные здания Проекты Производства Работ и Технологические Карты Торговое оборудование и рекламные конструкцииСхемы Кинематические схемы Структурные схемыТранспорт Авиация Автомобили грузовые Автомобили и автомобильное хозяйство (Автосервис) Автомобили легковые Бронетехника и военный автотранспорт Водный транспорт и судостроение Детали и узлы автомобилей Железнодорожный транспорт Космические системы и ракетостроение Пассажирский автотранспорт Прицепы и полуприцепы Строительные, специальные и дорожные машиныЭлектрические машины Генераторы Трансформаторы ЭлектродвигателиАтласыБиблиотекиКнигиСАПР CAD форматыУроки построения
3D модель?
Да Нет Не важноСтуденческая работа?
Да Нет Не важноФормат файла ЛюбойКОМПАС-3DAutoCADAutoCAD ElectricalSolidWorksInventorT-Flex CADArchiCADRevitSketchUp3ds MaxBlenderRhinoFusion 360CATIACreoNXParasolidPowershapenanoCADPro/EngineerMicrosoft VisioArtCAMDXFCorelDRAWSTEP / IGESSTLДругая
1 Конструктивнотехнологическое описание выбранной детали Деталь втулка подшипниковая
Скачать 22.
|
 07 Kb.
07 Kb.Подборка по базе: Тема 1.4. Технологичность конструкции детали.docx, 1 Обоснование и описание технолгических схем.docx, Чертеж детали_merged.pdf, журн описание на ютуб.docx, Конспект лекции. Материалы и детали. М6..docx, DOSTAVKAAUTO.kz описание.docx, 01_ТЭО _краткое описание, требования_.pdf, Справочная информация Банка России по выбранной тематике.pdf, Варианты задания на деталирование.docx, горячее холодное детали.pdf 1 Конструктивно-технологическое описание выбранной детали Деталь – втулка подшипниковая. Втулка подшипниковая — в отверстии этой детали вращается цапфа (часть вала или оси, которая поддерживается опорой) оси или вала. Деталь имеет цилиндрическую форму с трехгранной поверхностью. Также есть сквозное отверстие, расточенное с двух сторон и две ступени. Расточенные поверхности выполняются по 7 квалитету точности, остальные же по 12 квалитету. Шесть поверхностей имеют шероховатость Ra 0,80, остальные выполняться с шероховатостью Ra 6,2. Втулка изготавливается из недорогой, но прочной и надежной стали, которая выдерживает тепло. 2 Анализ технологичности детали На чертеже детали имеются все необходимые размеры, даны сведения о шероховатости и точности их производства. Чертеж детали имеет все виды, дающие полное представление о детали. По своей конструкции деталь имеет все доступные открытых и доступных для обработки. Качественную оценку поверхности производим по коэффициентам: Точности Kтч Ктч = (1) Где, Аср – средний квалитет точности Аср=; где (2) А – соответствующий квалитет точности Ni – число поверхностей данного квалитет точности А1 = 7 Ni = 2 A2=12 Ni=10 Аср=21,6 (3) Ктч= (4) Шероховатости Кш Кш=; где (5) Бср – среднее числовое значение параметра шероховатости Бср=; (6) Где, Б –числовое значение параметров шероховатости на поверхности Ni – число поверхностей составляющих шероховатость Б=0,80 N1=6 Б=4,6 N2=13 Бср= (7) Кш= (8) Коэффициент использования материала Киз= (9) Где, Мg— масса детали = 0,90 кг Мз — масса заготовки = 0,115 кг Км = (10) Где, mотх – масса отходов (20%mg) Км= (11) Таким образом, по всем показателям в соответствии с ГОСТ 14205-83 деталь является технологичной 3 Определить вид и метод получения заготовки для детали Выбор заготовки очень ответственная работа, которую выполняют на начальной стадии проектирования технологического процесса изготовления детали. L0 = LД + Zобщ T1 + Zобщ T2, (12) Где, Lд – длинна детали; Zобщ – общий припуск на механическую обработку; ZобщT, ZобщT2 – общие припуски на сторону при обработке торцов L0 = 24+0,5+0,5=25 (13) Принимаем вид заготовки: цилиндр 30 x 25 мм. Вес заготовки и готовой детали определяется по формулам: Вес заготовки, кг: Q= (14) Вес детали, кг: Q= (15) Экономичность выбранного метода получения заготовки характеризуется коэффициентом использования материала. =0,88 (16) Коэффициент использования материала: Где, q – масса заготовки, кг; Q – масса детали. кг. 3 Схема базирования
4 Маршрут обработки детали
5 Расчет режимов резания
6 Описать собственную деятельность на протяжение всей практики На протяжении всей практики, я занимался разного рода работой. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Втулки производят из материалов, имеющих низкий коэффициент трения, так называемые антифрикционные материалы — это пластмассы, графит, чугун, бронза. Также применяют втулки из чугуна или стали, поверхность трения которых покрыта тонким слоем антифрикционного материала. Использование втулки в подшипниках значительно уменьшает расход дорогостоящего антифрикционного материала, а также существенно снижает расходы на ремонт. В качестве материала применяется материал сталь 20 ГОСТ 1050-88. Метод формообразования – прокат.
Втулки производят из материалов, имеющих низкий коэффициент трения, так называемые антифрикционные материалы — это пластмассы, графит, чугун, бронза. Также применяют втулки из чугуна или стали, поверхность трения которых покрыта тонким слоем антифрикционного материала. Использование втулки в подшипниках значительно уменьшает расход дорогостоящего антифрикционного материала, а также существенно снижает расходы на ремонт. В качестве материала применяется материал сталь 20 ГОСТ 1050-88. Метод формообразования – прокат.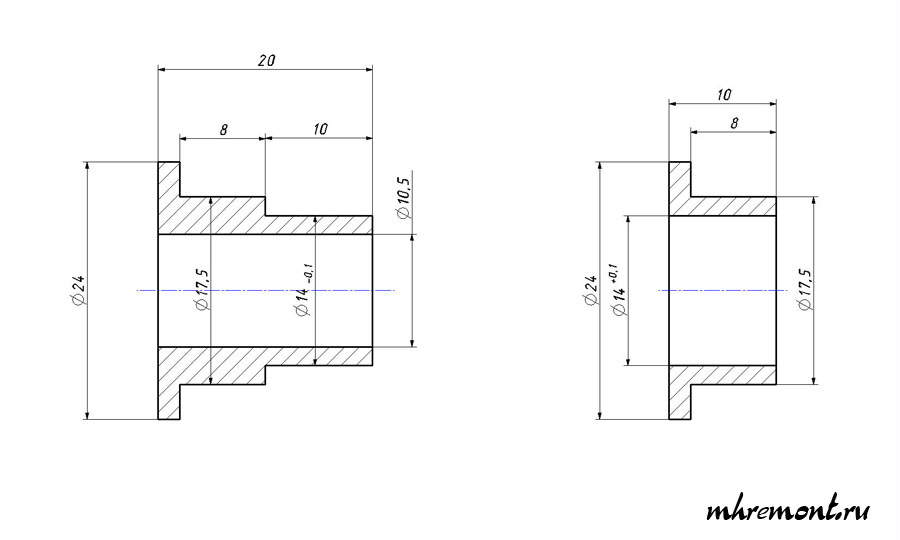
 Расчет размеров наружных поверхностей заготовки производится путем прибавления к размерам готовой детали общих припусков на сторону. Наружные размеры заготовки определяются по формулам:
Расчет размеров наружных поверхностей заготовки производится путем прибавления к размерам готовой детали общих припусков на сторону. Наружные размеры заготовки определяются по формулам:  проходов
проходов Мне удалось как поработать на станке, так и помогать в разработке тех процессов, а также понаблюдать за работой ОТК (отдел технического контроля). В целом мне понравилось проходить практику именно на этом заводе, потому что все работники были приветливы со мной и помогали чем могли.
Мне удалось как поработать на станке, так и помогать в разработке тех процессов, а также понаблюдать за работой ОТК (отдел технического контроля). В целом мне понравилось проходить практику именно на этом заводе, потому что все работники были приветливы со мной и помогали чем могли.Электрические вводы – типы, назначение и конструкция со схемами
Согласно IEEE/ANSI Std. электрическая втулка определяется как «изолирующая конструкция, включающая в себя сквозной проводник или обеспечивающая центральный проход для такого проводника, с возможностью установки барьера, проводящего или иного, с целью изоляции проводника от барьера и проводящего ток с одной стороны барьера на другую».
Содержание
Назначение электрических вводов
Проще говоря, назначением электрических вводов является передача электроэнергии внутрь или наружу корпусов, т. е. барьеров, электрических устройств, таких как трансформаторы, автоматические выключатели, шунтирующие реакторы и силовые конденсаторы. .
.
Вводной проводник может быть выполнен в виде проводника, встроенного непосредственно в часть проходного изолятора, или, альтернативно, в виде отдельного проводника, протянутого через проходной изолятор, обычно через его центр.
Поскольку электрическая мощность является произведением напряжения и тока, изоляция в вводе должна выдерживать напряжение, при котором она приложена, а его токонесущий проводник должен выдерживать номинальный ток без перегрева соседней изоляции.
Из практических соображений втулки не оцениваются по мощности, передаваемой через них; скорее, они рассчитаны по максимальному напряжению и току, на которые они рассчитаны.
Читать Изоляционные материалы в кабелях.
Типы электрических вводов
Существует множество методов классификации типов вводов. Эти классификации основаны на практических соображениях, которые станут очевидными в последующем обсуждении в трех широких областях. Вводы можно классифицировать:
- По конструкции: По конструкции втулки бывают двух типов –
- Вводы сплошного или объемного типа
- Вводы с регулируемой емкостью или конденсаторного типа
- В зависимости от изоляционного материала на концах: Эта классификация в первую очередь зависит от конечного применения проходного изолятора.
 Его можно классифицировать как
Его можно классифицировать как
- Втулка воздух-масло
- Втулка воздух-воздух
- Вводы воздух-элегаз
- Втулки SF6-масло
- Втулки масло-масло
- Втулка воздух-масло
- В зависимости от изоляции внутри ввода: В зависимости от изоляции внутри ввода классифицируются как –
- Втулки с воздушной изоляцией
- Втулки с масляной изоляцией или маслонаполненные втулки
- Втулки с пропитанной маслом бумажной изоляцией
- Вводы с литой изоляцией
- Вводы с элегазовой изоляцией
Типы электрических вводов в соответствии с конструкцией
Как уже говорилось выше, вводы подразделяются на в соответствии с их конструкцией. Они
- Сплошные (объемные) Втулки
- Вводы с градуировкой емкости (конденсаторного типа)
1. Вводы сплошного типа
Электрические вводы сплошного типа обычно изготавливаются с центральным проводником и фарфоровыми или эпоксидными изоляторами на обоих концах и используются в основном при более низких напряжениях до 25 кВ.
Применение и ограничения сплошных вводов
Цельные вводы обычно используются в различных устройствах, начиная от небольших распределительных трансформаторов и переключателей цепи и заканчивая повышающими трансформаторами крупных генераторов и генераторами с водородным охлаждением.
Основным ограничением сплошного ввода является его способность выдерживать напряжение 60 Гц выше 90 кВ. Следовательно, его применение ограничено номиналом оборудования 25 кВ, которое имеет испытательное напряжение 70 кВ.
Недавние применения требуют низких пределов частичного разряда на клеммах 25 кВ во время испытаний трансформатора, что привело к дополнительным ограничениям на использование этого типа вводов.
В этих случаях необходимо использовать либо специально разработанный сплошной ввод с уникальным градуирующим экраном, обеспечивающим низкий собственный уровень частичного разряда, либо более дорогой ввод с градуированной емкостью.
2. Вводы с градуированной емкостью
В настоящее время эта конструкция используется практически для всех номиналов напряжения выше 25 кВ, а также для вводов до 1500 кВ.
Конструкция вводов с регулируемой емкостью
Ввод с регулируемой емкостьюВ этой конструкции используются проводящие слои с заданными радиальными интервалами внутри пропитанной маслом бумаги или какого-либо другого изоляционного материала, расположенного в пространстве между центральным проводником и изолятором.
Различные производители использовали различные материалы и методы для изготовления вводов с градуированной емкостью.
Ранние методы заключались во вставке концентрических фарфоровых цилиндров с металлизированными поверхностями или труб из ламинированного прессованного картона со встроенными проводящими слоями.
Более поздние конструкции использовали проводящую фольгу, обычно алюминиевую или медную, в пропитанной маслом крафт-бумаге.
Альтернативным методом является печать полупроводниковыми чернилами (разные производители используют разную проводимость) на всех или некоторых пропитанных маслом крафт-бумагах.
Основными элементами являются центральный круглый проводник, на который намотан сердечник с градуированной емкостью; верхний и нижний изоляторы; монтажный фланец; масло и маслорасширительный колпачок; и верхний и нижний терминалы.
Вводы с градуированной емкостью включают гораздо больше технических и производственных деталей, чем сплошные вводы, и поэтому они дороже. Эти детали включают систему изоляции/проводящего слоя, оборудование для намотки сердечника конденсатора и масло для пропитки бумажной изоляции.
Однако следует отметить, что радиальный размер, требуемый для проходного изолятора с градуированной емкостью, намного меньше, чем у сплошной конструкции, и это экономит материал как внутри проходного изолятора, так и в устройстве, в котором используется проходной изолятор.
Кроме того, с практической точки зрения высоковольтные вводы не могут быть изготовлены в цельной конструкции.
Типы электрических вводов на основе концевой изоляции
Как показано в предыдущем разделе, вводы подразделяются на шесть типов в зависимости от изолирующего материала на концах. Некоторые из них объясняются в этом разделе.
Некоторые из них объясняются в этом разделе.
1. Ввод воздух-масло
Ввод воздух-масло имеет воздушную изоляцию на одном конце втулки и масляную изоляцию на другом. Поскольку диэлектрическая прочность масла более чем в два раза выше, чем у воздуха при атмосферном давлении, масляная часть примерно вдвое длиннее (или меньше), чем воздушная часть.
Этот тип проходного изолятора обычно используется между атмосферным воздухом и любым маслонаполненным оборудованием.
2. Ввод воздух-воздух
Ввод воздух-воздух имеет воздушную изоляцию на обоих концах и обычно используется в строительстве, где один конец подвергается воздействию внешних атмосферных условий, а другой конец подвергается воздействию внутренних условий. .
Вводы специального назначения имеют ограниченное применение и включают:
- Вводы воздух-элегаз , обычно используемые в автоматических выключателях с элегазовой изоляцией;
- Вводы элегаз-масло , используемые в качестве переходов между шинопроводами SF6 и маслонаполненным оборудованием;
- Втулки масло-масло , используемые между масляными шинопроводами и маслонаполненными аппаратами.

Типы по изоляции внутри электрического ввода
Еще одна классификация относится к изоляционному материалу, используемому внутри ввода.
Как правило, эти материалы могут использоваться как в монолитной конструкции, так и в конструкции с регулируемой емкостью, а в некоторых типах можно использовать более одного из этих изоляционных материалов в сочетании.
Следующий текст дает краткое описание этих типов:
1. Вводы с воздушной изоляцией
Вводы с воздушной изоляцией обычно используются только с аппаратами с воздушной изоляцией и имеют прочную конструкцию, в которой используется воздух при атмосферном давлении между проводник и изоляторы.
2. Вводы с масляной изоляцией или маслонаполненные вводы
Вводы с масляной изоляцией или маслонаполненные вводы имеют минеральное масло электротехнического качества между проводником и изоляторами во вводах сплошного типа.
Это масло может содержаться во втулке или может использоваться совместно с устройством, в котором используется втулка.
Вводы с градуированной емкостью также используют минеральное масло, обычно содержащееся во вводе, между изоляционным материалом и изоляторами для пропитки крафт-бумаги и передачи тепла от токопроводящего провода.
3. Пропитанные маслом вводы с бумажной изоляцией
Пропитанные маслом вводы с бумажной изоляцией используют диэлектрическую синергию минерального масла и электрических сортов крафт-бумаги для получения композитного материала с превосходными характеристиками диэлектрической стойкости.
Этот материал широко использовался в качестве изоляционного материала в сердечниках с регулируемой емкостью примерно в течение последних 50 лет.
4. Пропитанные смолой или пропитанные смолой вводы с бумажной изоляцией
Вводы с пропитанной смолой бумажной изоляцией используют пропитанную смолой крафт-бумагу для изготовления сердечника с регулируемой емкостью, тогда как пропитанные смолой вводы с бумажной изоляцией используют бумагу, пропитанную смолы, которые затем используются для изготовления сердечника с регулируемой емкостью.
Последний тип ввода имеет превосходные диэлектрические характеристики, сравнимые с пропитанными маслом вводами с бумажной изоляцией.
5. Вводы с литой изоляцией
Вводы с литой изоляцией изготовлены из цельнолитого материала с неорганическим наполнителем или без него.
Эти вводы могут быть либо сплошными, либо с емкостными вводами, хотя первый тип больше подходит для настоящей технологии.
6. Вводы с элегазовой изоляцией
Вводы с элегазовой изоляцией используют газ под давлением, такой как газ SF6, для изоляции между центральным проводником и фланцем. Этот тип ввода используется в элегазовых выключателях.
Ввод является одной из самых простых конструкций и обычно используется с автоматическими выключателями.
Он использует тот же газ под давлением, что и автоматический выключатель, не имеет градуировки по емкости и использует размеры и размещение заземляющего экрана для управления электрическими полями.
Втулки | Поликаст
Фильтровать по
Тип
- Окно (стена) Втулка
- Первичное отключение
- Втулка трансформатора
- Втулка распределительного устройства
- Вторичная обмотка трансформатора
- Нейтральная втулка трансформатора
- Мультишпилька
- Многожильный
- Мультишпилька/вывод
Применение
- В помещении
- Наружный
- Загрязненный
- Низкотемпературный
Окружающая среда
- Воздух-воздух
- воздух-масло
- Масло к маслу
Напряжение
- До 5 кВ
- 5-17кВ
- 18-25кВ
- 25кВ+
Номинальный ток
- До 1200
- 1200-2000
- 2000 +
Очистить все
- Стрелка влево
- Страница 1 из 2
- Стрелка вправо
PCYBF
- для внутреннего обслуживания
- среда воздух-воздух
- Применение в шинопроводах
PFF
- для внутреннего обслуживания
- среда воздух-масло
- до 2,5кВ/45кВ БИЛ
- до 6000 ампер
- 3,00–5,00” ниже диаметра фланца
PIBC/PCYBC
- для внутреннего обслуживания
- среда воздух-воздух
- до 15кВ/95кВ БИЛ
- до 3000 ампер
- 3,09–4,25 дюйма ниже диаметра фланца
PIBG/PCYBG
- для внутреннего обслуживания
- среда воздух-воздух
- до 28кВ/150кВ БИЛ
- Модели на 1200 и 2000 А
- 3,88” ниже диаметра фланца
PIBK/PCYBK
- для внутреннего обслуживания
- среда воздух-воздух
- до 28кВ/150кВ БИЛ
- Модели на 1200 и 2000 А
- бесфланцевый тип
PIBMB/PCYBMB
- для внутреннего обслуживания
- среда воздух-воздух
- до 15кВ/95кВ БИЛ
- до 2000 ампер
- внутреннее шаровое соединение
PIBML
- для внутреннего обслуживания
- среда воздух-масло
- до 37 клемм
PIBMS
- для внутреннего обслуживания
- среда воздух-масло
- до 37 шпилек
PIBMSL
- для внутреннего обслуживания
- среда воздух-масло
- до 31 клеммы
PIBQ/PCYBQ
- для внутреннего обслуживания
- среда воздух-воздух
- до 35кВ/170кВ БИЛ
- Модели на 1200 и 2000 А
- 4,75” ниже диаметра фланца
PIBS/PCYBS
- для внутреннего обслуживания
- среда воздух-воздух
- до 28кВ/150кВ БИЛ
- до 1000 ампер
- 3,00 дюйма ниже диаметра фланца
PIPD/PCYPD
- для внутреннего обслуживания
- среда воздух-воздух
- до 38кВ/200кВ БИЛ
- до 4000 ампер
- стиль носика
- Стрелка влево
- Страница 1 из 2
- Стрелка вправо
Что такое втулки?
Электрические вводы являются важными компонентами для широкого спектра электрооборудования, такого как трансформаторы, шунтирующие реакторы и распределительные устройства. Эти устройства обеспечивают необходимый изолирующий барьер между проводником под напряжением и токопроводящим корпусом электрического аппарата при потенциале земли. Эта важная функция позволяет вводам проводить ток высокого напряжения через токопроводящий барьер корпусов оборудования. Вводы Polycast спроектированы таким образом, чтобы предотвратить электрический сбой из-за пробоя или пробоя, ограничить нагрев при номинальном токе и выдержать механические нагрузки от кабельной нагрузки и теплового расширения.
Эти устройства обеспечивают необходимый изолирующий барьер между проводником под напряжением и токопроводящим корпусом электрического аппарата при потенциале земли. Эта важная функция позволяет вводам проводить ток высокого напряжения через токопроводящий барьер корпусов оборудования. Вводы Polycast спроектированы таким образом, чтобы предотвратить электрический сбой из-за пробоя или пробоя, ограничить нагрев при номинальном токе и выдержать механические нагрузки от кабельной нагрузки и теплового расширения.
Внутренняя изоляция проходного изолятора должна выдерживать электрические нагрузки, которым он подвергается в процессе эксплуатации. Эти напряжения вызваны разностью потенциалов от проводника, находящегося под напряжением, к заземленным компонентам, через которые проходит проходной изолятор. В приложениях среднего и высокого напряжения внутренняя изоляция также должна ограничивать возникновение частичных разрядов (ЧР), которые могут постепенно ухудшать свойства и способность изоляции.
Внешняя изоляция вводов имеет специальные конструктивные элементы, такие как количество звеньев и длина пути утечки, чтобы обеспечить разделение между точками подключения ВН под напряжением и потенциалом земли на внешней стороне детали. Целью этих функций является предотвращение образования сухой дуги (перекрытия) и ползучести (утечки). Сухая дуга, классифицированная BIL, требует достаточного расстояния, чтобы шина выдерживала электрические импульсы от коммутации и ударов молнии. Эти события могут вызвать перекрытие, когда электрическая дуга образуется от высоковольтного проводника непосредственно к земле, если расстояние недостаточно для напряжения. Ползучесть (утечка) происходит, когда загрязнение накапливается на поверхности проходного изолятора и создает токопроводящий путь для прохождения тока по поверхности. Включение навесов в конструкцию ввода эффективно увеличивает поверхностное расстояние ввода между клеммой ВН и землей для предотвращения потерь при утечке.
Polycast производит внутренние и наружные эпоксидные вводы для применения в распределительных устройствах, трансформаторах и силовых установках как низкого, так и среднего класса напряжения. Наши вводы разработаны и испытаны на соответствие применимым стандартам CSA, IEC, NEMA и IEEE.
Наши вводы разработаны и испытаны на соответствие применимым стандартам CSA, IEC, NEMA и IEEE.
Вводы низкого напряжения рассчитаны на напряжение до 5 кВ/60 кВ BIL, а вводы среднего напряжения рассчитаны на напряжение до 46 кВ/250 кВ BIL.
Polycast производит втулки из эпоксидной смолы, которые являются идеальной заменой фарфоровым втулкам и имеют много преимуществ. См. нашу статью о втулках из эпоксидной смолы и фарфоровых втулках 9.0003
Вводы для распределительных устройств
Вводы обеспечивают необходимую изоляцию, когда линия высокого напряжения проходит через металлический лист или раму, находящуюся под потенциалом земли. Первичные разъединительные вводы являются ключевыми компонентами распределительного устройства, которые служат точками подключения для подачи питания в сеть после распределительного устройства.
Первичные разъединительные втулки всегда подвергаются воздействию приложенного напряжения внутри распределительного устройства. Следовательно, они, скорее всего, будут первым элементом, который исследует электрический пробой между закрытым проводником и окружающими его заземленными металлическими конструкциями.
Вводы для трансформаторов
Ввод трансформатора представляет собой изолирующее устройство, позволяющее проводнику, находящемуся под напряжением, проходить через заземленный бак трансформатора. Втулка стержневого типа имеет встроенный проводник, в то время как втулка с тяговым или тяговым стержнем имеет возможность установки отдельного проводника через его центр. Сплошные вводы (объемного типа) и вводы с градуированной емкостью (конденсаторного типа) представляют собой две основные формы конструкции вводов:
- Сплошные вводы с фарфоровым или эпоксидным изолятором обычно используются в качестве точек соединения со стороны обмотки низкого напряжения трансформатора снаружи трансформатора. Вводы с градуированной емкостью
- используются при более высоких напряжениях сети. По сравнению со сплошными втулками они относительно сложны по конструкции. Чтобы справиться с высокими напряжениями электрического поля, возникающими при более высоких напряжениях, вводы с градуированной емкостью оснащены внутренним экраном с градуированной емкостью, который встроен между центральным токопроводящим проводником и внешним изолятором.
 Целью этих токопроводящих экранов является уменьшение частичных разрядов за счет управления электрическим полем вокруг центрального проводника, чтобы напряжение поля равномерно концентрировалось внутри изоляции проходного изолятора.
Целью этих токопроводящих экранов является уменьшение частичных разрядов за счет управления электрическим полем вокруг центрального проводника, чтобы напряжение поля равномерно концентрировалось внутри изоляции проходного изолятора.
| 20 дней | [Copper alloy] Bronze plated | 1 | 1.515 | 3.125 | Bronze plated | Unground | 1 | |||||||||||||||||||||||||||||||||
| 20 дней | [Copper alloy] Bronze plated | 1 | 1.515 | 2.125 | Bronze plated | Unground | 1 | |||||||||||||||||||||||||||||||||
| 15 дней | [Медный сплав] Бронза | 1 | 1,515 | 2,125 | Массивная бронза | Нешлифованная | 1 | 7 | ||||||||||||||||||||||||||||||||
| 20 дней | [Copper alloy] Bronze plated | 1-1/4 | 1. 765 765 | 3.625 | Bronze plated | Unground | 1 | |||||||||||||||||||||||||||||||||
| 20 дней | [Copper alloy] Bronze plated | 1-1/4 | 1.765 | 2.625 | Bronze plated | Unground | 1 | |||||||||||||||||||||||||||||||||
| 9 дней | [Медный сплав] Бронза | 1-1/4 | 1,765 | 2,625 | Массивная бронза | Нешлифованная | 6 70485 | 20 дней | [Copper alloy] Bronze plated | 1-1/2 | 2.015 | 3.875 | Bronze plated | Unground | 1 | |||||||||||||||||||||||||
| 20 дней | [Copper alloy] Bronze plated | 1-1/2 | 2.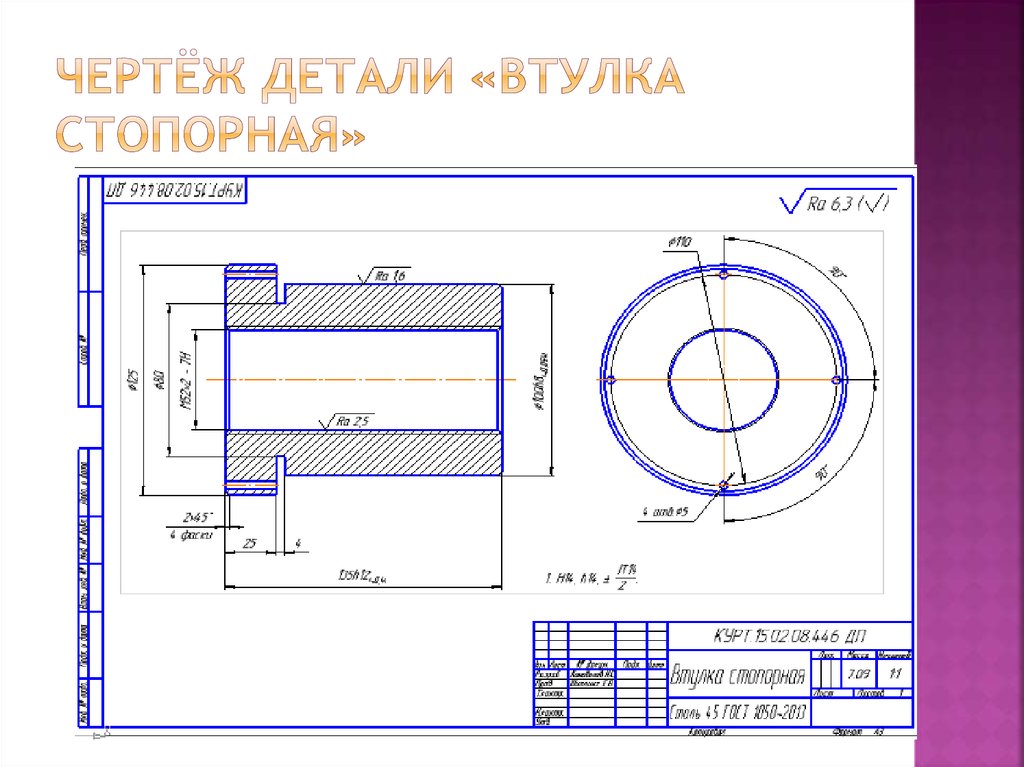 015 015 | 2.875 | Bronze plated | Unground | 1 | |||||||||||||||||||||||||||||||||
| 9 дней | [Медный сплав] Бронза | 1-1/2 | 2,015 | 2,875 | Массивная бронза | Нешлифованная | 7 | 1 | 0485 | 20 дней | [Copper alloy] Bronze plated | 1-3/4 | 2.265 | 4.125 | Bronze plated | Unground | 1 | |||||||||||||||||||||||
| 20 дней | [Copper alloy] Bronze plated | 1-3/4 | 2.265 | 3.125 | Bronze plated | Unground | 1 | |||||||||||||||||||||||||||||||||
| 9 дней | [Медный сплав] Бронза | 1-3/4 | 2,265 | 3,125 | Массивная бронза | Нешлифованная | 7 | 1 | 0485 | 20 дней | [Copper alloy] Bronze plated | 2 | 2. 515 515 | 4.375 | Bronze plated | Unground | 1 | |||||||||||||||||||||||
| 20 дней | [Copper alloy] Bronze plated | 2 | 2.515 | 3.375 | Bronze plated | Unground | 1 | |||||||||||||||||||||||||||||||||
| 9 дней | [Медный сплав] Бронза | 2 | 2,515 | 3,375 | Массивная бронза | Нешлифованная | ||||||||||||||||||||||||||||||||||
| 20 дней | [Copper alloy] Bronze plated | 2-1/2 | 3.015 | 3.875 | Bronze plated | Unground | 1 | |||||||||||||||||||||||||||||||||
| 9 дней | [Медный сплав] Бронза | 2-1/2 | 3. 015 015 | 3.875 | Solid bronze | Unground | 1 | |||||||||||||||||||||||||||||||||
| 20 дней | [Copper alloy] Bronze plated | 3 | 3.64 | 3.875 | Bronze plated | Unground | 1 | |||||||||||||||||||||||||||||||||
| 9 дней | [Copper alloy] Bronze | 3 | 3.64 | 3.875 | Solid bronze | Unground | 1 | |||||||||||||||||||||||||||||||||
| 10 дней | [Медный сплав] Бронзовое покрытие | 3/4 | 1,14 | 2,063 | Бронзовый | Нешлифованный | 1 | |||||||||||||||||||||||||||||||||
| 76 86 5 дней | [Copper alloy] Bronze | 3/4 | 1. 14 14 | 2.063 | Solid bronze | Unground | 1 | |||||||||||||||||||||||||||||||||
| 20 дней | [Copper alloy] Bronze plated | 7/8 | 1.39 | 2.125 | Bronze plated | Unground | 1 | |||||||||||||||||||||||||||||||||
| 15 дней | [Медный сплав] Бронза | 7/8 | 1,39 | 2,125 | Массивная бронза | Нешлифованная | 1 | |||||||||||||||||||||||||||||||||
| 20 дней | [Copper alloy] Bronze plated | 1 | 1.5 | 3.125 | Bronze plated | Unground | 2 | |||||||||||||||||||||||||||||||||
| 20 дней | [Медный сплав] бронзовая покрытая | 1 | 1,5 | 2,125 | Бронзовый. 10 дней
10 дней
| [Медный сплав] Бронза | 1 | 1,515 | 2,125 | Массивная бронза | Нешлифованная | 2 7 | 20 дней | Steel | 1 | 1.515 | 2.125 | Solid steel | Unground | 2 | ||||||||||||||||||||
| 20 дней | Сталь | 1 | 1,515 | 2,875 | Цельная сталь | Нешлифованная | 2 | |||||||||||||||||||||||||||||||||
| 20 дней | [Copper alloy] Bronze plated | 1-1/4 | 1. 75 75 | 3.625 | Bronze plated | Unground | 2 | |||||||||||||||||||||||||||||||||
| 20 дней | [Copper alloy] Bronze plated | 1-1/4 | 1.75 | 2.625 | Bronze plated | Unground | 2 | |||||||||||||||||||||||||||||||||
| 9 дней | [Медный сплав] Бронза | 1-1/4 | 1,765 | 2,625 | Массивная бронза | Нешлифованная | 7 | 2 | 0508 | |||||||||||||||||||||||||||||||
| 10 дней | Steel | 1-1/4 | 1.765 | 2.625 | Solid steel | Unground | 2 | |||||||||||||||||||||||||||||||||
| 20 дней | Сталь | 1-1/4 | 1.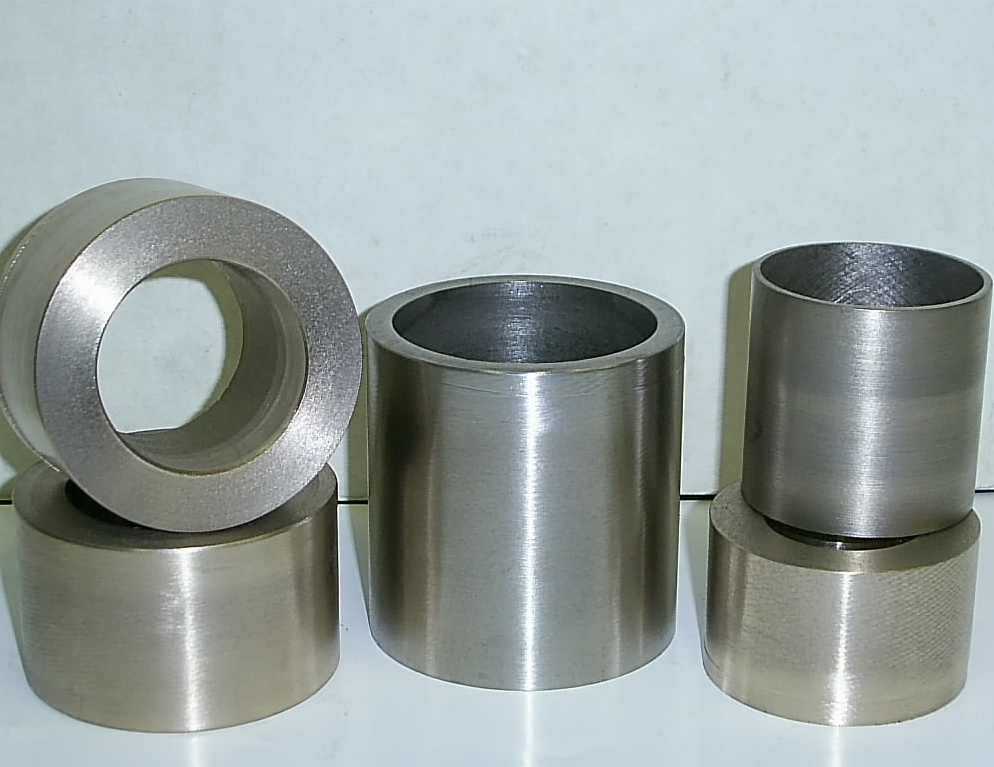 765 765 | 3.125 | Solid steel | Unground | 2 | |||||||||||||||||||||||||||||||||
| 20 дней | [Медный сплав] бронзовый, покрытый | 1-1/2 | 2 | 3,875 | Бронза, полученная | 2 | 2 | 2 | .0486 20 дней | [Copper alloy] Bronze plated | 1-1/2 | 2 | 2.875 | Bronze plated | Unground | 2 | ||||||||||||||||||||||||
| 9 дней | [Медный сплав] Бронза | 1-1/2 | 2.015 | 2.875 | Массивная бронза | Нешлифованная | 2 | |||||||||||||||||||||||||||||||||
| 9026 | 86 20 днейSteel | 1-1/2 | 2. 015 015 | 2.875 | Solid steel | Unground | 2 | |||||||||||||||||||||||||||||||||
| 20 дней | Steel | 1-1/2 | 2.015 | 3.375 | Solid steel | Unground | 2 | |||||||||||||||||||||||||||||||||
| 20 дней | [Медный сплав] Бронзовое покрытие | 1-3/4 | 2,25 | 4,125 | Бронзовое покрытие | Незаземленное 95 | 20486 | 20 дней | [Медный сплав] бронзовая покрыта | 1-3/4 | 2,25 | 3.125 | 2 | UNGUNGHT | 2 | UNGUNGHT | 2 | 2 | 2 | 2 | 2 | 2 | 2 | . 9 дней
9 дней
| [Медный сплав] Бронза | 1-3/4 | 2.265 | 3.125 | Solid bronze | Unground | 2 | |||||||||
| 20 дней | Steel | 1-3/4 | 2.265 | 3.125 | Solid steel | Unground | 2 | |||||||||||||||||||||||||||||||||
| 20 дней | Сталь | 1-3/4 | 2.265 | 3,625 | Сплошная сталь | Unground | 2 | 2 | 72 | 72 | 72 | 2 | . 20 дней
20 дней
| [Медный сплав] Бронзовое покрытие | 2 | 2,5 | 4.375 | Бронзовое покрытие | Незаземленное | 7 | 7 | 2 | 2 | 0487 | 20 дней | [Copper alloy] Bronze plated | 2 | 2.5 | 3.375 | Bronze plated | Unground | 2 | ||||||||
| 9 дней | [Медный сплав] Бронза | 2 | 2,515 | 3,375 | Массивная бронза | Нешлифованная | 2 | |||||||||||||||||||||||||||||||||
| 20 дней | Steel | 2 | 2. 515 515 | 3.375 | Solid steel | Unground | 2 | |||||||||||||||||||||||||||||||||
| 20 дней | Steel | 2 | 2.515 | 3.875 | Solid steel | Unground | 2 | |||||||||||||||||||||||||||||||||
| 20 дней | [Copper alloy] Bronze plated | 2-1/2 | 3 | 3.875 | Bronze plated | Unground | 2 | |||||||||||||||||||||||||||||||||
| 9 дней | [Copper alloy] Bronze | 2-1/2 | 3.015 | 3.875 | Solid bronze | Unground | 2 | |||||||||||||||||||||||||||||||||
| 20 дней | Сталь | 2-1/2 | 3. 015 015 | 3.875 | Массивная сталь | Нешлифованная | 2 | |||||||||||||||||||||||||||||||||
| 9026 | 6 86 20 дней[Copper alloy] Bronze plated | 3 | 3.625 | 3.875 | Bronze plated | Unground | 2 | |||||||||||||||||||||||||||||||||
| 9 дней | [Copper alloy] Bronze | 3 | 3.64 | 3.875 | Solid bronze | Unground | 2 | |||||||||||||||||||||||||||||||||
| 20 дней | [Медный сплав] Бронзовое покрытие | 3/4 | 1.125 | 2.063 | Бронза | Негрунт. 10 дней | [Copper alloy] Bronze | 3/4 | 1.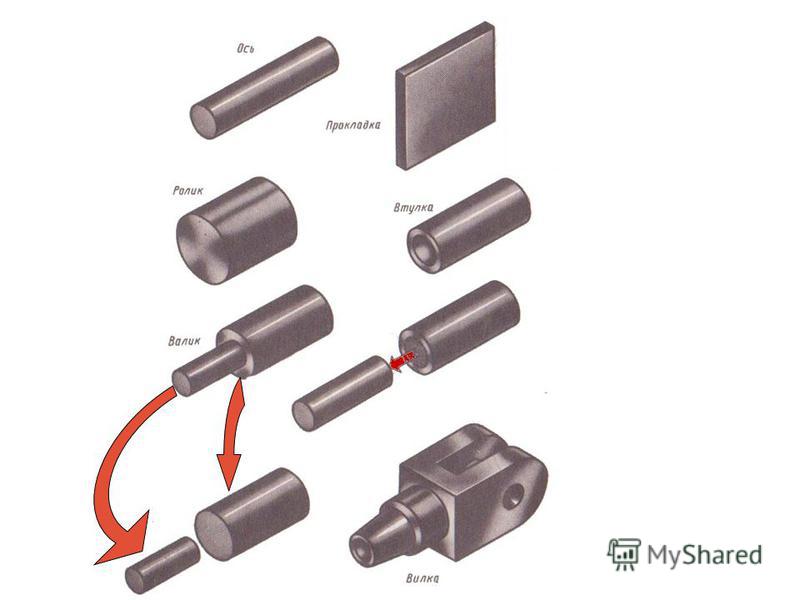
You may also likeДизайн окраска стен: Покраска стен в квартире: дизайн, фото лучших интерьеровРазборные мангалы фото: Разборные мангалы: чертежи, фото | Сам Себе СтроительПотолки натяжные фото на кухню: Натяжной потолок на кухне (60 фото + цены и отзывы)Нет модуля cam: Что делать, если телевизор Samsung не видит CAM-модуль |