alexxlab
alexxlab Сварка аргоном в СПб — цены на арногодуговую сварку металла
Аргонная сварка (сварка в аргоновой среде) – это разновидность электрической дуговой сварки, позволяющая формировать неразъемное соединение изделий из титана, меди, алюминия, современных сплавов. Технология помогает получить прочное соединение с высоким качеством шва.
Преимущества аргоновой сварки металла
- Невысокие температуры нагрева. Это оставляет соединяемые детали неповрежденными, размер и форма не меняется, исключено появление сопутствующих дефектов.
- Малые затраты времени. Преимущество достигается за счет использования дуги с высокими показателями тепловой мощности.
- Низкие требования к уровню подготовки сварщика. Даже персонал с небольшим опытом работы быстро освоится с азами и сможет создать ровный качественный шов.
- Аккуратные, равномерные, чистые сварные швы.
- Универсальность. В процессе можно работать даже с разными видами металла.
 Метод позволяет соединять даже заготовки, с которыми могут возникнуть проблемы при выборе других технологий. Само соединение при этом получается очень прочным.
Метод позволяет соединять даже заготовки, с которыми могут возникнуть проблемы при выборе других технологий. Само соединение при этом получается очень прочным.
 Метод позволяет соединять даже заготовки, с которыми могут возникнуть проблемы при выборе других технологий. Само соединение при этом получается очень прочным.
Метод позволяет соединять даже заготовки, с которыми могут возникнуть проблемы при выборе других технологий. Само соединение при этом получается очень прочным.Само применение аргона также позволяет получить преимущество. Это инертный газ, по сравнению с воздухом у него выше плотность и масса. Потому зона сварки будет под лучшей защитой, качество значительно возрастет.
Стоимость сварки аргоном
| Тип сварки | Цена |
| 1 см шва титана | от 80 руб |
| 1 см шва алюминия | от 45 руб |
| 1 см меди | от 50 руб |
| 1 см нержавеющей стали, разнородных сталей, других металлов и сплавов | от 25 руб |
Сварочные работы с аргоном: технологические особенности процесса
Аргоно-дуговая сварка может выполняться в трех основных режимах.
- Сваривание вручную. В процессе применяется неплавящийся электрод с маркировкой «РАД». В этом случае результат сильно привязан к уровню подготовки сварщика. Требуется контролировать весь процесс, подачу газа, горелку и присадочную проволоку.
- Полуавтоматический режим. Облегченный процесс с использованием плавящегося элемента «ААДП». Сварщик отвечает только за горелку, подача проволоки выполняется автоматически.
- Автоматический режим. В процессе нужен только оператор, следящий за ходом операции. Контроль за горелкой и проволокой полностью автоматизирован. Исключается человеческий фактор и уменьшает вероятность появления дефектов. Применяются неплавящиеся электроды «ААД».
Сам процесс можно разделить на несколько стадий:
- Определение основных рабочих условий. Сварщику нужно иметь четкое представление, с каким металлом предстоит работать, как настроить аппарат, в каком режиме нужно выполнять сварку.

- Зачистка поверхностей. Попадание мусора, посторонних предметов может значительно ухудшить качество шва.
- Подготовка к сварке. Специалист берет в руки горелку и проволоку, начинает подавать на участок сваривания аргон. Горелка размещается на удалении в 2-3 от обрабатываемой поверхности, а внутрь устройства вставляется электрод.
- Непосредственно сварка. Нагрев проволоки до высоких температур приводит к ее расплавлению и созданию стыковочного шва. От мастера нужно следить за равномерностью направления и правильно, аккуратно двигать аппарат.
Типы аргонодуговой сварки
Сварка аргоном может выполняться с использованием трех типов оборудования. Специализированное применяется с одинаковыми заготовками, а специальное с едиными типоразмерами. Часто применяется универсальная разновидность – техника работает с разными видами исходных деталей и материалов.
К основным видам сварки относятся:
- ММА.
 Методика лучше всего подойдет для сварки углеродистой и нержавеющей стали. Выполняется как при переменном, так и при постоянном токе.
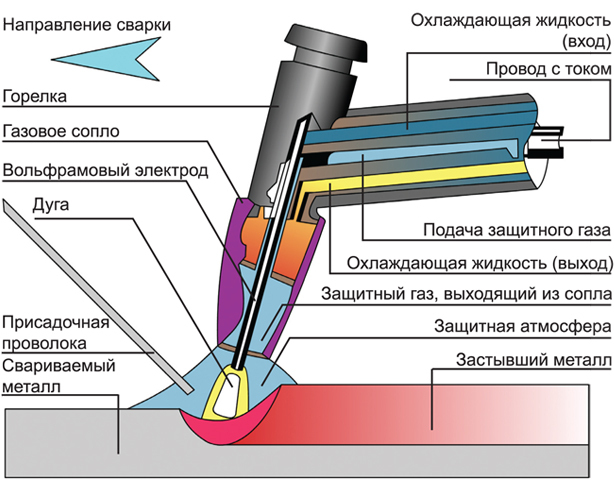
Методика лучше всего подойдет для сварки углеродистой и нержавеющей стали. Выполняется как при переменном, так и при постоянном токе. - TIG. Кроме аргона в процессе могут участвовать и другие инертные газы. Стандартное решение – использование вольфрамового электрода. При переменном токе так хорошо сваривается нержавейка и углеродистые стали. При переменном токе упрощается работа с различными сплавами алюминия.
- MIG. Технология выполняется в полуавтоматическом режиме. В процессе участвует переменный ток. Методика подойдет для разных типов металлов, лучше всего показывает себя с алюминием и его сплавами.
На производстве также распространена инверторная аргонодуговая сварка, используется инвертор, преобразующий постоянный ток в переменный. В процессе используется компактный и удобный сварочный аппарат. Метод хорошо показывает себя при работе с нержавеющей сталью и цветными металлами.
Наша компания выполняет аргонную сварку нержавейки, алюминия, меди и других цветных металлов в СПб. Используем современное оборудование – аппараты с напряжением на холостом ходу в диапазоне 60-70 B, керамические горелки, силовые контакторы, технику для обдува, приборы-осцилляторы. Гарантируем качество шва, отсутствие дефектов.
Используем современное оборудование – аппараты с напряжением на холостом ходу в диапазоне 60-70 B, керамические горелки, силовые контакторы, технику для обдува, приборы-осцилляторы. Гарантируем качество шва, отсутствие дефектов.
Оставьте заявку или звоните чтобы заказать выезд мастера.
Оформите заявку и наш менеджер свяжется с Вами
Оформить заявку
Аргонная сварка — цены на сварочные работы металла аргонодуговым методом в Москве
Классификация аргонно-дуговой сварки
По степени механизации рабочего процесса аргоновая сварка делится на категории:
- Ручная. Техпроцесс полностью находится под контролем сварщика. Он держит аппарат и перемещает его, чтобы расплавить свариваемые металлические заготовки. В данном случае рабочим инструментом выступают электроды из вольфрама.
- Полуавтоматическая. Используется параллельно с подачей проволоки в зону сварки.
 Движение и положение горелки относительно свариваемых конструкций контролирует сварщик. Такая сварка подходит для сваривания заготовок из нержавеющей и конструкционной стали.
Движение и положение горелки относительно свариваемых конструкций контролирует сварщик. Такая сварка подходит для сваривания заготовок из нержавеющей и конструкционной стали. - Автоматическая. Процесс автоматизирован. Сварщик задает параметры дистанционно. Автоматизированное оборудование самостоятельно настраивает положение горелки и подает сварочную проволоку в зону обработки.
Виды
Сварка аргоном также может быть:
- ММА. Ручная техника, когда задействуется электродуга, приводимая в действие электродами. В зависимости от вида тока можно сваривать детали из конструкционной стали, нержавейки, алюминия.
- TIG. В процессе работы используется импульсный ток, с помощью которого можно сваривать нержавейку, алюминий, углеродистые стали, латунь, оцинковку и др.
- MIG. Полуавтоматическая сварка, которая выполняется с помощью проволоки. Такая техника позволяет сваривать любые стали, детали из алюминия и других цветных сплавов.
Этапы сварки в аргоновой среде
Сварка аргоном относится к сложным техпроцессам, которые требуют определенных знаний у специалиста. На качество влияет состояние поверхности — если на ней присутствуют грязь, пыль, оксидная пленка, это может снижать надежность скрепления. Поверхности обязательно тщательно очищается перед свариванием с помощью механических методов.
Вольфрамовый электрод подбирается по типу металла, толщине обрабатываемых элементов и ширине шва. Вокруг держателя монтируется сопло, откуда в рабочую область поступает аргон для формирования защитной среды.
После подготовки всех нужных инструментов и поверхностей, работы проводятся в такой последовательности:
- подсоединение источника питания к сети;
- подача инертного газа;
- розжиг электродуги.
Сварщик выполняет аккуратное формирование шва, соединяя края заготовки посредством совмещения областей с расплавленным металлом. Навстречу горелке идет присадочная головка, которая создает оптимальные условия и задает характеристики шва.
Как сделать заказ
Звонок или заявка
Связаться с менеджерами одним из указанных на сайт способом
Техническое задание
Предоставить чертеж или эскиз для расчета стоимости изготовления деталей
Согласование
Обсудить подробности заказа, подписать спецификацию и договор
Изготовление
Изготовление и доставка
Заказать услугу
Преимущества
Основное достоинство аргонной сварки — образование шва высокого качества и широкая номенклатура металлов, которые можно сваривать по такой технологии. Особенно актуально ее использование, когда другие методы малоэффективны и не приносят ожидаемого результата. Еще одним плюсом является минимальный нагрев свариваемых изделий. Они не деформируются, что особенно важно при скреплении конструкций сложной конфигурации.
Еще одним плюсом является минимальный нагрев свариваемых изделий. Они не деформируются, что особенно важно при скреплении конструкций сложной конфигурации.
Компания «СверхНовая» выполняет аргонно-дуговую сварку разных металлов, соблюдая технологии. Мы гарантируем точность всех проводимых операций и соответствие готового изделия заданным параметрам.
Чтобы узнать стоимость аргонной сварки согласно вашего технического задания, вы можете направить нам его на почту [email protected]. Также можно получить консультацию, связавшись с менеджерами в Москве по телефонам: +7 (495) 142-23-68, +7 (926) 905-54-50.
Оставьте заявку сейчас, чтобы получить персональную скидку!
Ваш уникальный номер клиента: SV-8630
Оставить заявку
Как аргон используется при сварке?
выбрать продуктLEISUREGAZ 007Бесплатная аренда, 2% CO2 в смеси аргона 20 л, 200 бар для сварки MIG Нержавеющая стальАренда бесплатно, 12% CO2 в смеси аргона 20 л, 200 бар для сварки MIGБесплатная аренда, 12% CO2 в смеси аргона 50 л для сварки MIGПищевой CO2 газовые баллоны для автоматов по производству замороженных напитков Coca-Cola Frozen, Fanta Frozen, Tango Ice Blast и Slushy Jack’s – 3,15 кг5 кг Газовый светильник, пропановый барбекю и легкий газовый баллон для патио10 кг Газовый светильник, пропановый барбекю и патио Газовый легкий газовый баллон 14 кг Газовый светильник, вилочный погрузчик из стекловолокна Gas Refill Баллоны с газом Co2 для конфетти-пушек и бластеров 15 кгПищевые баллоны с углекислым газом для конфетти-пушек и бластеров — 34 кг CO2 для татуировок аэрографом, 1,5 кг CO2 для татуировок аэрографом, 3,15 кг CO2 для татуировок аэрографом, 6,35 кг CO2 для выращивания аквариумных растений, 6,35 кг CO2 для Выращивание аквариумных растений, 1,5 кг CO2 для выращивания аквариумных растений, 3,15 кг углекислого газа для сценических и театральных спецэффектов 6,35 кг — с погружной трубкойДвуокись углерода для сценических и театральных спецэффектов 34 кг — С погружной трубкойУглекислый газ для сценических и театральных спецэффектов 15 кг — с погружной трубкойГазовые баллоны с пищевым CO2 для машин Coca-Cola Frozen, Fanta Frozen, Tango Ice Blast и Slushy Jack’s – 6,35 кгГазовые баллоны с пищевым CO2 для Coca-Cola Frozen , Fanta Frozen, Tango Ice Blast и автоматы по производству замороженных напитков Slushy Jack – 34 кг.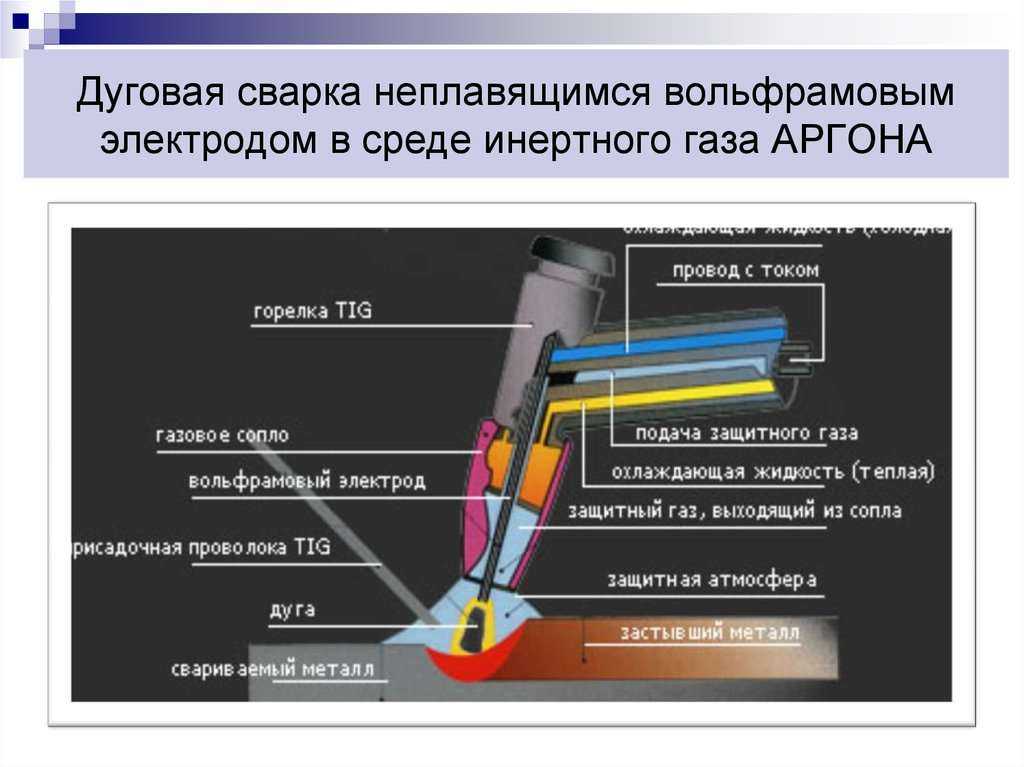 Газовые баллоны с пищевым CO2 для Coca-Cola Frozen, Fanta Frozen, Tango Ice Blast и автоматы по производству замороженных напитков Slushy Jack – 15 кг, 10 л пропиленового топливного газа для сварки, пайки, нагрева и CuttingColeman B/P C250Газовый картридж с бутаном/пропаном 170 г — 2175POWERSOURCE 445G B/P MIX CARTRIDGE350G BUTANE PROPANE MIX GAS CARTRIDGE227GM BAYONET BUTANE CARTRIDGECAMPINGAZ C206 Gas CartridgeCAMPINGAZ CV300 Gas CartridgeCAMPINGAZ CV4219 Gas Cartridge2, переносной пропановый обогреватель12623, пропановый шланг с отводом в сборе 35 дюймов ST POL x W2012622, пропановый шланг с отводом в сборе 20 дюймов ST POL x W20Оранжевый шланг высокого давления – диаметр отверстия 8 мм, шланг высокого давления CoilOrange длиной 3 м – диаметр отверстия 8 мм, шланг высокого давления CoilOrange длиной 2 м – Диаметр 8 мм, шланг высокого давления CoilOrange 1 м — диаметр 4,8 мм, шланг высокого давления CoilOrange 3 м — диаметр 4,8 мм, шланг высокого давления CoilOrange 2 м — диаметр 4,8 мм, 1 м катушка 15527, комплект пропановой автогорелки Bullfinch 233P (рычажное зажигание) 14850, Bullfinch No.
Газовые баллоны с пищевым CO2 для Coca-Cola Frozen, Fanta Frozen, Tango Ice Blast и автоматы по производству замороженных напитков Slushy Jack – 15 кг, 10 л пропиленового топливного газа для сварки, пайки, нагрева и CuttingColeman B/P C250Газовый картридж с бутаном/пропаном 170 г — 2175POWERSOURCE 445G B/P MIX CARTRIDGE350G BUTANE PROPANE MIX GAS CARTRIDGE227GM BAYONET BUTANE CARTRIDGECAMPINGAZ C206 Gas CartridgeCAMPINGAZ CV300 Gas CartridgeCAMPINGAZ CV4219 Gas Cartridge2, переносной пропановый обогреватель12623, пропановый шланг с отводом в сборе 35 дюймов ST POL x W2012622, пропановый шланг с отводом в сборе 20 дюймов ST POL x W20Оранжевый шланг высокого давления – диаметр отверстия 8 мм, шланг высокого давления CoilOrange длиной 3 м – диаметр отверстия 8 мм, шланг высокого давления CoilOrange длиной 2 м – Диаметр 8 мм, шланг высокого давления CoilOrange 1 м — диаметр 4,8 мм, шланг высокого давления CoilOrange 3 м — диаметр 4,8 мм, шланг высокого давления CoilOrange 2 м — диаметр 4,8 мм, 1 м катушка 15527, комплект пропановой автогорелки Bullfinch 233P (рычажное зажигание) 14850, Bullfinch No. Комплект паяльной лампы 404 Autotorch21479, Bullfinch № 135/01 Удлиненный комплект горелки с регулятором 11325, Сопло для газового шланга Fulham — сжатие 15 мм x 10 мм8992, Сопло для газового шланга Fulham — сжатие 5/16 дюйма x 10 мм12572, Стандартный комплект пропановой горелки Bullfinch — 140P12571, Стандартный комплект пропановой горелки Bullfinch — 110P8196, Насадка для шланга высокого давления — 3/8 дюйма BSP TM x 10 мм нар. диам. 8870, Насадка для шланга высокого давления — 1/4 дюйма BSP TM x 8,35 мм нар. Форсунка для газового шланга — 3/8 дюйма BSP, внутренняя резьба x 10 мм6244, Газовая форсунка Fulham, газовая форсунка — 1/4 дюйма, внутренняя резьба BSP x 10 мм8009, Форсунка для газового шланга Fulham — 1/8″ BSP F x 10 мм6247, Форсунка для газового шланга Fulham — 1/2″ BSP TM x 10 мм8871, Форсунка для газового шланга Fulham — 3/8″ BSP TM x 10 мм6246, Форсунка для газового шланга Fulham — 1/ 4″ BSP TM x 10мм6245, Сопло для газового шланга Fulham — 1/8″ BSP TM x 10мм8843, 3 НАСАДКА ДЛЯ ШЛАНГА — 90°8842, 3 НАСТРОЙКА ДЛЯ ШЛАНГА — 60°8844, 4 НАСТРОЙКА ДЛЯ ШЛАНГА 8862, ДВОЙНАЯ ГОРЕЛКА КИПЯЩЕГО КОЛЬЦА 24035, КИПЕНИЕ КОЛЬЦО, ОДИНАРНАЯ ТРОЙНАЯ ГОРЕЛКА19537, БОЛЬШОЕ КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА22744, КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА с FFD8861, КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА12679, НАБОР ДЛЯ РУЧНОЙ ПЕРЕМЕНЫ ДЛЯ ДВУХ КОМПЛЕКТОВ21000, КОМПЛЕКТ ДЛЯ АВТОМАТИЧЕСКОЙ ПЕРЕМЕНЫ ДЛЯ ЧЕТЫРЕХ КОМПЛЕКТОВ С OPSO13493, Комплект для автоматической замены из двух частей11725, Гаечный ключ из кованой стали POL — черный11724, Гаечный ключ из прессованной стали из поливинилхлорида — оцинкованная23142, ЗАЖИМ 12 мм НА РЕГУЛЯТОРЕ БУТАНА С МАНОМЕТРОМ ДАВЛЕНИЯ 3714 мбар, PRO3714mbar С МАНОМЕТРОМ8810, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА 0,5-4 БАР С НАПРАВЛЯЮЩЕЙ 8810, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА ВЫСОКОГО ДАВЛЕНИЯ 1БАР (ФИКСИРОВАННЫЙ)8800, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА НД 50 мбар SMALL8800, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА НД 37 мбар SMALL8802, 37 мбар ЗАЖИМ НА ПРОПАНЕРЕ REG15163, 37 мбар 8888, КЛАПАН ПОЕЗДНОГО ЦИЛИНДРА 8809, Регулятор газа Camping LP8807, регулятор бутана (4,5 кг калораторная бутылка) 8805, 21 мм зажима на бутановом регуляторе 36225 одеяло сварки 2m x 2m 1000’cp36224.
Комплект паяльной лампы 404 Autotorch21479, Bullfinch № 135/01 Удлиненный комплект горелки с регулятором 11325, Сопло для газового шланга Fulham — сжатие 15 мм x 10 мм8992, Сопло для газового шланга Fulham — сжатие 5/16 дюйма x 10 мм12572, Стандартный комплект пропановой горелки Bullfinch — 140P12571, Стандартный комплект пропановой горелки Bullfinch — 110P8196, Насадка для шланга высокого давления — 3/8 дюйма BSP TM x 10 мм нар. диам. 8870, Насадка для шланга высокого давления — 1/4 дюйма BSP TM x 8,35 мм нар. Форсунка для газового шланга — 3/8 дюйма BSP, внутренняя резьба x 10 мм6244, Газовая форсунка Fulham, газовая форсунка — 1/4 дюйма, внутренняя резьба BSP x 10 мм8009, Форсунка для газового шланга Fulham — 1/8″ BSP F x 10 мм6247, Форсунка для газового шланга Fulham — 1/2″ BSP TM x 10 мм8871, Форсунка для газового шланга Fulham — 3/8″ BSP TM x 10 мм6246, Форсунка для газового шланга Fulham — 1/ 4″ BSP TM x 10мм6245, Сопло для газового шланга Fulham — 1/8″ BSP TM x 10мм8843, 3 НАСАДКА ДЛЯ ШЛАНГА — 90°8842, 3 НАСТРОЙКА ДЛЯ ШЛАНГА — 60°8844, 4 НАСТРОЙКА ДЛЯ ШЛАНГА 8862, ДВОЙНАЯ ГОРЕЛКА КИПЯЩЕГО КОЛЬЦА 24035, КИПЕНИЕ КОЛЬЦО, ОДИНАРНАЯ ТРОЙНАЯ ГОРЕЛКА19537, БОЛЬШОЕ КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА22744, КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА с FFD8861, КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА12679, НАБОР ДЛЯ РУЧНОЙ ПЕРЕМЕНЫ ДЛЯ ДВУХ КОМПЛЕКТОВ21000, КОМПЛЕКТ ДЛЯ АВТОМАТИЧЕСКОЙ ПЕРЕМЕНЫ ДЛЯ ЧЕТЫРЕХ КОМПЛЕКТОВ С OPSO13493, Комплект для автоматической замены из двух частей11725, Гаечный ключ из кованой стали POL — черный11724, Гаечный ключ из прессованной стали из поливинилхлорида — оцинкованная23142, ЗАЖИМ 12 мм НА РЕГУЛЯТОРЕ БУТАНА С МАНОМЕТРОМ ДАВЛЕНИЯ 3714 мбар, PRO3714mbar С МАНОМЕТРОМ8810, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА 0,5-4 БАР С НАПРАВЛЯЮЩЕЙ 8810, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА ВЫСОКОГО ДАВЛЕНИЯ 1БАР (ФИКСИРОВАННЫЙ)8800, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА НД 50 мбар SMALL8800, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА НД 37 мбар SMALL8802, 37 мбар ЗАЖИМ НА ПРОПАНЕРЕ REG15163, 37 мбар 8888, КЛАПАН ПОЕЗДНОГО ЦИЛИНДРА 8809, Регулятор газа Camping LP8807, регулятор бутана (4,5 кг калораторная бутылка) 8805, 21 мм зажима на бутановом регуляторе 36225 одеяло сварки 2m x 2m 1000’cp36224. 600’CP3622 Сварка одеяла 2m x 2m 600’cp3621 Сварка одеяла 2m x 1m 600’cfr-ext ext levension 0,6MP3630 Сварка Одеяла 50M x 1m 600’CP3886FR Стальная рама 2,4 × 1,8 МП3666FR Стальная рама 1,8 × 1,888686CG GREALSIN 2,4 x 1,8MP3666CG Зеленое сварки сварки зеленого Can MP3886O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 2,4М X 1,8MP3466O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 1,8М X 1,8MP3446O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 1,2М X 1,8MP3590 EAR DEFENDERSP3266 BROW GUARDP3261 CLEAR VISORP3261-5 SHADE 5 VISORP3260-5 SHADE 5 VISORP3260-3 SHADE 3 VISORP3390 4.5 x 2″ FLIP UP WELDING GOGGLESP3310 SKI TYPE WELDING GOGGLESXR270 VELCRO SWEATBANDXR1017 CHARGERXR1016 BATTERYXR1014 FACE SEAL AND FIXINGSXR1013 HEAD GEAR FIXING KITXR1012 SWEAT BAND FOR HEAD GEARXR1011 HEAD GEAR INC ВОЗДУХОВОД XR1010 КРЫШКА ПЕРЕДНЕГО ШЛАНГА XR1009 ВОЗДУШНЫЙ ШЛАНГ И СОЕДИНИТЕЛИ0 НАБОР ДЛЯ РЕЗКИ – ЗАГЛУШЕННЫЙ В КОРОБКЕ НАБОР ПОДРЯДЧИКОВ BC18/90 НАБОР ДЛЯ РЕЗКИ – ЗАГЛУШЕННЫЙ НАБОР ДЛЯ ПОДРЯДЧИКОВ В КОРОБКЕ Набор для резки с заглушками – Заглушенный – Набор для подрядчиков 4 20MT764620-PR 6 мм 20 м 1/4″ установлен Шланг пропана 761020-OX 20 мм 10M 3/8″ установлен Кислородный шланг761005-OX 5 мм 10 м 3/8 дюйма Кислородный шланг 760620-OX 6 мм 20 м 1/4 дюйма Кислородный шланг 760610-OX 6 мм 10 м 1/4 дюйма Кислородный шланг 761620-OX 6 мм 20 м 3/8 дюйма Кислородный шланг 761605-OX 6 мм 3/8″ Fitted Oxygen Hose760805-OX 8mm 5m 3/8″ fitted Oxygen hoseHeating Nozzle 5 705105Heating Nozzle 4 705104Heating Nozzle 3 705103Heating Nozzle 2 705102SWAGED NOZZLE 25 704225SWAGED NOZZLE 18 704218SWAGED NOZZLE 13 704213SWAGED NOZZLE 10 704210SWAGED NOZZLE 7 704207Lightwieght Nozzle 13 704113Lightwieght Nozzle 10 704110Легкое сопло 7 704107Обжатое сопло 5 704205VVC РЕЖУЩЕЕ СОПЛО 5,5 703113VVC РЕЖУЩЕЕ СОПЛО 5 703112VVC РЕЖУЩЕЕ СОПЛО 4 703111VVC РЕЖУЩЕЕ СОПЛО 3Сопла резания VVC 2 703108Vv «3,2 мм 7023332PNME Редовая сопла 3/32» 2,4 мм 702324PNME Ружая сопла 5/64 «2,0 мм 702320PNME Режущий сопла 1/16» 1,6 мм 702316PNME режущий сопла 3/64 «1,2 мм 702312PNME RINTRUCT NOTRUCK 1/32» 0,8 мм 702330 70 -мм 70 -мм.
600’CP3622 Сварка одеяла 2m x 2m 600’cp3621 Сварка одеяла 2m x 1m 600’cfr-ext ext levension 0,6MP3630 Сварка Одеяла 50M x 1m 600’CP3886FR Стальная рама 2,4 × 1,8 МП3666FR Стальная рама 1,8 × 1,888686CG GREALSIN 2,4 x 1,8MP3666CG Зеленое сварки сварки зеленого Can MP3886O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 2,4М X 1,8MP3466O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 1,8М X 1,8MP3446O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 1,2М X 1,8MP3590 EAR DEFENDERSP3266 BROW GUARDP3261 CLEAR VISORP3261-5 SHADE 5 VISORP3260-5 SHADE 5 VISORP3260-3 SHADE 3 VISORP3390 4.5 x 2″ FLIP UP WELDING GOGGLESP3310 SKI TYPE WELDING GOGGLESXR270 VELCRO SWEATBANDXR1017 CHARGERXR1016 BATTERYXR1014 FACE SEAL AND FIXINGSXR1013 HEAD GEAR FIXING KITXR1012 SWEAT BAND FOR HEAD GEARXR1011 HEAD GEAR INC ВОЗДУХОВОД XR1010 КРЫШКА ПЕРЕДНЕГО ШЛАНГА XR1009 ВОЗДУШНЫЙ ШЛАНГ И СОЕДИНИТЕЛИ0 НАБОР ДЛЯ РЕЗКИ – ЗАГЛУШЕННЫЙ В КОРОБКЕ НАБОР ПОДРЯДЧИКОВ BC18/90 НАБОР ДЛЯ РЕЗКИ – ЗАГЛУШЕННЫЙ НАБОР ДЛЯ ПОДРЯДЧИКОВ В КОРОБКЕ Набор для резки с заглушками – Заглушенный – Набор для подрядчиков 4 20MT764620-PR 6 мм 20 м 1/4″ установлен Шланг пропана 761020-OX 20 мм 10M 3/8″ установлен Кислородный шланг761005-OX 5 мм 10 м 3/8 дюйма Кислородный шланг 760620-OX 6 мм 20 м 1/4 дюйма Кислородный шланг 760610-OX 6 мм 10 м 1/4 дюйма Кислородный шланг 761620-OX 6 мм 20 м 3/8 дюйма Кислородный шланг 761605-OX 6 мм 3/8″ Fitted Oxygen Hose760805-OX 8mm 5m 3/8″ fitted Oxygen hoseHeating Nozzle 5 705105Heating Nozzle 4 705104Heating Nozzle 3 705103Heating Nozzle 2 705102SWAGED NOZZLE 25 704225SWAGED NOZZLE 18 704218SWAGED NOZZLE 13 704213SWAGED NOZZLE 10 704210SWAGED NOZZLE 7 704207Lightwieght Nozzle 13 704113Lightwieght Nozzle 10 704110Легкое сопло 7 704107Обжатое сопло 5 704205VVC РЕЖУЩЕЕ СОПЛО 5,5 703113VVC РЕЖУЩЕЕ СОПЛО 5 703112VVC РЕЖУЩЕЕ СОПЛО 4 703111VVC РЕЖУЩЕЕ СОПЛО 3Сопла резания VVC 2 703108Vv «3,2 мм 7023332PNME Редовая сопла 3/32» 2,4 мм 702324PNME Ружая сопла 5/64 «2,0 мм 702320PNME Режущий сопла 1/16» 1,6 мм 702316PNME режущий сопла 3/64 «1,2 мм 702312PNME RINTRUCT NOTRUCK 1/32» 0,8 мм 702330 70 -мм 70 -мм. Сону 1/8 «3,2 мм 702132PNM Ружая сону 3/32» 2,4 мм 702124PNM Ружая сону 1/32 «0,8 мм 702108Pachi Режущий сопла 1/8» 3,2 мм 7123332Pachi Sutruct 3/32 «2,4 мм 712324APACHI NOT -RIND 1/16» 116 «1/16″ 1.6MM 712316APACHI CUTTING NOZZLE 3/64″ 1.2MM 712312APACHI CUTTING NOZZLE 1/32″ 0.8MM 712308ASNM CUTTING NOZZLE SIZE 1 705301AFNM CUTTING NOZZLE 1/16″ 1.6MM 705203AFNM CUTTING NOZZLE 3/64″ 1.2MM 705202AFNM CUTTING NOZZLE 1/32» 0,8 ММ 705201AGNM ИЗОГНУТОЕ РЕЖУЩЕЕ СОПЛО, РАЗМЕР 25 702225AGNM ИЗОГНУТО РЕЖУЩАЯ СОПЛА РАЗМЕР 19702219AGNM Размер сопла наглубь сог. /64″/1,2 ММ 701212ANM РЕЖУЩАЯ СОПЛА 5/64″/2,0 ММ 701120ANM РЕЖУЩАЯ СОПЛА 1/32″/1,6 ММ 701116CSS1010 Плоские супертонкие отрезные диски, нержавеющая сталь 230 x 1,0 x 22 мм (9″)CSS1210 Плоские, сверхтонкие отрезные диски нержавеющая сталь 125 x 1,0 x 22 мм (5″)CSS1010 Плоские сверхтонкие отрезные диски, нержавеющая сталь 115 x 1,0 x 22 мм (4,5″)CSS1010 Плоские сверхтонкие отрезные диски, нержавеющая сталь 100 x 1,0 x 16 мм (4 дюйма)Parweld PRO3600-30ER Pro- Сварочная горелка Grip 360A, с кабелем 5 м и еврофитингамиParweld PRO3600-30ER Сварочная горелка Pro-Grip 360A, с кабелем 4 м и еврофитингамиParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 5 м и еврофитингамиParweld PRO2500-30ER Pro -Grip 250A Сварочная горелка, с кабелем 4 м и евро фитингомParweld PRO1500-40ER Pro-Grip 150A сварочная горелка, включая 5 м кабель и евро фитингPar сварка PRO1500-40ER Pro-Grip 150A Сварочная горелка, включая кабель 4M и европейский фитингP3788 Сварочная куртка Parweld Panther (размер XXL)P3788 Сварочная куртка Parweld Panther (размер XL)P3788 Сварочная куртка Parweld Panther (размер M)P3829Алюминизированный щиток для рукP3810 Перчатка механикаP3840 Термальный захват Латексная перчаткаP3824 Panther Pro GauntletXR938H/F Parweld True Color Light Reactive Welding & Grinding Helmet (пламенный дизайн)ANME CUT NOZZLE 1/32″/0,8MM /32″/2.
Сону 1/8 «3,2 мм 702132PNM Ружая сону 3/32» 2,4 мм 702124PNM Ружая сону 1/32 «0,8 мм 702108Pachi Режущий сопла 1/8» 3,2 мм 7123332Pachi Sutruct 3/32 «2,4 мм 712324APACHI NOT -RIND 1/16» 116 «1/16″ 1.6MM 712316APACHI CUTTING NOZZLE 3/64″ 1.2MM 712312APACHI CUTTING NOZZLE 1/32″ 0.8MM 712308ASNM CUTTING NOZZLE SIZE 1 705301AFNM CUTTING NOZZLE 1/16″ 1.6MM 705203AFNM CUTTING NOZZLE 3/64″ 1.2MM 705202AFNM CUTTING NOZZLE 1/32» 0,8 ММ 705201AGNM ИЗОГНУТОЕ РЕЖУЩЕЕ СОПЛО, РАЗМЕР 25 702225AGNM ИЗОГНУТО РЕЖУЩАЯ СОПЛА РАЗМЕР 19702219AGNM Размер сопла наглубь сог. /64″/1,2 ММ 701212ANM РЕЖУЩАЯ СОПЛА 5/64″/2,0 ММ 701120ANM РЕЖУЩАЯ СОПЛА 1/32″/1,6 ММ 701116CSS1010 Плоские супертонкие отрезные диски, нержавеющая сталь 230 x 1,0 x 22 мм (9″)CSS1210 Плоские, сверхтонкие отрезные диски нержавеющая сталь 125 x 1,0 x 22 мм (5″)CSS1010 Плоские сверхтонкие отрезные диски, нержавеющая сталь 115 x 1,0 x 22 мм (4,5″)CSS1010 Плоские сверхтонкие отрезные диски, нержавеющая сталь 100 x 1,0 x 16 мм (4 дюйма)Parweld PRO3600-30ER Pro- Сварочная горелка Grip 360A, с кабелем 5 м и еврофитингамиParweld PRO3600-30ER Сварочная горелка Pro-Grip 360A, с кабелем 4 м и еврофитингамиParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 5 м и еврофитингамиParweld PRO2500-30ER Pro -Grip 250A Сварочная горелка, с кабелем 4 м и евро фитингомParweld PRO1500-40ER Pro-Grip 150A сварочная горелка, включая 5 м кабель и евро фитингPar сварка PRO1500-40ER Pro-Grip 150A Сварочная горелка, включая кабель 4M и европейский фитингP3788 Сварочная куртка Parweld Panther (размер XXL)P3788 Сварочная куртка Parweld Panther (размер XL)P3788 Сварочная куртка Parweld Panther (размер M)P3829Алюминизированный щиток для рукP3810 Перчатка механикаP3840 Термальный захват Латексная перчаткаP3824 Panther Pro GauntletXR938H/F Parweld True Color Light Reactive Welding & Grinding Helmet (пламенный дизайн)ANME CUT NOZZLE 1/32″/0,8MM /32″/2. 4MMANM РЕЖУЩАЯ ФОРСУНКА 3/64″/1.2MMANM РЕЖУЩАЯ ФОРСУНКА 1/8″/3.2MMРЕГУЛЯТОР ОДНОСТУПЕНЧАТЫЙ 2 ДАТЧИК CO2 БОКОВОЙ ВХОДРЕГУЛЯТОР 300 БАР ОДНОСТУПЕНЧАТЫЙ 2 ДАТЧИК РЕГУЛЯТОР АРГОНА 300 БАР ОДНОСТУПЕНЧАТЫЙ ДАТЧИК 2 ДАТЧИК КИСЛОРОДА5РЕГУЛЯТОР КИСЛОРОДА2 ACETYLENEREGULATOR SINGLE STAGE GAUGE ARGONREGULATOR 25 BAR SINGLE STAGE PLUGGED PROPANEREGULATOR 300 BAR 0-10 SINGLE STAGE PLUGGED OXYGENREGULATOR 25 BAR SINGLE STAGE PLUGGED ACETYLENEPARWELD XTM 2001 MIG INVERTER 200AMP PACKAGE 1PARWELD TIG INVERTER XTT 200P RANGE P1 PACKAGEPARWELD XTS 163 MMA INVERTER RANGE P1 PACKAGEPARWELD XTS 403 MMA ЛИНЕЙКА ИНВЕРТОРОВ ПАКЕТ P1Parweld XTE201C Компактный автомобильный сварочный аппарат — пакет P1Parweld XTE 171 Компактный автомобильный сварочный аппарат 1GS1060 Par Сварной шлифовальный диск 100 мм * 6,0 мм (одиночные) XR938H/P Parweld True Color Легкая реактивная сварочная и шлифовальная каскаP3765 Parweld Panther Кожаные рукава сварщиков (одинарные)P3745 Parweld кожаные сварщики SpatsP3788 Parweld Panther сварочная куртка (размер L)P3725 Parweld Panther сварочный фартук C/W Пряжки и галстукиP3870 Parweld Nitrile Gripper Glove LiteP3860 Parweld PU Gripper GloveP3855 Parweld Panther Driver GloveP3854 Parweld Panther Mesh Back Driver GloveP3845 Parweld ISO cut C GloveP3839 Parweld Panther Pro TIG GloveP3838 Parweld Panther Fingertip TIG GloveP3835 Parweld Fingertip Sensitivity TIG GloveP3830 Parweld TIG Glove, GreyP3829Алюминизированные перчатки Parweld Теплозащитный экран (одинарные)P3828 Алюминизированные рукавицы Parweld PantherP3826 Двусторонние рукавицы/перчатки Parweld Panther (одинарные)P3825 Перчатки/перчатки Parweld PantherP3822 Перчатки/перчатки Parweld, Panther Pro Ex LengthP3820 Перчатки/перчатки Parweld для сваркиP3802 Перчатки Parweld Power Rigger (SE)P380 Parweld Double Palm Rigger GloveParweld XR937H Extra Large View Weld & Grind HelmetParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 4,0 мм * 350 мм, 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 3,2 мм * 350 мм, 2,5 кг 3,2 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 2,5 мм * 350 мм 2,5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 2,5 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 2 мм * 300 мм 52 кг PackParweld PRO 12S1BW PRO-Grip20 Сварочная горелка TIG с водяным охлаждением, 250 А, доступна с кабелем 12 или 25 футовParweld PRO18-12S1BW PRO-Grip18, 350 А, вода Co oled Горелка для сварки TIG, доступна с кабелем 12 футов или 25 футовParweld XTT 503-P1 AC/DC импульсный 500A, 400V TIG инверторный комплектParweld XTT 353P-P1 350A AC/DC 400V импульсный TIG инверторный пакетParweld XTT 202P-P1 AC/DC 200A 230V TIG Комплект инверторного сварочного аппаратаParweld XTT 200DC-P1 200A, 230В Комплект инверторного сварочного аппарата TIGParweld XTT 182DV-P1 180A, 230В Комплект инверторного сварочного аппаратаParweld PR17-25S1BG Pro-Grip Max 150A Сварочная горелка TIG, доступна с кабелями 4м или 8мParweld PRO9-12S1BG Сварочная горелка TIG Pro-Grip Max 125A, с кабелем 4 или 8 мParweld PRO5000-30ER Сварочная горелка Pro-Grip 501 Вт с водяным охлаждением, с кабелем длиной 3 м, 4 м и 5 мParweld PRO3600-30ER Сварочная горелка Pro-Grip 360A, с Кабель 3M и европейские фитингиParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 3M и еврофитингомParweld PRO1500-30ER Pro-Grip 150A сварочная горелка, включая кабель 3M и европейские фитингиParweld XTS 203 MMA инвертор 200А, 400В с опцией Scratch Start TIG TorchParweld XTS 203 MMA Inverter 200AMP 400VParweld XTS 202 MMA Inverter 200AMP 240V with Optional Scratch Start TIG TorchParweld XTS 202 MMA Inverter 200AMP 240VParweld XTS 142 MMA Inverter 140AMP 240V with Optional Scratch Start TIG TorchParweld XTS 142 MMA Inverter 140AMP 240VParweld XTP103 Inverter Plasma Cutter 100 AMP 400V Package 1Parweld XTP63 Инверторный плазменный резак, комплект 400 В 1Parweld XTP40 Инверторный плазменный резак, 100/240 В, комплект 1 Тип 5, кислородно-ацетиленовая резка и сварочный комплект Легкий комплект для кислородно-ацетиленовой резки и сварки, включая футлярЛегкий комплект для кислородно-ацетиленовой сварки и пайки, включая футляр18/90 Набор для резки кислородом / ацетиленом – 2 манометра, включая набор для подрядчиков ACO Комплект для резки кислородом / пропаном подключен, набор для подрядчиков XTM 503I Synergic MIG Inverter — 500 AMP — 400V — Package 1Parweld XTM 254I Synergic MIG Inverter — 250 AMP — 400V — Package 1Parweld XTM 252I Synergic MIG Inverter — 250AMP — Package 1Parweld XTM 403S MIG Transformer Machine — 350 AMP MIG1C Machine XTM1C — 300AMP — Package 1Parweld XTM 301S MIG Transformer Machine 300 AMP — Package 1Parweld XTM 182I MIG Inverter, 180 AMP — Package 1Parweld XTM 160I MIG Inverter, 160 AMP — Package 1Parweld XTM 252I 250 AMP Synergic MIG InverterELCK3 ARCAIR STYLE K3 600A STRAIGHT GOUGING TORCHESEV010215101 SAMSON 150A ЕС ЭЛЕКТРОД / ДЕРЖАТЕЛЬ СТЕРЖНЯREW1625PW ВИЛКА ТИПА DIN 16-25MMEW200C ЗАЖИМ ЗАЗЕМЛЕНИЯ КРОКОДИЛ 200 AMPTX50025010 СТОЙКА ДЛЯ СВАРКИ / ДУГОВАЯ СВАРКА ДЛЯ ЧУГУНА.
4MMANM РЕЖУЩАЯ ФОРСУНКА 3/64″/1.2MMANM РЕЖУЩАЯ ФОРСУНКА 1/8″/3.2MMРЕГУЛЯТОР ОДНОСТУПЕНЧАТЫЙ 2 ДАТЧИК CO2 БОКОВОЙ ВХОДРЕГУЛЯТОР 300 БАР ОДНОСТУПЕНЧАТЫЙ 2 ДАТЧИК РЕГУЛЯТОР АРГОНА 300 БАР ОДНОСТУПЕНЧАТЫЙ ДАТЧИК 2 ДАТЧИК КИСЛОРОДА5РЕГУЛЯТОР КИСЛОРОДА2 ACETYLENEREGULATOR SINGLE STAGE GAUGE ARGONREGULATOR 25 BAR SINGLE STAGE PLUGGED PROPANEREGULATOR 300 BAR 0-10 SINGLE STAGE PLUGGED OXYGENREGULATOR 25 BAR SINGLE STAGE PLUGGED ACETYLENEPARWELD XTM 2001 MIG INVERTER 200AMP PACKAGE 1PARWELD TIG INVERTER XTT 200P RANGE P1 PACKAGEPARWELD XTS 163 MMA INVERTER RANGE P1 PACKAGEPARWELD XTS 403 MMA ЛИНЕЙКА ИНВЕРТОРОВ ПАКЕТ P1Parweld XTE201C Компактный автомобильный сварочный аппарат — пакет P1Parweld XTE 171 Компактный автомобильный сварочный аппарат 1GS1060 Par Сварной шлифовальный диск 100 мм * 6,0 мм (одиночные) XR938H/P Parweld True Color Легкая реактивная сварочная и шлифовальная каскаP3765 Parweld Panther Кожаные рукава сварщиков (одинарные)P3745 Parweld кожаные сварщики SpatsP3788 Parweld Panther сварочная куртка (размер L)P3725 Parweld Panther сварочный фартук C/W Пряжки и галстукиP3870 Parweld Nitrile Gripper Glove LiteP3860 Parweld PU Gripper GloveP3855 Parweld Panther Driver GloveP3854 Parweld Panther Mesh Back Driver GloveP3845 Parweld ISO cut C GloveP3839 Parweld Panther Pro TIG GloveP3838 Parweld Panther Fingertip TIG GloveP3835 Parweld Fingertip Sensitivity TIG GloveP3830 Parweld TIG Glove, GreyP3829Алюминизированные перчатки Parweld Теплозащитный экран (одинарные)P3828 Алюминизированные рукавицы Parweld PantherP3826 Двусторонние рукавицы/перчатки Parweld Panther (одинарные)P3825 Перчатки/перчатки Parweld PantherP3822 Перчатки/перчатки Parweld, Panther Pro Ex LengthP3820 Перчатки/перчатки Parweld для сваркиP3802 Перчатки Parweld Power Rigger (SE)P380 Parweld Double Palm Rigger GloveParweld XR937H Extra Large View Weld & Grind HelmetParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 4,0 мм * 350 мм, 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 3,2 мм * 350 мм, 2,5 кг 3,2 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 2,5 мм * 350 мм 2,5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 2,5 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 2 мм * 300 мм 52 кг PackParweld PRO 12S1BW PRO-Grip20 Сварочная горелка TIG с водяным охлаждением, 250 А, доступна с кабелем 12 или 25 футовParweld PRO18-12S1BW PRO-Grip18, 350 А, вода Co oled Горелка для сварки TIG, доступна с кабелем 12 футов или 25 футовParweld XTT 503-P1 AC/DC импульсный 500A, 400V TIG инверторный комплектParweld XTT 353P-P1 350A AC/DC 400V импульсный TIG инверторный пакетParweld XTT 202P-P1 AC/DC 200A 230V TIG Комплект инверторного сварочного аппаратаParweld XTT 200DC-P1 200A, 230В Комплект инверторного сварочного аппарата TIGParweld XTT 182DV-P1 180A, 230В Комплект инверторного сварочного аппаратаParweld PR17-25S1BG Pro-Grip Max 150A Сварочная горелка TIG, доступна с кабелями 4м или 8мParweld PRO9-12S1BG Сварочная горелка TIG Pro-Grip Max 125A, с кабелем 4 или 8 мParweld PRO5000-30ER Сварочная горелка Pro-Grip 501 Вт с водяным охлаждением, с кабелем длиной 3 м, 4 м и 5 мParweld PRO3600-30ER Сварочная горелка Pro-Grip 360A, с Кабель 3M и европейские фитингиParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 3M и еврофитингомParweld PRO1500-30ER Pro-Grip 150A сварочная горелка, включая кабель 3M и европейские фитингиParweld XTS 203 MMA инвертор 200А, 400В с опцией Scratch Start TIG TorchParweld XTS 203 MMA Inverter 200AMP 400VParweld XTS 202 MMA Inverter 200AMP 240V with Optional Scratch Start TIG TorchParweld XTS 202 MMA Inverter 200AMP 240VParweld XTS 142 MMA Inverter 140AMP 240V with Optional Scratch Start TIG TorchParweld XTS 142 MMA Inverter 140AMP 240VParweld XTP103 Inverter Plasma Cutter 100 AMP 400V Package 1Parweld XTP63 Инверторный плазменный резак, комплект 400 В 1Parweld XTP40 Инверторный плазменный резак, 100/240 В, комплект 1 Тип 5, кислородно-ацетиленовая резка и сварочный комплект Легкий комплект для кислородно-ацетиленовой резки и сварки, включая футлярЛегкий комплект для кислородно-ацетиленовой сварки и пайки, включая футляр18/90 Набор для резки кислородом / ацетиленом – 2 манометра, включая набор для подрядчиков ACO Комплект для резки кислородом / пропаном подключен, набор для подрядчиков XTM 503I Synergic MIG Inverter — 500 AMP — 400V — Package 1Parweld XTM 254I Synergic MIG Inverter — 250 AMP — 400V — Package 1Parweld XTM 252I Synergic MIG Inverter — 250AMP — Package 1Parweld XTM 403S MIG Transformer Machine — 350 AMP MIG1C Machine XTM1C — 300AMP — Package 1Parweld XTM 301S MIG Transformer Machine 300 AMP — Package 1Parweld XTM 182I MIG Inverter, 180 AMP — Package 1Parweld XTM 160I MIG Inverter, 160 AMP — Package 1Parweld XTM 252I 250 AMP Synergic MIG InverterELCK3 ARCAIR STYLE K3 600A STRAIGHT GOUGING TORCHESEV010215101 SAMSON 150A ЕС ЭЛЕКТРОД / ДЕРЖАТЕЛЬ СТЕРЖНЯREW1625PW ВИЛКА ТИПА DIN 16-25MMEW200C ЗАЖИМ ЗАЗЕМЛЕНИЯ КРОКОДИЛ 200 AMPTX50025010 СТОЙКА ДЛЯ СВАРКИ / ДУГОВАЯ СВАРКА ДЛЯ ЧУГУНА. NI99 CI 2,5 ММ 1.0KGRC3082540 ПРОВОД ДЛЯ ДУГОВОЙ СВАРКИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ — SIFCHROME 308L 2,5 ММ 4KGRWN41V33 ЗАПАСНЫЕ ЧАСТИ ГОРЕЛКИ TIG — КОРОТКАЯ ЗАДНЯЯ КРЫШКА (9 20) (41V33)RWN45V42 ГОРЕЛКА TIG (ЗАПАСНЫЕ ЧАСТИ ГОРЕЛКИ GOLPMM5 GOD) — 1.0 (45V42)RWN13N26 ЗАПАСНЫЕ ЧАСТИ ДЛЯ ГОРЕЛКИ TIG — 0,040 Цанга (5 шт.) (13N21)RWN13N21 ЗАПАСНАЯ Цанга для горелки TIG 0,040 (5 шт.) (13N21)RWN13N08 WCF — КЕРАМИКА — 1/4 АЛЮМИНИЕВАЯ СОПЛА (PK10) (13N08)HP Сварка — 1,6 мм Superstrike вольфрам продана каждый HP16616 Золотой кончик — 1,6 мм 1,5% вольфрамовый вольф WELDING — 1.0MM 2% CERIA TUNGSTEN .040 EAHP16216 WHITE TIP TIG TUNGSTON — 1.6MM ZIRCON Tungsten 1/16 SOLD EACHHP16110 — RED TOP TORED Tungsten — 1.0MM 2% THOR TUNGSTEN .040 EARO961250 TIG BRONZE BRAZING — SIFSILCOPPER NO 968 1.2MM 5.0KGRO211650 STAINLESS STEEL TIG RODS — SIFSTEEL 316L 1.6MM 5.0KG STAINLESSRO151625 ALUMINIUM TIG RODS — SIFALUMIN NO 15 4043A 1.6MM 2.5KGRA151225 SIF MILD STEEL TIG RODS — SIFSTEEL A15 1.2MM 2.5KG STEELSW120573 PLASMA Запасная часть резак — электрод Hafniumsw020382 Запасная часть плазменной катеры — электрод Hyp Max 20SWPC801ZR Резка плазма.
NI99 CI 2,5 ММ 1.0KGRC3082540 ПРОВОД ДЛЯ ДУГОВОЙ СВАРКИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ — SIFCHROME 308L 2,5 ММ 4KGRWN41V33 ЗАПАСНЫЕ ЧАСТИ ГОРЕЛКИ TIG — КОРОТКАЯ ЗАДНЯЯ КРЫШКА (9 20) (41V33)RWN45V42 ГОРЕЛКА TIG (ЗАПАСНЫЕ ЧАСТИ ГОРЕЛКИ GOLPMM5 GOD) — 1.0 (45V42)RWN13N26 ЗАПАСНЫЕ ЧАСТИ ДЛЯ ГОРЕЛКИ TIG — 0,040 Цанга (5 шт.) (13N21)RWN13N21 ЗАПАСНАЯ Цанга для горелки TIG 0,040 (5 шт.) (13N21)RWN13N08 WCF — КЕРАМИКА — 1/4 АЛЮМИНИЕВАЯ СОПЛА (PK10) (13N08)HP Сварка — 1,6 мм Superstrike вольфрам продана каждый HP16616 Золотой кончик — 1,6 мм 1,5% вольфрамовый вольф WELDING — 1.0MM 2% CERIA TUNGSTEN .040 EAHP16216 WHITE TIP TIG TUNGSTON — 1.6MM ZIRCON Tungsten 1/16 SOLD EACHHP16110 — RED TOP TORED Tungsten — 1.0MM 2% THOR TUNGSTEN .040 EARO961250 TIG BRONZE BRAZING — SIFSILCOPPER NO 968 1.2MM 5.0KGRO211650 STAINLESS STEEL TIG RODS — SIFSTEEL 316L 1.6MM 5.0KG STAINLESSRO151625 ALUMINIUM TIG RODS — SIFALUMIN NO 15 4043A 1.6MM 2.5KGRA151225 SIF MILD STEEL TIG RODS — SIFSTEEL A15 1.2MM 2.5KG STEELSW120573 PLASMA Запасная часть резак — электрод Hafniumsw020382 Запасная часть плазменной катеры — электрод Hyp Max 20SWPC801ZR Резка плазма. MMQh280301W КОНИЧЕСКАЯ ФОРСУНКА ДЛЯ МИГ 180AQh280306W КОНТАКТНАЯ НАСАДКА ДЛЯ МИГ 0,6 ММ 180A M6 — УПАКОВКА ИЗ 10 TWN802048 ОДНОРАЗОВЫЙ ГАЗОВЫЙ БАЛЛОН С АРГОНОМ/СО2 390 Gramih55sd100 Песочный диск (Al -OX) 115×16 мм 100 GRITSC60100GKW DISC 100×22 мм 60 ГРИТ — CERIM40DCGM DPC GRINDING DISC (100×6,4×16 мм) HELIUM BALLOON INFULATOR — PREMIUMHELium Balloon Inflator — STANDERVZFC08045) Гелийский баллон. Ferous MIG Wire 0.8mm 3.75kgWO270865 SifMIG 5356 Non-Ferous MIG Wire 6.5kgWO150865 SifMIG 4043 Non-Ferous 0.8mm 6.5kg MIG WireDZ10001 Oxygen and Acetylene Gas Cylinder TrollyDZ10004 Portable Gas Cylinder Trolly SmallPC600630T Welding Table Kit 600mm * 630mmP3410 NYLON BLACK FRAME SPECTACLES — CLEARP3420 Clear Safety Spectsesf287000 Kromer Sward Safety Safety Safety Размер 6 7/8 «EHW4420010 Замена 4 1/4» x 2 «Увеличительные линзы сварки сварки — 1,0 Диоптерные маги11060SP Замена 110 мм x 60mm Polycarb Claer Linse Helme Helmessemess442000G LEAD SCOPLEATION LUSE 4 1/4 * 2» ДЛЯ СВАРОЧНОГО ШЛЕМА TEHW442010G ЗАМЕНА СТЕКЛА 4 1/4 X 2 10EW ЛИНЗЫ CE ДЛЯ СВАРОЧНОГО ШЛЕМА TEHW442009G ЗАМЕНА СТЕКЛА 4 1/4 X 2 9EW ЛИНЗЫ CE ДЛЯ СВАРОЧНОЙ ШЛЕМЫ TEHW442008G ЗАМЕНА СТЕКЛА 4 1/4 X 2 8EW ЛИНЗЫ CE ДЛЯ СВАРОЧНОЙ ШЛЕМЫ TEHW442006G ЗАМЕНА СТЕКЛА 4 1/4 X 2 6EW ЛИНЗЫ CE ДЛЯ СВАРОЧНОЙ ШЛЕМЫ 1 ЗАМЕНА 4 СТЕКЛА X42005G 2 5EW LENS CE ДЛЯ СВАРОЧНОГО ШЛЕМА AU300 РАСХОДОМЕР 0–40 л/минTWN001COMP MINI MIG ШЛАНГ ДЛЯ КОНВЕРСИИ (QF В 38BSP RH) AE3005LX РЕГУЛЯТОР ЗАЩИТНОГО ГАЗА ДЛЯ MIG И TIG СВАРКИПищевой углекислый газ CO2 34 кг Отвод жидкости для стекла FrostingПищевой отвод жидкого газа CO2 15 для глазури на стеклеПищевой углекислый газ CO2 Заправка 6,35 кг Отбор жидкости для глазури на стеклеКонтрактная заправка принадлежащего клиенту баллона с CO2 на 1 л TecatlantisWA1912250 SIFMIG ZERO SG3 1.
MMQh280301W КОНИЧЕСКАЯ ФОРСУНКА ДЛЯ МИГ 180AQh280306W КОНТАКТНАЯ НАСАДКА ДЛЯ МИГ 0,6 ММ 180A M6 — УПАКОВКА ИЗ 10 TWN802048 ОДНОРАЗОВЫЙ ГАЗОВЫЙ БАЛЛОН С АРГОНОМ/СО2 390 Gramih55sd100 Песочный диск (Al -OX) 115×16 мм 100 GRITSC60100GKW DISC 100×22 мм 60 ГРИТ — CERIM40DCGM DPC GRINDING DISC (100×6,4×16 мм) HELIUM BALLOON INFULATOR — PREMIUMHELium Balloon Inflator — STANDERVZFC08045) Гелийский баллон. Ferous MIG Wire 0.8mm 3.75kgWO270865 SifMIG 5356 Non-Ferous MIG Wire 6.5kgWO150865 SifMIG 4043 Non-Ferous 0.8mm 6.5kg MIG WireDZ10001 Oxygen and Acetylene Gas Cylinder TrollyDZ10004 Portable Gas Cylinder Trolly SmallPC600630T Welding Table Kit 600mm * 630mmP3410 NYLON BLACK FRAME SPECTACLES — CLEARP3420 Clear Safety Spectsesf287000 Kromer Sward Safety Safety Safety Размер 6 7/8 «EHW4420010 Замена 4 1/4» x 2 «Увеличительные линзы сварки сварки — 1,0 Диоптерные маги11060SP Замена 110 мм x 60mm Polycarb Claer Linse Helme Helmessemess442000G LEAD SCOPLEATION LUSE 4 1/4 * 2» ДЛЯ СВАРОЧНОГО ШЛЕМА TEHW442010G ЗАМЕНА СТЕКЛА 4 1/4 X 2 10EW ЛИНЗЫ CE ДЛЯ СВАРОЧНОГО ШЛЕМА TEHW442009G ЗАМЕНА СТЕКЛА 4 1/4 X 2 9EW ЛИНЗЫ CE ДЛЯ СВАРОЧНОЙ ШЛЕМЫ TEHW442008G ЗАМЕНА СТЕКЛА 4 1/4 X 2 8EW ЛИНЗЫ CE ДЛЯ СВАРОЧНОЙ ШЛЕМЫ TEHW442006G ЗАМЕНА СТЕКЛА 4 1/4 X 2 6EW ЛИНЗЫ CE ДЛЯ СВАРОЧНОЙ ШЛЕМЫ 1 ЗАМЕНА 4 СТЕКЛА X42005G 2 5EW LENS CE ДЛЯ СВАРОЧНОГО ШЛЕМА AU300 РАСХОДОМЕР 0–40 л/минTWN001COMP MINI MIG ШЛАНГ ДЛЯ КОНВЕРСИИ (QF В 38BSP RH) AE3005LX РЕГУЛЯТОР ЗАЩИТНОГО ГАЗА ДЛЯ MIG И TIG СВАРКИПищевой углекислый газ CO2 34 кг Отвод жидкости для стекла FrostingПищевой отвод жидкого газа CO2 15 для глазури на стеклеПищевой углекислый газ CO2 Заправка 6,35 кг Отбор жидкости для глазури на стеклеКонтрактная заправка принадлежащего клиенту баллона с CO2 на 1 л TecatlantisWA1912250 SIFMIG ZERO SG3 1. 2MM 250KG COPPER FREEWA1910250 SIFMIG ZERO SG3 1.0MM 250KG COPPER FREEWA191218 SIFMIG ZERO SG3 1.2MM 18KG COPPER FREEWA191018 SIFMIG ZERO SG3 1.0MM 18KG COPPER FREEWA190815 SIFMIG ZERO SG3 0.8MM 15KG COPPER FREEVZ181215LSG3 1.2MM SG3 MIG WIRE (15KG) REELVZ181015LSG3 1.0MM SG3 MIG WIRE (15KG) REELVZ180815LSG3 0.8MM SG3 MIG WIRE (15KG) REELVZ181215LW SG2 1.2MM LAYER A18 WIRE 15KG REELVZ181015LW SG2 1.0MM LAYER A18 WIRE 15KG REELVZ1808050L SG2 1.0MM LAYER A18 WIRE 5KG REELVZ180815LW SG2 0.8MM LAYER A18 WIRE 15KG REELVZ180850L SG2 0,8 мм A18 MIG -проволока (5 кг) REELVZ180807L SG2 0,8 мм A18 МИГ -проволоки (0,7 кг) REELVZ180615LW SG2 0,6 мм СЛОВОЙ A18 Провод reelvz180650L SG2 0,6 мм A18 MIG MIG -проволоки (5KG) ReelVZ166060L SG2 0,6 мм A18 MIG MIG -проволоки (5KG) reelvz1660660L SG2 0,6 мм A18 MIG MIG (5KG) ReelVZ16660660L SG2 0,6 мм A18 (5KG) REELVZ1660660L SG2 0,6 мм A18 MIG (5KG) REELVZ16660660 л. Sif Tip Dip Anti Splatter Paste 500 гEG1001w Спрей для защиты от брызг на водной основе 400 млAU300 Расходомер 0-40 литров в минутуAEARGBN Адаптер аргона к CO2AECO2BN Адаптер CO2 к аргонуНа месте кислород/пропановый режущий набор — штекер ged — Contractors Set 2OP1000w Weldability Sif Toolbox Case OnlyFO010022 Sifbronze Relay Flux 225gDZ205001 Tri Flint Spark LightDA4003838RH Муфта шланга от 3/8″ до 3/8″ правая/высотаDA4003838LH Муфта шланга от 3/8″ до 3/8″ LHDA4003814RH 1/4″ /8″ RH hose couplerDA4001414RH 1/4″ RH Equal hose couplerDA4001414LH 1/4″ LH Equal hose couplerLightwieght Nozzle 1 704101swaged Nozzle 3 704203swaged Nozzle 2 704202swaged Nozzle 1 704201PNM CUTTING NOZZLE 5/64″ 2.
2MM 250KG COPPER FREEWA1910250 SIFMIG ZERO SG3 1.0MM 250KG COPPER FREEWA191218 SIFMIG ZERO SG3 1.2MM 18KG COPPER FREEWA191018 SIFMIG ZERO SG3 1.0MM 18KG COPPER FREEWA190815 SIFMIG ZERO SG3 0.8MM 15KG COPPER FREEVZ181215LSG3 1.2MM SG3 MIG WIRE (15KG) REELVZ181015LSG3 1.0MM SG3 MIG WIRE (15KG) REELVZ180815LSG3 0.8MM SG3 MIG WIRE (15KG) REELVZ181215LW SG2 1.2MM LAYER A18 WIRE 15KG REELVZ181015LW SG2 1.0MM LAYER A18 WIRE 15KG REELVZ1808050L SG2 1.0MM LAYER A18 WIRE 5KG REELVZ180815LW SG2 0.8MM LAYER A18 WIRE 15KG REELVZ180850L SG2 0,8 мм A18 MIG -проволока (5 кг) REELVZ180807L SG2 0,8 мм A18 МИГ -проволоки (0,7 кг) REELVZ180615LW SG2 0,6 мм СЛОВОЙ A18 Провод reelvz180650L SG2 0,6 мм A18 MIG MIG -проволоки (5KG) ReelVZ166060L SG2 0,6 мм A18 MIG MIG -проволоки (5KG) reelvz1660660L SG2 0,6 мм A18 MIG MIG (5KG) ReelVZ16660660L SG2 0,6 мм A18 (5KG) REELVZ1660660L SG2 0,6 мм A18 MIG (5KG) REELVZ16660660 л. Sif Tip Dip Anti Splatter Paste 500 гEG1001w Спрей для защиты от брызг на водной основе 400 млAU300 Расходомер 0-40 литров в минутуAEARGBN Адаптер аргона к CO2AECO2BN Адаптер CO2 к аргонуНа месте кислород/пропановый режущий набор — штекер ged — Contractors Set 2OP1000w Weldability Sif Toolbox Case OnlyFO010022 Sifbronze Relay Flux 225gDZ205001 Tri Flint Spark LightDA4003838RH Муфта шланга от 3/8″ до 3/8″ правая/высотаDA4003838LH Муфта шланга от 3/8″ до 3/8″ LHDA4003814RH 1/4″ /8″ RH hose couplerDA4001414RH 1/4″ RH Equal hose couplerDA4001414LH 1/4″ LH Equal hose couplerLightwieght Nozzle 1 704101swaged Nozzle 3 704203swaged Nozzle 2 704202swaged Nozzle 1 704201PNM CUTTING NOZZLE 5/64″ 2. 0MM 702120PNM CUTTING NOZZLE 1/16″ 1.6 MM 702116PNM РЕЗИНГОВА 3/64 «1,2 мм 702112888 8 704105. » Установленный шланг для пропана760810-OX 8мм 10м 3/8″ Кислородный шлангBW600538PFT 6мм 5м 3/8″ Установленный шланг для пропанаBW600514RFT 6мм 5м 1/4″ Установленный ацетиленовый шланг764605-PR 6мм 5м 1/4″ Установленный пропановый шланг760605-OX 6мм 5м 1/4″ 4-дюймовый фит ed Кислородный шланг761610-OX 6 мм 10 м 3/8″ Кислородный шланг в сборе764610-PR 6 мм 10 м 1/4″ в сборе Пропановый шланг BW6002038BFT 6 мм 10 м 3/8″ Ацетиленовый шланг в сбореBW10002038RF 10 мм 20 м 3/8″ 2 0410-8/3/8 мм Ацетиленовый шланг в сборе7 «Оставленный пропановый штулка760820-OX 8 мм 20 мл 3/8» Околочный кислород HoseBW10001038RF 10 мм 10 мм 3/8 «Околочный ацетилен-штангибел10001038PF 10 мм 3/8» Установленная пропана 76101010-мм 10 мм 3/8 «. LPG Heating Torch 45mm with leverBB6002 LW Cutting AttachmentBB6003 LW MixerBB6001 LW ShankBB5003 HD MixerBB5002 HD Cutting AttachmentBB5001 HD Welders ShankAU2001 RESETTABLE COLLAR, OXYGEN FLASH BACK ARRESTORAU2001 RESETTABLE COLLAR, FUEL GAS FLASH BACK ARRESTORAU11107 DGN BARREL, FUEL GAS, FLASH BACK ARRESTORAU111002 DGN BARREL, OXYGEN FLASH BACK ARRESTORAE3004LX ПЕРВАЯ СТУПЕНИ, ДВУХКАЧЕСТВЕННЫЕ КИСЛОРОДНЫЕ РЕГУЛЯТОРЫAE2004LX ПЕРВАЯ СТУПЕНИ, ОДИНАРНЫЕ КАМЕРЫ, СЕРИЯ LX ПРОПАН/ПРОПИЛЕН GUAGEОдноразовые гелиевые баллоны с 50 баллонами и лентой под собственной маркойСобственные Фирменные одноразовые газовые баллоны с гелием без 50 воздушных шаров и лентыОптовая продажа, цилиндр Fill’N’Away + 30 воздушных шаров и ленты.
0MM 702120PNM CUTTING NOZZLE 1/16″ 1.6 MM 702116PNM РЕЗИНГОВА 3/64 «1,2 мм 702112888 8 704105. » Установленный шланг для пропана760810-OX 8мм 10м 3/8″ Кислородный шлангBW600538PFT 6мм 5м 3/8″ Установленный шланг для пропанаBW600514RFT 6мм 5м 1/4″ Установленный ацетиленовый шланг764605-PR 6мм 5м 1/4″ Установленный пропановый шланг760605-OX 6мм 5м 1/4″ 4-дюймовый фит ed Кислородный шланг761610-OX 6 мм 10 м 3/8″ Кислородный шланг в сборе764610-PR 6 мм 10 м 1/4″ в сборе Пропановый шланг BW6002038BFT 6 мм 10 м 3/8″ Ацетиленовый шланг в сбореBW10002038RF 10 мм 20 м 3/8″ 2 0410-8/3/8 мм Ацетиленовый шланг в сборе7 «Оставленный пропановый штулка760820-OX 8 мм 20 мл 3/8» Околочный кислород HoseBW10001038RF 10 мм 10 мм 3/8 «Околочный ацетилен-штангибел10001038PF 10 мм 3/8» Установленная пропана 76101010-мм 10 мм 3/8 «. LPG Heating Torch 45mm with leverBB6002 LW Cutting AttachmentBB6003 LW MixerBB6001 LW ShankBB5003 HD MixerBB5002 HD Cutting AttachmentBB5001 HD Welders ShankAU2001 RESETTABLE COLLAR, OXYGEN FLASH BACK ARRESTORAU2001 RESETTABLE COLLAR, FUEL GAS FLASH BACK ARRESTORAU11107 DGN BARREL, FUEL GAS, FLASH BACK ARRESTORAU111002 DGN BARREL, OXYGEN FLASH BACK ARRESTORAE3004LX ПЕРВАЯ СТУПЕНИ, ДВУХКАЧЕСТВЕННЫЕ КИСЛОРОДНЫЕ РЕГУЛЯТОРЫAE2004LX ПЕРВАЯ СТУПЕНИ, ОДИНАРНЫЕ КАМЕРЫ, СЕРИЯ LX ПРОПАН/ПРОПИЛЕН GUAGEОдноразовые гелиевые баллоны с 50 баллонами и лентой под собственной маркойСобственные Фирменные одноразовые газовые баллоны с гелием без 50 воздушных шаров и лентыОптовая продажа, цилиндр Fill’N’Away + 30 воздушных шаров и ленты.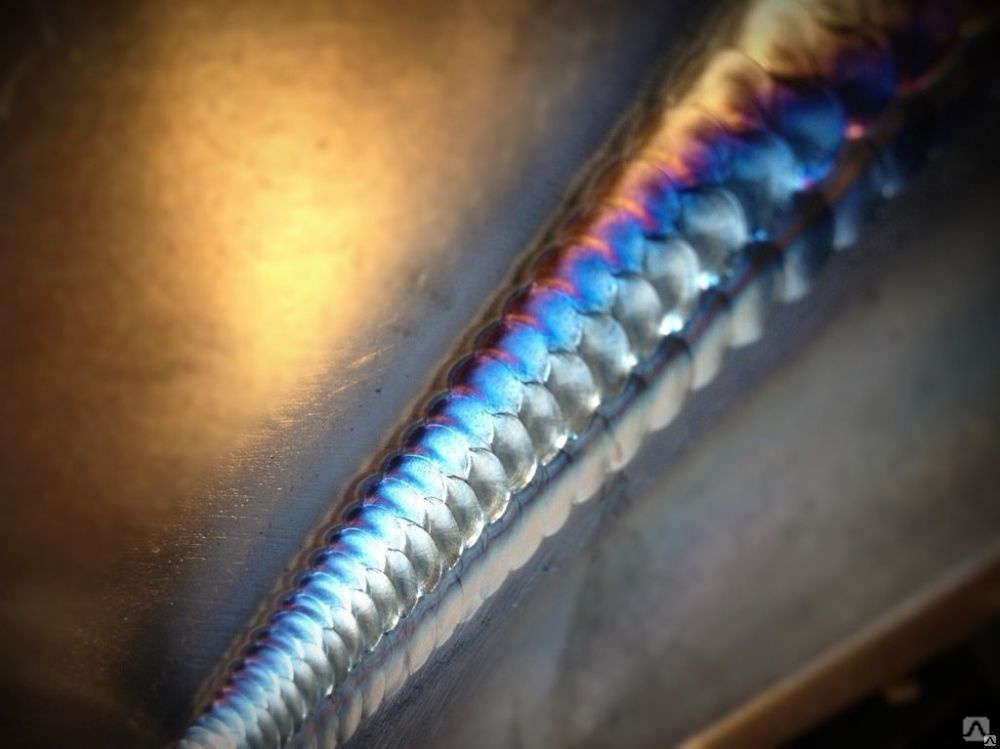 Fill’N’Away Одноразовый баллон с гелием с 30 воздушными шарами и лентойОптовая продажа, цилиндр Fill’N’Away + 50 воздушных шаров и лента.Fill Одноразовые гелиевые баллоны ‘N’Away для заполнения 50 9″ BalloonsFill’N’Away Одноразовый гелиевый баллон для наполнения 30 9-дюймовых воздушных шаровАзот 9,4 л 137 бар — для гоночных командАзот 2 л 200 бар — для гоночных командАзот 20 л 200 бар — для гоночных командПищевой азот 9,4 л 137 бар — для хранения и раздачи винаПищевой азот 2 л 200 бар — для хранения и розлива винаПищевой азот 20 л 200 бар — для хранения и розлива вина Бескислородный азот 20 л 200 бар — для кондиционирования воздуха и продувки трубопроводовБескислородный азот 2 л 200 бар — для кондиционирования воздуха и продувки трубопроводовБескислородный азот 50 л 200 бар — для кондиционирования воздуха и трубопроводов Очистка бескислородным азотом 9L 137 бар — только заправка — для кондиционирования воздуха и продувки трубопроводов. Принадлежит заказчику, наполнение огнетушителя CO2, цена за килограмм.
Fill’N’Away Одноразовый баллон с гелием с 30 воздушными шарами и лентойОптовая продажа, цилиндр Fill’N’Away + 50 воздушных шаров и лента.Fill Одноразовые гелиевые баллоны ‘N’Away для заполнения 50 9″ BalloonsFill’N’Away Одноразовый гелиевый баллон для наполнения 30 9-дюймовых воздушных шаровАзот 9,4 л 137 бар — для гоночных командАзот 2 л 200 бар — для гоночных командАзот 20 л 200 бар — для гоночных командПищевой азот 9,4 л 137 бар — для хранения и раздачи винаПищевой азот 2 л 200 бар — для хранения и розлива винаПищевой азот 20 л 200 бар — для хранения и розлива вина Бескислородный азот 20 л 200 бар — для кондиционирования воздуха и продувки трубопроводовБескислородный азот 2 л 200 бар — для кондиционирования воздуха и продувки трубопроводовБескислородный азот 50 л 200 бар — для кондиционирования воздуха и трубопроводов Очистка бескислородным азотом 9L 137 бар — только заправка — для кондиционирования воздуха и продувки трубопроводов. Принадлежит заказчику, наполнение огнетушителя CO2, цена за килограмм. Для выращивания водных растенийПищевой, без арендной платы, 34 кг CO2-газ для гидропоники и выращивания водных растенийПищевой класс, без арендной платы, 3,15 кг CO2-газ для гидропоники и для выращивания водных растенийПищевой класс, без арендной платы, 15 кг CO2-газ для гидропоники и для выращивания водных растенийCO2 Gas Refill 6,35 кг для наполнения пейнтбольного баллона, с погружной трубкой, сменный баллон с углекислым газом 34 кг, идеально подходит для заправки большого количества пейнтбольных баллонов, с погружной трубкой, сменный баллон с углекислым газом, 6,35 кг, отвод жидкости для пейнтбола, с погружной трубкой, сменный баллон с углекислым газом, 15 кг, идеально подходит для дома или бизнеса использование шаров для рисования, с погружной трубкойCalor Gas 5KG Patio GasCalor Gas 13kg Patio Gas BottleCalor Gas Butane Bottle 7KG — НЕТ В НАЛИЧИИ — Пожалуйста, не заказывайтеCalor 15KG Butane Gas Bottle — нет на складе Калорийность 6 кг пропанового газа Калорийность пропана 6 кг Легкий вес Калорийность 47 кг пропанового газа Баллон калорий Калорийность пропана 19КГ — НЕТ В НАЛИЧИИ Калорийный газ 13 кг Пропановый газовый баллонCamping Gaz 907 Бутановый газовый баллонCamping Gaz 904 Бутановый газовый баллонCamping Gaz 901 — Только пополнение — нет в наличии Калорийный газ Пропан 18 кг Автогаз для вилочного погрузчика Калорийный газ пропан 12 кг Автогаз для вилочных погрузчиковГелиевый баллон многоразового использования 9,4 л, идеально подходит для флористов , открытки и магазины для вечеринок, только для торговли Многоразовый гелиевый баллон объемом 9,4 л, идеальные вечеринки и юбилеи — включая аренду адаптера для наполнения Многоразовый гелиевый баллон объемом 50 л идеально подходит для цветочных магазинов, открыток и магазинов для вечеринок — только для торговли 2-литровый многоразовый газовый баллон с гелием для идеальных вечеринок и AnniversariesГелиевый баллон многоразового использования 20 л, идеально подходит для флористов, открыток и магазинов для вечеринок — Только для торговлиГелиевый баллон многоразового использования 20 л, идеально подходит для вечеринок и юбилеев, включая аренду адаптера для наполнения.
Для выращивания водных растенийПищевой, без арендной платы, 34 кг CO2-газ для гидропоники и выращивания водных растенийПищевой класс, без арендной платы, 3,15 кг CO2-газ для гидропоники и для выращивания водных растенийПищевой класс, без арендной платы, 15 кг CO2-газ для гидропоники и для выращивания водных растенийCO2 Gas Refill 6,35 кг для наполнения пейнтбольного баллона, с погружной трубкой, сменный баллон с углекислым газом 34 кг, идеально подходит для заправки большого количества пейнтбольных баллонов, с погружной трубкой, сменный баллон с углекислым газом, 6,35 кг, отвод жидкости для пейнтбола, с погружной трубкой, сменный баллон с углекислым газом, 15 кг, идеально подходит для дома или бизнеса использование шаров для рисования, с погружной трубкойCalor Gas 5KG Patio GasCalor Gas 13kg Patio Gas BottleCalor Gas Butane Bottle 7KG — НЕТ В НАЛИЧИИ — Пожалуйста, не заказывайтеCalor 15KG Butane Gas Bottle — нет на складе Калорийность 6 кг пропанового газа Калорийность пропана 6 кг Легкий вес Калорийность 47 кг пропанового газа Баллон калорий Калорийность пропана 19КГ — НЕТ В НАЛИЧИИ Калорийный газ 13 кг Пропановый газовый баллонCamping Gaz 907 Бутановый газовый баллонCamping Gaz 904 Бутановый газовый баллонCamping Gaz 901 — Только пополнение — нет в наличии Калорийный газ Пропан 18 кг Автогаз для вилочного погрузчика Калорийный газ пропан 12 кг Автогаз для вилочных погрузчиковГелиевый баллон многоразового использования 9,4 л, идеально подходит для флористов , открытки и магазины для вечеринок, только для торговли Многоразовый гелиевый баллон объемом 9,4 л, идеальные вечеринки и юбилеи — включая аренду адаптера для наполнения Многоразовый гелиевый баллон объемом 50 л идеально подходит для цветочных магазинов, открыток и магазинов для вечеринок — только для торговли 2-литровый многоразовый газовый баллон с гелием для идеальных вечеринок и AnniversariesГелиевый баллон многоразового использования 20 л, идеально подходит для флористов, открыток и магазинов для вечеринок — Только для торговлиГелиевый баллон многоразового использования 20 л, идеально подходит для вечеринок и юбилеев, включая аренду адаптера для наполнения. Аренда бесплатно, чистый аргоновый газ 2 л, 200 бар для сварки TIG. Арендная плата не взимается, кислородный газовый баллон 2 л, 200 бар. Без арендной платы, без кислорода (OFN) Азот 2 л 200 бар Без арендной платы, углекислый газ CO2 Газ 1,5 кг для сварки MIG Без арендной платы, 5% CO2 / аргон M ix 2 л 200 бар для сварки MIG без арендной платы, чистый аргон 20 л 200 бар для сварки TIG без арендной платы, газообразный кислород 20 л 200 бар для резки, сварки, пайки и пайки без арендной платы, без кислорода (OFN) Азот 20 л 200 бар без арендной платы, 20% CO2 в смеси аргона 20 л, 200 бар для сварки MIGАренда бесплатно 5% CO2 в аргоновой смеси 20 л для сварки MIG20 л пропиленовый топливный газ для сварки, пайки, нагрева и резкиАренда бесплатно Газ CO2 34 кг для сварки MIGАренда бесплатно, чистый аргон 50 л 200 бар для сварки TIG и MIGАренда бесплатно, газообразный кислород 50 л 200 барАренда бесплатно , Бескислородный (OFN) Азот 50 л 200 бар Без арендной платы, 20% CO2 в аргоновой смеси 50 л для сварки MIGБесплатно 5% CO2 в аргоновой смеси 50 л 200 бар для сварки MIGБесплатный кислородный баллон 10 л, 200 бар без арендной платы, чистый аргон для сварки TIG 10 л , 200barБесплатная аренда, Бескислородный (OFN) Азот 9.
Аренда бесплатно, чистый аргоновый газ 2 л, 200 бар для сварки TIG. Арендная плата не взимается, кислородный газовый баллон 2 л, 200 бар. Без арендной платы, без кислорода (OFN) Азот 2 л 200 бар Без арендной платы, углекислый газ CO2 Газ 1,5 кг для сварки MIG Без арендной платы, 5% CO2 / аргон M ix 2 л 200 бар для сварки MIG без арендной платы, чистый аргон 20 л 200 бар для сварки TIG без арендной платы, газообразный кислород 20 л 200 бар для резки, сварки, пайки и пайки без арендной платы, без кислорода (OFN) Азот 20 л 200 бар без арендной платы, 20% CO2 в смеси аргона 20 л, 200 бар для сварки MIGАренда бесплатно 5% CO2 в аргоновой смеси 20 л для сварки MIG20 л пропиленовый топливный газ для сварки, пайки, нагрева и резкиАренда бесплатно Газ CO2 34 кг для сварки MIGАренда бесплатно, чистый аргон 50 л 200 бар для сварки TIG и MIGАренда бесплатно, газообразный кислород 50 л 200 барАренда бесплатно , Бескислородный (OFN) Азот 50 л 200 бар Без арендной платы, 20% CO2 в аргоновой смеси 50 л для сварки MIGБесплатно 5% CO2 в аргоновой смеси 50 л 200 бар для сварки MIGБесплатный кислородный баллон 10 л, 200 бар без арендной платы, чистый аргон для сварки TIG 10 л , 200barБесплатная аренда, Бескислородный (OFN) Азот 9. 4 л 137 бар Без арендной платы, углекислый газ CO2 6,35 кг для сварки MIG Без арендной платы, углекислый газ CO2 3,15 кг для сварки MIG Без арендной платы, сменная смесь 5% CO2 / аргон 10 л 200 бар для сварки MIG Без арендной платы, сменная смесь 20% CO2 / аргон 10 л 200 бар для MIG Welding2L Пропиленовый топливный газ для сварки, пайки, нагрева и резкиУглекислый газ CO2, заправка 6,35 кг для дома BarУглекислый газ CO2, заправка 1,5 кг для дома BarДвуокись углерода 3,15 кг для дома Bar2L Погреб / пиво Газовая смесь 60/40 для дома bar2L Смесь погреба / пива 70/30, для домашнего бараУглекислый газ CO2 6,35 кг для коммерческого использованияУглекислый газ CO2 34 кг Для торговых пользователейУглекислый газ CO2 газ 15 кг Торговые пользователи50 л Cellar / Beer Gas 30/70 Mix для торговых пользователей20L Cellar / Beer Gas 60/40 Mix для торговых пользователей20L Cellar / Beer Gas 30/70 Mix для торговых пользователей10L Cellar / Beer Gas 60/40 смесь для торговых пользователей10L Cellar / Beer Gas Смесь 50/50 Для торговых пользователей10L Cellar / B eer Gas 30/70 Mix для профессиональных пользователей
4 л 137 бар Без арендной платы, углекислый газ CO2 6,35 кг для сварки MIG Без арендной платы, углекислый газ CO2 3,15 кг для сварки MIG Без арендной платы, сменная смесь 5% CO2 / аргон 10 л 200 бар для сварки MIG Без арендной платы, сменная смесь 20% CO2 / аргон 10 л 200 бар для MIG Welding2L Пропиленовый топливный газ для сварки, пайки, нагрева и резкиУглекислый газ CO2, заправка 6,35 кг для дома BarУглекислый газ CO2, заправка 1,5 кг для дома BarДвуокись углерода 3,15 кг для дома Bar2L Погреб / пиво Газовая смесь 60/40 для дома bar2L Смесь погреба / пива 70/30, для домашнего бараУглекислый газ CO2 6,35 кг для коммерческого использованияУглекислый газ CO2 34 кг Для торговых пользователейУглекислый газ CO2 газ 15 кг Торговые пользователи50 л Cellar / Beer Gas 30/70 Mix для торговых пользователей20L Cellar / Beer Gas 60/40 Mix для торговых пользователей20L Cellar / Beer Gas 30/70 Mix для торговых пользователей10L Cellar / Beer Gas 60/40 смесь для торговых пользователей10L Cellar / Beer Gas Смесь 50/50 Для торговых пользователей10L Cellar / B eer Gas 30/70 Mix для профессиональных пользователей
Сварочные газы: различные типы и их применение
Если вы новичок в сварке, вам может быть интересно, для чего используются различные сварочные газы.
Сварочные газы являются критически важными элементами для гладкого и стабильного сварного шва.
Мы используем их для защиты сварного шва от нежелательных химических реакций, а также для улучшения внешнего вида и прочности изделия.
В этой статье мы рассмотрим различные типы сварочного газа и их применение.
Инертные и химически активные газы при сварке Объяснение
Прежде чем мы углубимся в типы сварочных газов и их использование, давайте совершим быстрый, но важный экскурс в противопоставление инертных и реактивных газов.
Оба могут использоваться при сварке для получения одинаковых или очень разных эффектов.
Основное различие между инертными и химически активными газами заключается в названиях:
- Инертные газы – это стабильные газы, химические реакции которых с окружающей средой очень низкие или нулевые. Они действуют строго как защитное средство и не влияют на полученный сварной шов.
 Гелий и аргон обычно используются в качестве инертных газов для сварки.
Гелий и аргон обычно используются в качестве инертных газов для сварки. - Газы реактивные – хорошо реагируют. Реактивные газы химически соединяются с элементами в сварочной ванне и могут влиять на свойства металлов в сварном шве или изменять их. Вы можете использовать эти газы для изменения характера сварного шва. Активные газы включают азот, кислород, водород и углекислый газ.
Вы, наверное, помните термин «благородные газы» из школьного курса химии. Эти шесть элементов в периодической таблице стабильны, с точным балансом электронов, которого хотят атомы. Эти элементы не пытаются соединиться с другими атомами, чтобы получить или потерять электроны, поэтому они, как правило, не реагируют с окружающей средой. Таким образом, инертные газы обычно инертны, хотя некоторые из них могут реагировать при определенных условиях.
Помимо благородных газов, некоторые другие соединения более чем одного элемента также могут стабилизироваться и становиться инертными.
При сварке мы часто комбинируем инертный газ с одним или двумя реактивными газами в очень низкой концентрации. Инертный газ обеспечивает контроль сварного шва и защищает ваши металлы от нежелательных химических процессов. Реактивные газы будут вносить небольшие изменения, например, добавлять больше тепла или изменять консистенцию наполняющих металлов.
В целом, хотя важно понимать разницу между инертными и реактивными газами, важно знать, когда и как их использовать.
Почему при сварке используется газ?
Мы используем газы при сварке по четырем основным причинам:
- Экранирование
- Продувка
- Одеяло
- Отопление
Конечно, при сварке выделяются газы и дым, но речь идет о газах, которые мы активно используем для воздействия на процесс сварки.
По сути, эти газы имеют решающее значение для обеспечения прочного и надежного сварного шва. Вы не можете просто расплавить два металла вместе и на этом закончить.
Чрезвычайно высокая температура, приложенная к сварному шву, вызывает всевозможные потенциальные химические реакции в сварочной ванне и с воздухом вокруг сварного шва.
Если вы не будете точно контролировать окружающую среду, вы можете получить плохой сварной шов или серьезную реакцию.
Давайте рассмотрим различные способы использования газа при сварке, зачем они нам нужны.
Защитный газ
Защитный газ на сегодняшний день является наиболее распространенным применением газов при сварке. Защитные газы делают именно то, на что они похожи — защищают сварной шов от нежелательных загрязнений.
Думайте об этом как о куполообразном газовом щите над сварочной ванной, где металлы сплавляются вместе. Хотя это не происходит физически, это полезная мысленная картина.
Можно подавать защитные газы от внешнего источника или сжигая электрод. Электроды в определенных сварочных процессах имеют покрытие, которое выделяет газ при нагревании. Электрод является проводником.
Электрод является проводником.
Зачем сварному шву нужна защита? Для защиты от загрязнений.
Под «загрязняющими веществами» мы подразумеваем свойства, которые будут взаимодействовать с химическими процессами или металлами в сварном шве. В зависимости от типа свариваемых металлов загрязняющие вещества могут включать кислород, азот, водяной пар или другие химические вещества и элементы в окружающей среде.
Каждый из них может ослабить или разрушить хороший сварной шов. Например, если вы свариваете сталь, любой избыток кислорода может образовать угарный газ, когда он смешивается с углеродом. Угарный газ будет создавать медленные пузыри в конечном сварном шве, что сделает его слабым и пористым. Кислород также может взаимодействовать с некоторыми металлами и вызывать окисление или оксиды в виде частиц или пленок, попавших в сварной шов.
Присутствие любых загрязняющих веществ может привести к ослаблению сварного шва, что приведет к опасным последствиям в дальнейшем.
Защитные газы вытесняют воздух вокруг сварного шва, успешно удерживая загрязняющие вещества. Кроме того, химически активные газы могут выполнять двойную функцию и влиять на окончательные свойства сварного шва.
См. также : Стоимость сварочных газов
Продувочный газ
Продувочный газ аналогичен защитному газу, но используется под сварным швом, а не над ним. Вместо защитного экрана продувочный газ отталкивает нежелательные загрязнения от сварного шва.
Продувочный газ в основном используется для нового сварного шва, когда вы впервые соединяете две отдельные детали. Как только вы получите стабильный первый сварной шов, вам, вероятно, больше не понадобится использовать продувочный газ под ним.
Продувка обычно применяется при сварке нержавеющей стали. Для этого вы герметизируете основание соединения, а затем буквально продуваете его продувочным газом, чтобы очистить область от загрязняющих элементов.
Продувочные газы могут быть такими же, как и защитные газы.
Защитный газ
Защитный газ защищает металлы после завершения сварки и во время ее остывания. Подумайте об этом — вы вложили всю эту работу в защиту сварного шва от загрязнений, но когда вы заканчиваете сварку, он все еще очень горячий и все еще подвержен нежелательным реакциям с окружающим воздухом.
Защитный газ может быть добавлен в резервуар или пространство, где ваш сварной шов охлаждается. Газ обеспечивает чистоту области вокруг сварного шва и препятствует возникновению нежелательных газов или реакций.
Нагревающий газ
Нагревающий газ предварительно нагревает металлы перед сваркой. Обычно это наблюдается при газовой сварке или пайке, например,
В зависимости от металла в процессе охлаждения могут образоваться трещины, если он охлаждается слишком быстро. Применение тепла перед сваркой обеспечивает более медленное охлаждение металла и сохранение его структуры.
Греющий газ чаще всего применяют при газовой сварке стали, наиболее подверженной образованию холодных трещин.
Связанные материалы:
Различные типы сварочных газов
Итак, теперь, когда у нас есть представление об основных видах использования газа при сварке, пришло время узнать, какие именно существуют его типы и как они используются.
Чистые газы
Типы сварочных газов можно разделить на две отдельные категории: чистые газы и смеси. Вы можете использовать чистые газы отдельно или в смесях.
Аргон (Ar)
Аргон является одним из шести инертных газов в периодической таблице элементов. Как обсуждалось ранее, аргон как благородный газ химически инертен, то есть не вступает в реакцию с окружающей средой. Эта стабильность делает аргон идеальным для сварки более активных металлов.
Еще одним преимуществом аргона является его низкая теплопроводность. Низкая теплопроводность означает, что он плохо пропускает тепло. При сварке с использованием аргона тепло концентрируется прямо в столбе дуги, где генерируется энергия, что обеспечивает узкое и глубокое проплавление сварного шва.
Аргон поддерживает аэрозольный перенос при использовании в качестве защитного газа. Перенос распылением — это когда проволока распыляет тонкий туман из крошечных капель поперек сварочной дуги. Распылительный перенос способствует глубокому и целенаправленному проникновению и не вызывает разбрызгивания. Легкая уборка!
Распылительный перенос способствует глубокому и целенаправленному проникновению и не вызывает разбрызгивания. Легкая уборка!
Недостатком низкотемпературного нагрева является то, что сварной шов может привести к перекосу или подрезанию валика. Накатывание валика происходит, когда расплавленный металл остывает слишком быстро, не полностью сплавляясь с основным металлом. Подрезка почти противоположна – выемка у основания сварного шва, где металл остыл, прежде чем он смог полностью заполниться. .
Гелий (He)
Гелий — еще один благородный газ. Хотя он инертен, как аргон, он оказывает противоположное воздействие на сварной шов из-за его высоких свойств теплопроводности. По сути, гелий переносит тепло через гораздо большую площадь, чем аргон.
Благодаря более широкому тепловому профилю края валика остаются более влажными и легче сплавляются. Вместо аэрозольного переноса гелий способствует глобулярному переносу. Большие «капли» расплавленного электрода падают под действием силы тяжести в сварочную ванну.
Шаровидный перенос обеспечивает более высокую скорость наплавки, то есть количество фунтов присадочного металла, добавляемого к основному металлу в час. Чем выше скорость наплавки, тем эффективнее (и обычно дешевле) сварка. Однако вы можете использовать этот тип сварки только на плоском или горизонтальном основании, и вы также получите больше брызг.
При использовании гелия вам, скорее всего, потребуется более высокая скорость потока, потому что, как мы все знаем, гелий поднимается вверх. Вам нужно будет продолжать подавать больше газа с более высокой скоростью.
Двуокись углерода (CO2)
Как вы помните из уроков химии, двуокись углерода представляет собой молекулу, состоящую из одного атома углерода и двух атомов кислорода, связанных вместе. Хотя углекислый газ обычно инертен, он может стать очень реактивным при воздействии высокой температуры. При сварке можно использовать углекислый газ для создания различных взаимодействий.
Большинство реактивных газов работает в сочетании с инертным газом. Однако мы можем использовать углекислый газ в чистом виде для получения интересных эффектов. Газ производит очень глубокий сварной шов сравнимой ширины. Хотя он не обеспечивает такой точной сварки, как аргон, углекислый газ полезен для очень толстых материалов. Однако он также способствует шаровидному переносу и создает большое количество брызг.
Углекислый газ является самым дешевым из наиболее распространенных защитных газов. Три других наиболее распространенных – это аргон, гелий и кислород.
Газы, используемые в смесях
Некоторые газы необходимо смешивать с другими, прежде чем их можно будет использовать при сварке. Вот три газа, которые мы используем в смесях.
Кислород (O2)
Как обсуждалось ранее, слишком много кислорода в сварном шве может вызвать окисление и ухудшить конечный результат. Однако вы можете использовать кислород в сочетании с другими газами в качестве активного защитного газа, если его концентрация не превышает 10%.
Кислород придает шву высокую энергию и тепло, но создает достаточно широкий, но не глубокий шов. Наибольшее тепло остается на поверхности.
Кислород помогает любому процессу горения, увеличивая температуру и скорость горения, поэтому он используется вместе с газами, описанными на этой странице, в отдельном баллоне.
Азот (N)
Сварщики редко используют азот в качестве защитного газа.
На самом деле, это часто один из газов, от которых мы защищаем сварной шов.
Однако в сочетании с аргоном азот может способствовать повышению коррозионной стойкости при сварке стали.
Водород (H)
Как и кислород, водород работает в защитных смесях при концентрации ниже 10 %.
Кроме того, как и кислород, водород способствует образованию горячего и широкого валика, хотя он обеспечивает лучшее проникновение, чем кислород.
Водород обычно используется для сварки аустенитной нержавеющей стали.
Мы также можем использовать водород в более высоких концентрациях для плазменной резки.
Обычные газовые смеси
Различные газовые смеси по-разному влияют на сварной шов. В зависимости от материалов, которые вы используете, вам нужно будет правильно выбрать смесь.
Давайте рассмотрим наиболее распространенные газовые смеси при сварке, какие процессы использовать для каждого из них и на каком металле их использовать.
Аргон/CO2
Аргон и двуокись углерода могут смешиваться в различных концентрациях, от 5 до 25% двуокиси углерода, для различных уровней контроля и воздействия на сварной шов. Мы используем эти смеси чаще всего для сварки низколегированных или углеродистых сталей, и это популярная газовая смесь для сварки MIG.
Комбинации аргона и CO2 помогают сбалансировать самые экстремальные эффекты каждого газа. Высокое содержание аргона помогает уменьшить разбрызгивание и дым, создаваемые CO2, в то время как высокое содержание CO2 способствует передаче при коротком замыкании и лучшему проникновению более тяжелых металлов. Более высокий уровень CO2 начнет увеличивать истощение сплава, и более 20% станут нестабильными.
Более высокий уровень CO2 начнет увеличивать истощение сплава, и более 20% станут нестабильными.
Сварщики используют эти газовые смеси в:
- Дуговая сварка металлическим газом (GMAW) на углеродистой стали
- Дуговая сварка флюсовой проволокой (FCAW) углеродистой стали
- Дуговая сварка порошковой проволокой (FCAW) нержавеющей стали
Аргон/O2
Введение минимальной концентрации кислорода в аргон в защитном газе значительно улучшит недостатки чистого аргона. Способствуя передаче тепла, кислород увеличивает скорость образования капель и удерживает сварочную ванну в расплавленном состоянии в течение более длительного периода времени. Это дополнительное время позволяет металлу более равномерно течь и сплавляться по сварному шву и выравнивает валик.
Используйте смеси аргона/O2 для следующих процессов сварки и металлов:
- Дуговая сварка металлическим газом (GMAW) на нержавеющих сталях
- Дуговая сварка металлическим электродом в среде защитного газа (GMAW) на углеродистой стали
Аргон/CO2/O2
Эта тройная смесь невероятно универсальна и может успешно использоваться для обработки металлов различной толщины. CO2 увеличивает глубину проникновения, а кислород повышает эффективность, обеспечивая хороший перенос распыла при более низком напряжении.
CO2 увеличивает глубину проникновения, а кислород повышает эффективность, обеспечивая хороший перенос распыла при более низком напряжении.
Некоторые люди называют это «универсальной смесью», потому что вы можете использовать ее для распыления, короткого замыкания и шарикового переноса. Мы используем его в следующих процессах:
- Дуговая сварка металлическим газом (GMAW) на углеродистой стали
- Дуговая сварка металлическим электродом в среде защитного газа (GMAW) на нержавеющей стали в некоторых случаях
Аргон/гелий/CO2
Эта тройная смесь помогает увеличить теплопередачу по сравнению с чистым аргоном, что дает лучший результат сварки и плавления. Добавление гелия работает аналогично аргону и кислороду, но, поскольку гелий инертен, вы не рискуете окислением.
Смеси с большим содержанием гелия (до 90%) способствуют передаче короткого замыкания. Аргон и углекислый газ помогают стабилизировать дугу и увеличить проплавление.
Смеси с большим содержанием аргона (до 80%) способствуют переносу распыления, а гелий обеспечивает более гладкий профиль валика и смачивание.
Аргон/гелий/CO2 лучше всего подходит для следующих процессов:
- Дуговая сварка металлическим электродом в среде защитного газа (GMAW) на нержавеющей стали
- Дуговая сварка флюсовой проволокой (FCAW) углеродистой стали
- Дуговая сварка нержавеющей стали порошковой проволокой (FCAW)
Аргон/гелий
Вы увидите смеси аргона/гелия, используемые для обработки химически активных металлов и цветных металлов, таких как медь, никелевые сплавы или алюминий. Обычно вы можете использовать чистый аргон, но более высокие концентрации гелия работают с более тяжелыми материалами, уменьшая проникновение.
Гелий увеличивает нагрев поверхности, делая сварочную ванну более жидкой. Текучесть позволяет пузырькам воздуха или примесям подниматься на поверхность и улетучиваться, уменьшая пористость конечного продукта.
Мы чаще всего используем эту смесь в:
- Дуговая сварка металлическим газом (GMAW) на алюминии
- Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) нержавеющей стали или алюминия
Аргон/азот
Аргон и азот работают вместе, если поддерживать очень низкую концентрацию азота. Добавленный азот помогает получить полностью аустенитный (низкокоррозионный, немагнитный) сварной шов из нержавеющей стали.
Более высокие уровни азота увеличивают дымообразование и пористость.
Смеси аргона и азота можно использовать с:
- Дуговая сварка металлическим электродом (GMAW) на нержавеющей стали 347
Аргон/гелий/O2
Смесь аргона, гелия и кислорода может увеличить энергию дуги и поверхностный нагрев при сварке черных металлов. Обычно для этой цели на цветных материалах используется только гелий и аргон.
Эта тройная смесь повышает текучесть сварочной ванны, обеспечивая равномерный профиль сварного шва и меньшую пористость.
- Дуговая сварка металлическим газом (GMAW) черных металлов
Аргон/водород
Аргон и водород — менее распространенная смесь, но ее можно использовать для сварки аустенитной стали с использованием дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW), также известной как метод TIG.
Водород добавляется в аргон для увеличения скорости и профиля валика окончательного сварного шва. Это помогает поддерживать узкую и точную дугу, увеличивая теплопередачу.
- Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) аустенитной стали
Аргон/CO2/водород
В аргон можно добавлять небольшое количество двуокиси углерода и водорода для поддержания стабильности дуги, минимизации нагара и увеличения смачивания при сварке нержавеющей стали. Вы не должны использовать эту смесь на низколегированных сталях, так как это вызовет серьезные проблемы с растрескиванием.
- Сварка нержавеющей стали в среде инертного газа (MIG)
Читайте также : Какого размера бывают баллоны со сварочным газом?
Газы при кислородно-топливной сварке
Газокислородная сварка сейчас не так популярна, как раньше, благодаря развитию и широкой доступности дуговой сварки. Этот тип сварки был изобретен в 1903 году и использует простую газовую горелку для сварки металлов.
Электроды для дуговой сварки были разработаны в 1920-х годах и обеспечили более точный и быстрый метод сварки, который также можно было использовать для сварки высокореактивных металлов.
Тем не менее, многие люди по-прежнему используют газокислородную сварку для создания произведений искусства или сварки в небольших или домашних мастерских. При кислородно-топливной сварке используется газ или горючая жидкость для подпитки горения.
Давайте рассмотрим основные виды топлива, используемые в этом типе сварки. Каждый из них в сочетании с кислородом создает пламя.
Каждый из них в сочетании с кислородом создает пламя.
- Ацетилен – это основное топливо, используемое для кислородно-топливной сварки. Преимуществами являются высокая температура горения, что делает его идеальным для сварки высокопрочных сталей, и зона восстановления вокруг зоны сварки, которая помогает очистить металл.
- Пропан – Пропан имеет гораздо более низкую температуру пламени, чем ацетилен, и не имеет восстановительной зоны. Из-за этого пропан не идеален для сварки, но лучше ацетилена для резки, нагрева или гибки. Для достижения наилучших результатов следует использовать инжекторную горелку.
- Пропилен – Пропилен больше всего похож на пропан и лучше подходит для резки, чем для сварки. Использование пропилена для сварки обычно приводит к хрупкому сварному шву. Пропилен также лучше всего работает с инжекторной горелкой и поддерживает чистоту наконечника.