 alexxlab
alexxlab Печь для бани из металла своими руками чертежи
Печь для бани из металла своими руками, чертежи, схема и подробное описание конструкции из листового металла.
Металлическая печь каменка изготавливается из листовой жаропрочной нержавеющей стали толщиной 4…6 (мм), имеет дымоход (1) диаметром 114,3 (мм) и толщиной стенки 3,6 (мм), бункер для камней (2), бак для горячей воды (3), топку (4) и зольник (5).
Древесное топливо сжигается в топливнике. Воздух поступает в топливник через отверстия, проделанные в дне.
Справка:
Вместо отверстий, в дне можно вырезать прямоугольник необходимого размера и установить чугунную колосниковую решетку.
Газы из топливника проходят между корпусом бака горячей воды и бункером для камней и поступают в дымоход. Бак горячей воды обогревается сбоку. Бункер банных камней обогревается снизу и сзади. На дымоходе сверху устанавливается заслонка.
Чертеж печи для бани из металла конструкции Е.Я. Коломакина
Если представить, что боковые стенки у печки прозрачные, можно увидеть заднюю стенку бункера банных камней, которая состоит из двух одинаковых пластин (1) и полудиаметра трубы (2) дымохода, сваренных между собой.
Банные камни укладываются внутрь бункера и сверху горкой на площадку, которая имеет невысокие стенки. Торцы стенок закрыты декоративными металлическими трубками. Трубки имеют пропил вдоль всей длины. Ширина пропила соответствует толщине стенки. Трубка с небольшим натягом насаживается на стенку через пропил.
Со стороны дверок, к лицевой поверхности, дополнительно можно приварить любой декоративный рисунок из металлических прутков.
Меры предосторожности:
- Для пожарной безопасности конструкции, стены и пол помещения, в месте установки, необходимо закрыть негорючими асбестоцементными плитами.
- Для предотвращения случайного ожога (касание телом металлического корпуса), печь необходимо оградить защитными перилами, которые имеют низкую теплопроводность.
- Сварные швы по стыкам конструкции должны быть качественными, сплошными (однородными) не иметь пустот и щелей.
Объем бака для горячей воды составляет 100 (л). В баке предусмотрен отвод для установки крана и прямоугольное отверстие для наполнения водой.
В баке предусмотрен отвод для установки крана и прямоугольное отверстие для наполнения водой.
Справка:
Изготавливать печь из простого металла не рекомендуется, так как он подвержен воздействию к коррозии и температурным деформациям.
Печь для бани из металла конструкции Е.Я. Коломакина, обеспечит комфортный микроклимат в парильном отделении в течение длительного времени. Время разогрева печи составляет 120…180 (мин). Во время принятия длительных банных процедур, печь в процессе можно подтапливать.
Конструкцию печки можно изменить, если убрать бак и добавить теплообменник. Как это выглядит, посмотрим в статье: «Железная печь для бани»
Видеоролик.
Заказать чертеж
Поделитесь с друзьями!
Некоторые чертежи и проекты печей для бани из металла и кирпича
На протяжении многих столетий баня в России считалась едва ли не самым главным атрибутом и в городах, и в глухих таежных поселениях.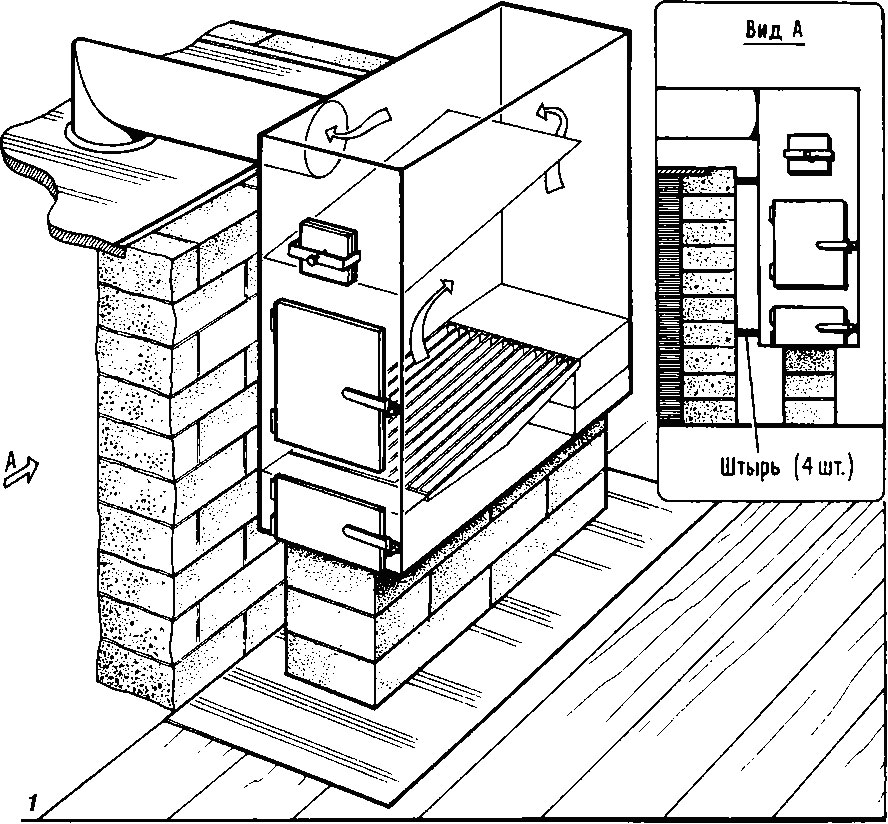 Наши предки настолько любили попариться, что даже в своей заграничной поездке во Францию Петр I распорядился построить хотя бы временную баню – прямо на берегу Сены. С того часа и в дизайне, и в интерьере парной многое изменилось, но осталось то, что не исчезнет и с тысячелетиями: в настоящей русской бане тепло должно быть мягким, но достаточно ощутимым, а пар – густым и обволакивающим.
Наши предки настолько любили попариться, что даже в своей заграничной поездке во Францию Петр I распорядился построить хотя бы временную баню – прямо на берегу Сены. С того часа и в дизайне, и в интерьере парной многое изменилось, но осталось то, что не исчезнет и с тысячелетиями: в настоящей русской бане тепло должно быть мягким, но достаточно ощутимым, а пар – густым и обволакивающим.
Подробнее о русских банях можно узнать тут: http://stroy-banya.com/bani_mira/osobennosti-russkoj-bani.html
Все это напрямую зависит от выбранной в баню печи. А потому еще перед возведением самой парной специалисты советуют сначала пересмотреть чертежи печей для бани и подобрать наиболее оптимальный вариант.
Банная печь, подключенная к баку с водой
Содержание
- Конструктивные особенности банных печей
- Банные печи «по-черному» и «по-белому»
- Конструкции печей по распределению конвективного воздуха
- Подборка чертежей популярных конструкций
- Чертежи кирпичных печей для бани
- Популярные варианты металлических печей
Конструктивные особенности банных печей
Банные печи «по-черному» и «по-белому»
Издавна в русских банях использовать только печи «по-черному» — их отличие от второго вида только в том, что дымохода у них нет. Это только современную печку «по-белому», с дымоходом, растопить можно прямо в процессе мытья — достаточно только изредка подкладывать топливо. И температуру в парной с помощью такой печи регулировать легко.
Это только современную печку «по-белому», с дымоходом, растопить можно прямо в процессе мытья — достаточно только изредка подкладывать топливо. И температуру в парной с помощью такой печи регулировать легко.
А вот в более архаичном варианте еще перед банными процедурами печь и все помещение хорошо разогревалось, огонь тушился, а сама баня – тщательно проветривалась. И только после этого в ней можно париться и мыться.И что интересно, и в наши дни есть немало поклонников банных печей «по-черному»: говорят, что жар печи и аромат прокопченных дымом стен по-своему очарователен, а сам дым ко всему под корень уничтожает и плесень, и гниль. А потому бани «по-черному» действительно стояли столетиями.
Узнать об особенностях топки бани «по-черному» можно тут: http://stroy-banya.com/video/ot_banshikov/bannye-sovety-kak-ustroena-banya-po-chernomu-2.html
Конструкции печей по распределению конвективного воздуха
Современные проекты печей для бани имеют самые разные системы распределения конвективного воздуха. В основном, это – специальные кожухи для эффективного прогрева камней и относительно небольшого нагрева наружных стен печи, благодаря чему такая последняя считается более безопасной в эксплуатации.
В основном, это – специальные кожухи для эффективного прогрева камней и относительно небольшого нагрева наружных стен печи, благодаря чему такая последняя считается более безопасной в эксплуатации.
С другой стороны, прекрасно борется с так называемым «лучистым теплом» — малоприятным инфракрасным излучением раскаленного докрасна металлического корпуса — каменная обкладка, которая может просто обрамлять печь, а может и выступать полноценным экраном для корпуса. Из отечественных это печи-сетки «Саяна», «Термофор» и «Имболк», облицовка которых из талькохлорита.
Подборка чертежей популярных конструкций
В силу своей конструкции печь для бани чертежи имеет совершенно другие, чем традиционные печи для обогрева дома. Неспроста их еще называют каменками – в них оборудован специальный карман для нагрева груды камней, благодаря чему такие печи протапливаются достаточно быстро, а теплоемкость их высока.
Чертежи кирпичных печей для бани
Если говорить о материале печи, то издавна в русских банях использовалась массивная кирпичная кладка на глиняном растворе. И даже сегодня многие поклонники пара и веника предпочитают только этот вид печей – ведь именно они лучше всего подходят для получения сухого пара.
И даже сегодня многие поклонники пара и веника предпочитают только этот вид печей – ведь именно они лучше всего подходят для получения сухого пара.
В зависимости от своей конструкции банные печи бывают колосниковой и бесколосниковой топки. Бесколосниковая более проста в обслуживании и экономична, а потому просто идеальна для бережного расходования дров. Зато колосниковая топка, с отдельным поддувалом, создает достаточно мощное высокотемпературное пламя, благодаря которому воздух в парилке и каменная закладка разогревается так быстро, насколько это необходимо.
И просто незаменимыми колосниковые печи для тех, у кого в запасе есть только сырые или свежезаготовленные дрова, а вот бесколосниковые печи куда более требовательны к качеству имеющегося топлива.
Популярные варианты металлических печей
Но проще, конечно, купить готовую стальную или чугунную печь-каменку, уже снабженную «аккумулятором тепла». А представляют собой обычные каменки металлическую решетчатую емкость с камнями над топкой и водогрейным баком на 30 л в верхней части.
Изготавливаются металлические печи-каменки обычно из листового железа толщиной в 4-5 мм. Обычно к ним приваривается еще и бак для воды – его можно расположить как вокруг дымохода, так и с любой стороны печи. А вот для засыпки камней уже организовывается специальная открытая камера. К слову, такие печи могут работать на абсолютно любом топливе.
Как вы можете заметить, все чертежи железных печей для бани имеют такие общие элементы: короб и топливник, который представляет собой стальную коробку с горловиной около 60 мм, предназначенную для насадки каменки. Делают топивник из крепкой высококачественной стали, толщина которой не менее, чем 5 мм. В комплекте – две задвижки, решетка поддувала и решетка каменки. Решетку каменки нужно варить из стальных стержней 20 мм диаметром так, чтобы расстояние между ними получилось 5 см и они свободно устанавливались на опорах. А решетку поддувала делать нужно из 8 мм стальных стержней – она тоже должна быть съемной.
Каменка же для печи традиционно изготовляется из стали, толщина которой не превышает 3 мм – она должна свободно насаживаться на горловину топики.
Что же касается металлических газовых печей, они состоят из корпуса и специального термостата, который и регулирует мощность агрегата. Кроме того, в них обязательно должно быть в наличии устройство, обеспечивающее безопасность такой печи.
А вот для небольшой семейной бани неплохо подходит и закрытая металлическая печь – она очень компактна и достаточно проста в изготовлении. Правда, теплоемкость ее оставляет желать лучшего, что, в принципе, легко исправить за счет полной кирпичной облицовки. Открытая же печь отличается от нее только наличием каменки.
Но в любом случае металлические печи обязательно выкладываются красным огнеупорным кирпичом, который нужно выкладывать от колосниковой решетки на ребро. Не докладывается только лицевая сторона печи, а на остальные три стороны кладку нужно делать всего в полкирпича. Закреплять их следует проволочными скрепами в 3 мм диаметром.
О том, как обложить металлическую печь кирпичом, подробно рассказано в статье http://stroy-banya.
com/delaem_pech/kak-oblozhit-metallicheskuyu-pech-kirpichom.html
А уже после того, как вы выберете подходящий проект или чертеж, изучайте в соответствующем разделе нашего сайта то, как понравившуюся печь построить своими руками.
Индукционные печи без тигля и металлическая ванна
Дэниел Грин
Индукционные печи без тигельного стержня обычно используются в литейных цехах для плавки переработанного металлолома с получением расплавленного металла для изготовления отливок (рис. 1).
В индукционных тигельных печах электромагнитное перемешивание ванны расплавленного металла происходит при подаче питания на печь. Движение ванны происходит по всей ванне, что обеспечивает хорошее перемешивание и равномерное диспергирование сплавов. Индукционная печь обычно конструируется таким образом, чтобы степень перемешивания соответствовала типу расплавляемого металла. Факторы, влияющие на перемешивание, включают плотность металла в ванне, электрическую проводимость, размер тигля, высоту ванны, номинальную мощность и частоту.
Типичные схемы перемешивания для однофазной индукционной печи показаны на рисунках 2a и 2b.
Индукционная катушка создает электромагнитное поле, которое создает силу между катушкой и расплавленным металлом. Это отталкивает металл от боковых стенок тигля в верхней части тигля. Образующийся зазор называется мениском. Мениск возникает из-за приложенного переменного магнитного поля, создаваемого катушкой индукционной печи, которая индуцирует сильный ток в ванне расплавленного металла. Эти две силы отталкивают друг друга, в результате чего между стенкой тигля и расплавленным металлом образуется видимый зазор.
В дополнение к выделению тепла из-за эффекта Джоуля (также известного как потери), индуцированное магнитное поле взаимодействует с приложенным магнитным полем, создавая силу, которая отталкивает расплавленный металл от стенки тигля.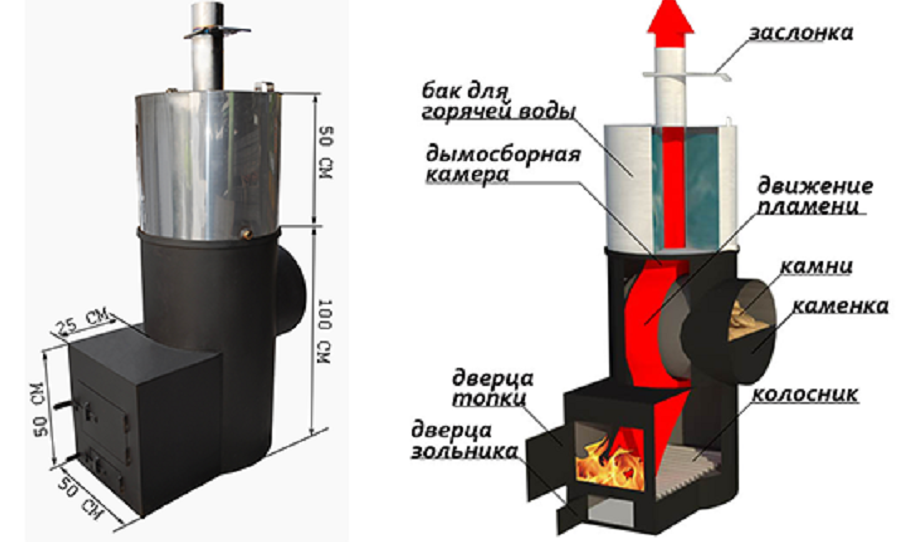 Эта сила представлена красными стрелками на рис. 3.
Эта сила представлена красными стрелками на рис. 3.
Электромагнитно-индуцированные вихревые токи вызывают вихревое действие, которое перемещает расплавленный металл по определенной схеме потока, как показано на рис. 3.
Скорость металла может достигать 2,5 м/с. сек.
Для эффективного плавления лома, содержащего стружку и небольшие легкие куски, необходимы более высокие скорости перемешивания, приближающиеся к максимальному пределу, а также большой мениск для быстрого втягивания лома под поверхность расплавленного металла. Для более тяжелого лома обычно достаточно более низких скоростей. Напротив, для некоторых сплавов, таких как сталь, требуется свести к минимуму перемешивание, чтобы уменьшить атмосферное загрязнение расплава. Современные индукционные печи питаются от преобразователей, которые выполняют функцию преобразования трехфазного переменного тока частотой 50 или 60 герц, доступного от общей электросети, в однофазный источник питания соответствующей частоты и уровня напряжения для конкретной печи.
Многофазные индукционные печи без тигля
Когда требуются более высокие скорости перемешивания, чем те, которые могут быть достигнуты в однофазной печи, индукционная печь может быть сконструирована с многосекционным змеевиком, как правило, двумя или тремя секциями, приводимыми в действие специализированным преобразователь перемешивания, который производит несколько сдвинутых по фазе выходных напряжений. Соотношение между перемешивающим действием и индуцированным теплом зависит от фазового сдвига напряжения, приложенного между секциями катушки, с большим нагревом и меньшим перемешиванием при низких фазовых сдвигах и большим перемешиванием и меньшим нагревом при более высоких фазовых сдвигах. Это обеспечивает уникальную гибкость процессов, требующих контролируемого перемешивания и нагревания.
Электрическая блок-схема типичного преобразователя с перемешиванием и переключаемого плавильного преобразователя показана на рис. 4.
Для многофазного перемешивания индукционная печь должна иметь многосекционный змеевик.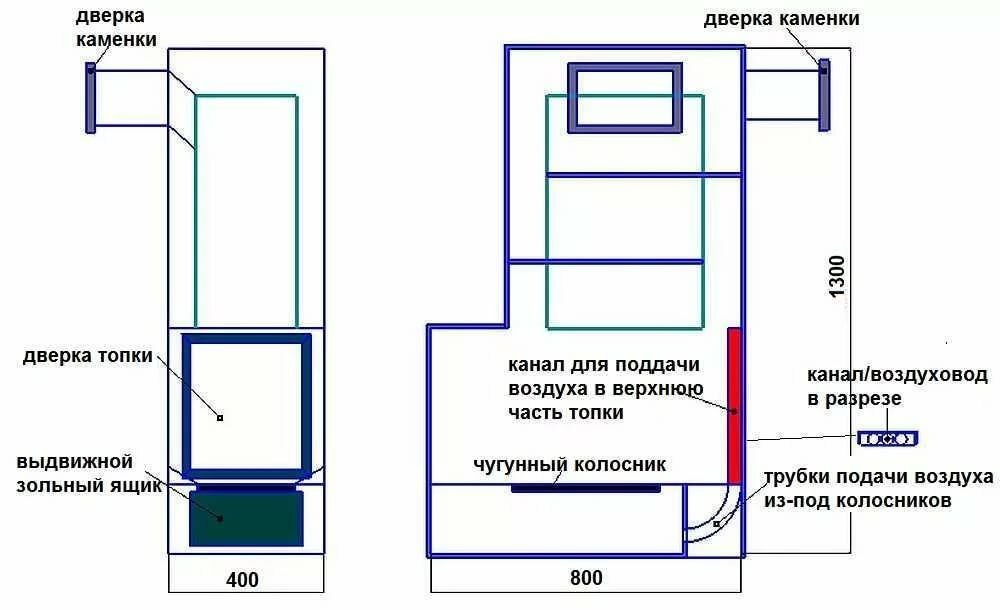 На каждую фазу приходится одна секция катушки. Например, трехфазный змеевик для перемешивания будет иметь три секции змеевика с независимым питанием. Питание, подаваемое на катушку, может поступать от трансформатора, и в этом случае фазовый сдвиг между приложенными напряжениями будет фиксированным, обычно 60 градусов. Он также может быть сгенерирован преобразователем, который позволяет бесступенчато изменять фазовый сдвиг. Изменяя фазовый сдвиг, можно оптимизировать отношение перемешивающего действия к мощности индуцированного нагрева для конкретного процесса. При переключении чередования фаз направление перемешивания может быть вверх или вниз.
На каждую фазу приходится одна секция катушки. Например, трехфазный змеевик для перемешивания будет иметь три секции змеевика с независимым питанием. Питание, подаваемое на катушку, может поступать от трансформатора, и в этом случае фазовый сдвиг между приложенными напряжениями будет фиксированным, обычно 60 градусов. Он также может быть сгенерирован преобразователем, который позволяет бесступенчато изменять фазовый сдвиг. Изменяя фазовый сдвиг, можно оптимизировать отношение перемешивающего действия к мощности индуцированного нагрева для конкретного процесса. При переключении чередования фаз направление перемешивания может быть вверх или вниз.
В режиме перемешивания сдвинутые по фазе напряжения подаются последовательно на каждую секцию катушки, обеспечивая эффект перемешивания, до пяти раз больший, чем в однофазной печи той же мощности.
При плавке секции катушки могут питаться от однофазного источника. При подаче однофазного питания печь может передавать больше энергии в шихту для эффективного плавления.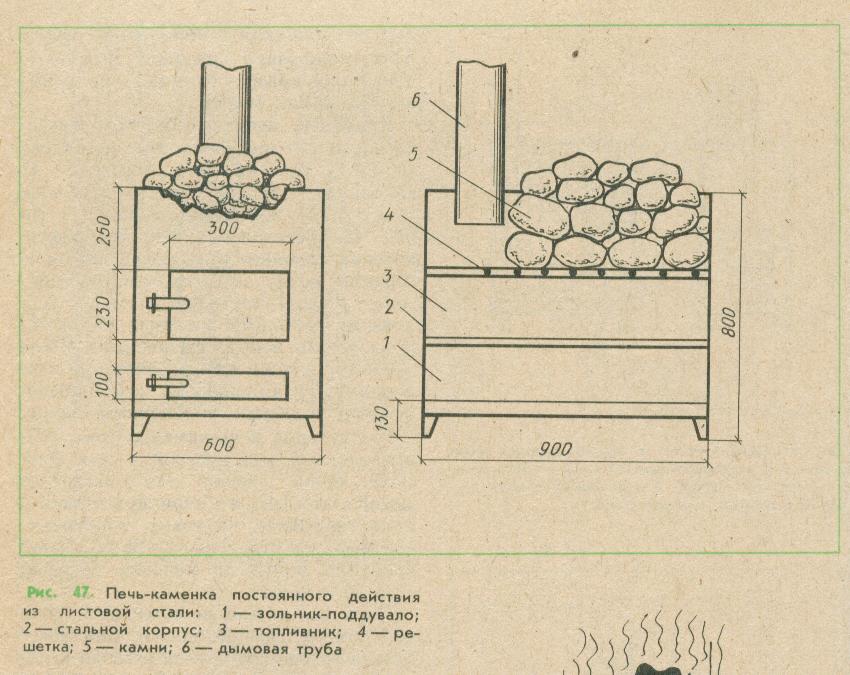 После того, как ванна расплавлена, применяется трехфазная мощность перемешивания для эффективного смешивания легирующих элементов в ванне расплава, в то же время снижая поглощаемую мощность. Таким образом, индукционная печь с многофазным перемешиванием может оптимизировать сочетание характеристик плавления и перемешивания до идеального баланса для конкретного процесса. Эта особенность облегчает производство специальных сплавов, таких как композиты с металлической матрицей, содержащие трудно смешиваемые добавки. Пример схемы перемешивания с восходящим потоком в многофазной печи показан на рис. 5. Схема перемешивания с восходящим потоком может создать вогнутый мениск, который в некоторых случаях может улучшить извлечение модификаторов легких металлов.
После того, как ванна расплавлена, применяется трехфазная мощность перемешивания для эффективного смешивания легирующих элементов в ванне расплава, в то же время снижая поглощаемую мощность. Таким образом, индукционная печь с многофазным перемешиванием может оптимизировать сочетание характеристик плавления и перемешивания до идеального баланса для конкретного процесса. Эта особенность облегчает производство специальных сплавов, таких как композиты с металлической матрицей, содержащие трудно смешиваемые добавки. Пример схемы перемешивания с восходящим потоком в многофазной печи показан на рис. 5. Схема перемешивания с восходящим потоком может создать вогнутый мениск, который в некоторых случаях может улучшить извлечение модификаторов легких металлов.
Третий тип метода перемешивания – перемешивание с амплитудной модуляцией. Этот метод применим к стандартной однофазной индукционной печи. Однофазная мощность модулируется более низкой частотой, периодически повышая и понижая мощность с контролируемой скоростью.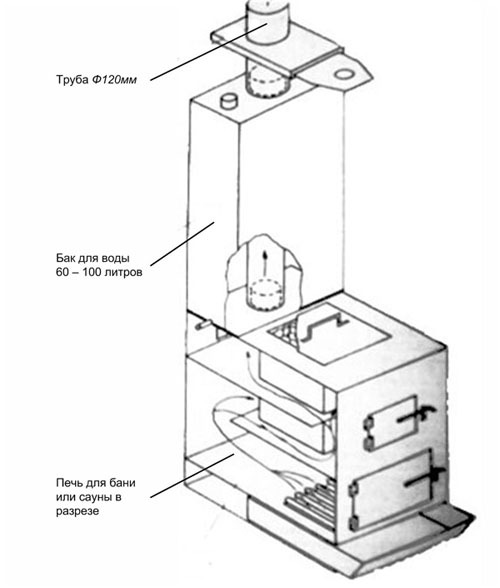 Повышение и понижение мощности вызывает «волновое действие» на поверхности ванны. Ванна сжимается к центру под действием магнитной силы от змеевика печи, а затем сжимающая сила ослабевает, позволяя металлу течь обратно к стенке тигля. Волновое воздействие на поверхность ванны может помочь легкому лому, такому как стружка, которая в противном случае плавала бы на поверхности ванны и окислялась в окалина или шлак, быстрее поглощалась поверхностью ванны. Обычное движение ванны однофазной индукционной печи продолжается ниже поверхности ванны расплава. Этот метод перемешивания может обеспечить некоторое улучшение способности смачивать легкие модификаторы, такие как углерод или кремний, особенно в печах с недостаточной мощностью, которые в противном случае были бы недостаточно перемешиваемыми.
Повышение и понижение мощности вызывает «волновое действие» на поверхности ванны. Ванна сжимается к центру под действием магнитной силы от змеевика печи, а затем сжимающая сила ослабевает, позволяя металлу течь обратно к стенке тигля. Волновое воздействие на поверхность ванны может помочь легкому лому, такому как стружка, которая в противном случае плавала бы на поверхности ванны и окислялась в окалина или шлак, быстрее поглощалась поверхностью ванны. Обычное движение ванны однофазной индукционной печи продолжается ниже поверхности ванны расплава. Этот метод перемешивания может обеспечить некоторое улучшение способности смачивать легкие модификаторы, такие как углерод или кремний, особенно в печах с недостаточной мощностью, которые в противном случае были бы недостаточно перемешиваемыми.
Рекомендации по проектированию для обеспечения хорошей производительности перемешивания
Для проектирования систем печей, которые постоянно обеспечивают необходимый уровень перемешивания для конкретного применения, была разработана концепция коэффициента перемешивания. Фактор перемешивания, равный 100 %, представляет собой максимальное практическое количество перемешивания (скорость + мениск), которое может быть безопасно достигнуто без чрезмерного разбрызгивания или выброса ванны с расплавленным металлом.
Фактор перемешивания, равный 100 %, представляет собой максимальное практическое количество перемешивания (скорость + мениск), которое может быть безопасно достигнуто без чрезмерного разбрызгивания или выброса ванны с расплавленным металлом.
Для типичных применений плавления было доказано, что следующие рекомендуемые диапазоны коэффициента перемешивания позволяют достичь хороших практических результатов:
Для железа обычно желателен высокий коэффициент перемешивания для быстрой гомогенизации углерода, кремния и других модификаторов в расплавленном железе во время химических корректировок ближе к концу цикла плавки.
Для латуни, меди и алюминия обычно предпочтителен умеренный коэффициент перемешивания. Исключение составляет случай, когда стружка должна быть расплавлена. В таких случаях указывается высокий коэффициент перемешивания, обычно близкий к 100%, чтобы быстро абсорбировать стружку в ванну с расплавленным металлом. Из-за своих малых размеров стружка не может взаимодействовать с магнитным полем индукционной печи, поэтому ее необходимо плавить за счет теплопроводности ванны расплавленного металла, которая нагревается за счет электромагнитной индукции.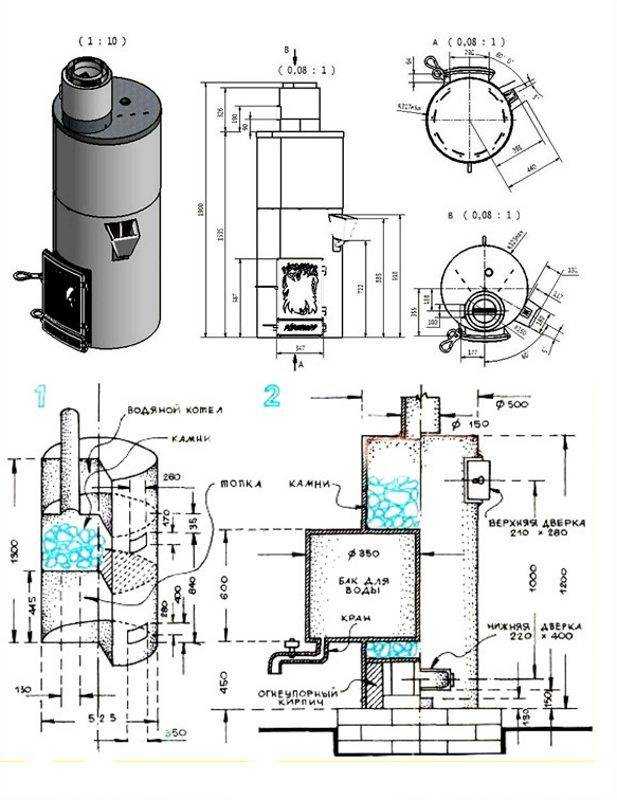
Для стали обычно требуется очень низкий коэффициент перемешивания. Низкая перемешивающая активность снижает газопоглощение и шлаковые включения в расплавленной стали. Это имеет решающее значение для изготовления стальных отливок хорошего качества в литейных цехах, особенно там, где не будет производиться дальнейшая обработка расплава для удаления газов и шлаковых включений.
В сталелитейных заводах, где расплав очищается на вторичной стадии, такой как AOD или на другой стадии обработки, в плавильной печи допускается более высокий коэффициент перемешивания.
Хорошие комбинации размера печи, номинальной мощности и частоты для железа, меди/латуни, алюминия и стали можно рассчитать с помощью уравнений, приведенных в этой статье. Эти руководящие принципы позволяют определить систему печей, которая будет обеспечивать желаемую производительность перемешивания в большинстве применений. В каждом случае следует проводить подробный анализ, чтобы убедиться, что достигается оптимальная производительность.
Нажмите здесь , чтобы увидеть эту статью в номере 9 за ноябрь 2018 г.0025 Современное литье
Типы печей и принцип их работы
Печи — это устройства, которые генерируют тепло контролируемым образом за счет сжигания источника топлива. Затем тепловая энергия используется для обогрева помещений, таких как помещения, здания или другие сооружения. Другие печи могут использоваться в коммерческих и промышленных условиях для обработки материалов.
Изображение предоставлено: Pnor Tkk/Shutterstock.com
В этом руководстве будут рассмотрены различные типы печей, обобщенные в соответствии с этими двумя широкими классификациями:
- Печи для отопления домов и зданий
- Промышленные печи для обработки металлов и материалов
Печи обеспечивают теплом дома и другие здания, продувая нагретый воздух по воздуховодам, которые доставляют тепло в разные помещения. Тепловая энергия, питающая печь, может быть получена за счет сжигания топлива, электричества и других средств. Соображения включают стоимость самой печи, стоимость используемого топлива, требования к вентиляции и годовую эффективность использования топлива (AFUE), которая указывает на эффективность сгорания в печи. В первой части этой статьи будут рассмотрены различные типы печей, классифицированных по типу топлива или способу получения тепловой энергии:
Тепловая энергия, питающая печь, может быть получена за счет сжигания топлива, электричества и других средств. Соображения включают стоимость самой печи, стоимость используемого топлива, требования к вентиляции и годовую эффективность использования топлива (AFUE), которая указывает на эффективность сгорания в печи. В первой части этой статьи будут рассмотрены различные типы печей, классифицированных по типу топлива или способу получения тепловой энергии:
- Газовый
- Работа на жидком топливе
- Отработанное масло
- Дуэльное топливо
- Электрический
- Сжигание дров
Газовые печи
Газовые печи используются примерно в 57 процентах американских домов, что делает газ наиболее часто используемым топливом для отопления. Хотя газовые печи дороже, чем масляные, оплата установки муниципального газопровода может увеличить расходы. Новые газовые печи имеют рейтинг AFUE от 89 до 98 процентов.
Газ — это самый чистый вариант сжигания невозобновляемой энергии. Газовые печи несут в себе опасность утечки угарного газа, что требует установки детекторов угарного газа. Газовые печи имеют срок службы до 25 лет и их легче обслуживать, чем масляные печи, поскольку они, как правило, остаются чистыми, несмотря на использование.
Газовые печи несут в себе опасность утечки угарного газа, что требует установки детекторов угарного газа. Газовые печи имеют срок службы до 25 лет и их легче обслуживать, чем масляные печи, поскольку они, как правило, остаются чистыми, несмотря на использование.
Печи на жидком топливе
Большинство новых печей, работающих на жидком топливе, имеют рейтинг AFUE от 80 до 90 процентов и популярны в районах с ограниченным доступом к природному газу. При сроке службы 30 лет масляные печи, как правило, дешевле газовых, но нефть (часто импортируемая) дороже газа, и цены могут быть неустойчивыми. Масляным печам требуется резервуар для хранения на месте. Что касается технического обслуживания, в масляных печах на поверхности теплообменника образуются отложения сажи и углерода, которые необходимо периодически удалять для поддержания эффективности. Кроме того, может потребоваться замена форсунки на блоке горелки, а также масляных фильтров, используемых для удаления примесей из топлива до того, как масло испарится и воспламенится.
Печи на отработанном масле
Печи на отработанном масле сжигают масло, которое больше нельзя использовать по назначению, например, автомобильное или растительное масло. Их часто рекламируют как экологичное или экологически безопасное решение, поскольку они перерабатывают масло, которое в противном случае пришлось бы утилизировать.
К сожалению, отработанное масло может содержать смазочные материалы, моющие средства и многое другое, при этом возможные загрязняющие вещества, включая свинец, ПХБ и хром, попадают в воздух во время нагрева. Агентство по охране окружающей среды регулирует, какие виды топлива безопасны для сжигания, в то время как в некоторых областях требуется, чтобы пользователи приобретали разрешение и следили за выбросами из дымохода. Печи на отработанном масле могут прослужить от 20 до 25 лет, при этом регулярно очищаемые печи работают с более высокой эффективностью.
Двухтопливные печи
Двухтопливные печи используют тепловой насос для прохладной погоды и газовую печь для холодной погоды.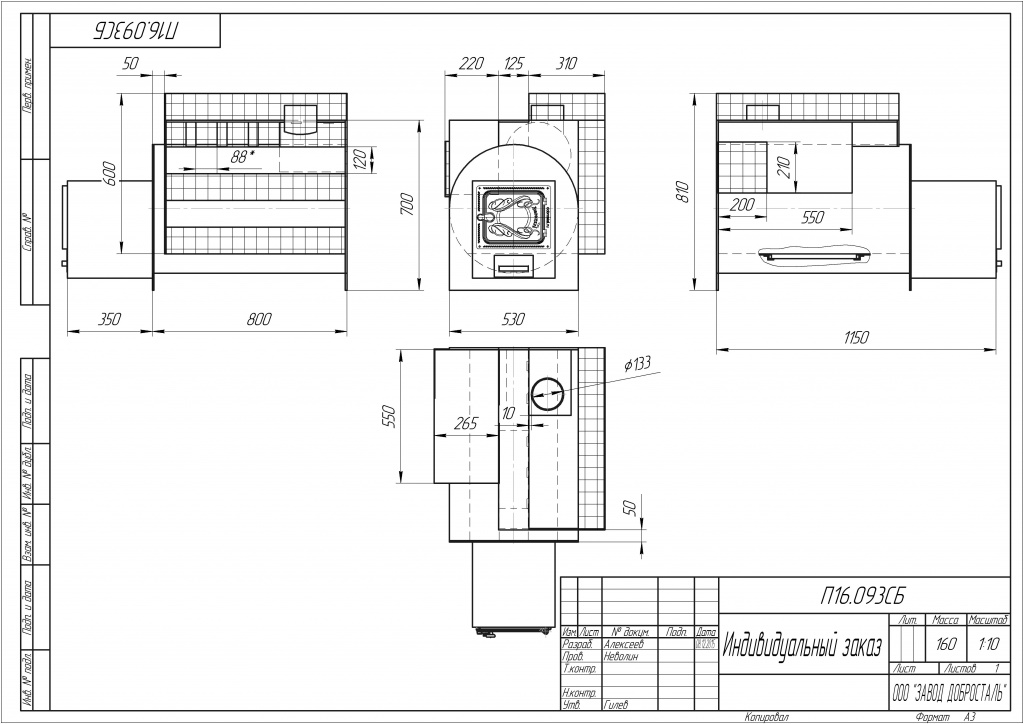 Проще говоря, тепловые насосы отводят тепло с улицы и сохраняют его в вашем доме. Внутри теплового насоса устройство обработки воздуха нагревает воздух, когда он проходит через змеевик горячего хладагента, а затем вентилятор нагнетает теплый воздух в дом.
Проще говоря, тепловые насосы отводят тепло с улицы и сохраняют его в вашем доме. Внутри теплового насоса устройство обработки воздуха нагревает воздух, когда он проходит через змеевик горячего хладагента, а затем вентилятор нагнетает теплый воздух в дом.
Однако тепловые насосы — неэффективный способ поддержания комфортной температуры в холодные месяцы. Двухтопливные системы переключаются на газовое отопление, когда становится холодно, и обратно на тепловой насос в теплую погоду. Это считается одной из самых эффективных систем на рынке с точки зрения использования энергии (и связанных с этим затрат), хотя первоначальная установка или модернизация системы может быть дорогостоящей.
Электрические печи
Несмотря на то, что эксплуатационные расходы на электрические печи выше, чем на такие варианты, как газовые и жидкотопливные печи, они все же имеют некоторые преимущества. Электричество, как правило, доступно на всей территории Соединенных Штатов, в том числе в районах, где газ или нефть труднее достать или куда организовать доставку. Подключенные к солнечным батареям электрические печи могут быть источником возобновляемой энергии с соответствующей экономией.
Подключенные к солнечным батареям электрические печи могут быть источником возобновляемой энергии с соответствующей экономией.
Полностью электрические печи имеют AFUE от 95 до 100 процентов, что означает, что более высокие эксплуатационные расходы потенциально могут быть компенсированы за счет эффективности. Электрические печи считаются более безопасными, чем газовые и жидкотопливные, из-за отсутствия опасности утечки газа и фактического возгорания в печи.
Дровяные печи
Дровяные печи являются хорошим вариантом для отопления домов в районах, где дрова имеются в изобилии и доступны по цене. Дрова сжигаются в топке, а тепло циркулирует по воздуховодам так же, как в масляных и газовых печах. Дровяные печи нужно заправлять вручную, а за огнем нужно ухаживать, а это означает, что они непрактичны, если вы хотите, чтобы дом отапливался во время вашего отсутствия в течение длительного периода времени. Поэтому дровяные печи часто являются частью комбинированной печи, в которой жидкотопливная или газовая горелка служит резервным источником тепла.
Обычные дровяные печи могут иметь AFUE от 45 до 55 процентов, в то время как современные модели могут достигать от 75 до 90 процентов.
Печи в промышленных условиях нагревают материалы с использованием топлива и дымовых газов. Материал может находиться в непосредственном контакте с топливом и его газами (доменные печи), в косвенном контакте с топливом, но все же в прямом контакте с газами (отражательные печи) или в косвенном контакте как с топливом, так и с газами (муфельные печи). Тем не менее, цель остается прежней — достижение высокого уровня тепла.
Одним из основных соображений при выборе промышленной печи обычно является диапазон рабочих температур, которые может обеспечить печь. Печи, достигающие более высоких температур, обычно стоят дороже. То, что вы ищете, — это печь, которая может эффективно и равномерно достигать необходимых вам температур.
Некоторые из наиболее распространенных типов печей, используемых для обработки металлов и материалов:
- Звонок
- Коробка
- Ковка
- Яма
- Закалка
- Поворотный
- Соляная ванна
- Закалка
- Вакуум
Подробнее об этом читайте ниже.
Колпаковые печи
Колпаковые печи представляют собой электрические, газовые или термические рециркуляционные системы отопления с подвижным сводом. Этот колпак печи можно часто поднимать во время процессов в вакууме или контролируемой атмосфере.
Колпаковые печииспользуются для отпуска, отжига, нормализации и снятия напряжений фасонных деталей из листовой стали. Это оборудование может использоваться с несколькими основаниями и по-прежнему обеспечивает надежную герметизацию. Эти печи (многосекционные или одинарные) используются для обработки рулонов, полос, листов, стержней и многого другого.
Ящичные печи
Используемые для термической обработки, кальцинирования, отверждения, предварительного нагрева, отпуска и других процессов, коробчатые печи оснащены вертикальными подъемными или распашными дверцами, изолирующими печь и обеспечивающими постоянное управление потоком воздуха.
Коробчатые печи, рассчитанные на тяжелые нагрузки, предназначены для загрузки с помощью вилочного погрузчика, роликового пода или других ручных процессов. Доступны газовая и электрическая версии. Ящичные печи, способные равномерно обрабатывать большие объемы материала, используются в лабораториях и на промышленных предприятиях.
Доступны газовая и электрическая версии. Ящичные печи, способные равномерно обрабатывать большие объемы материала, используются в лабораториях и на промышленных предприятиях.
Ковочные печи
Щелевые кузнечные печи, часто используемые для предварительного нагрева, напоминают печь для пиццы. Эти мартеновские печи передают тепло посредством излучения, чтобы довести металлы до температуры, при которой их можно ковать, или остановить процессы закалки.
Мощные кузнечные печи нагревают и разогревают большие стальные слитки, блюмы и детали. Эти печи также могут быть выполнены в стиле Forging Box. В некоторых из этих печей загрузка и разгрузка могут быть автоматизированы.
Шахтные печи
Шахтные печи, доступные в конфигурациях с газовым или электрическим обогревом, также известны как печи с верхней загрузкой. Предлагаемые во многих размерах шахтные печи нагреваются до различных температур в защищенной рабочей камере с контролируемой атмосферой. Эти печи часто используются в производстве деталей для автомобилей и самолетов, а также в машиностроении, ветроэнергетике и горнодобывающей промышленности.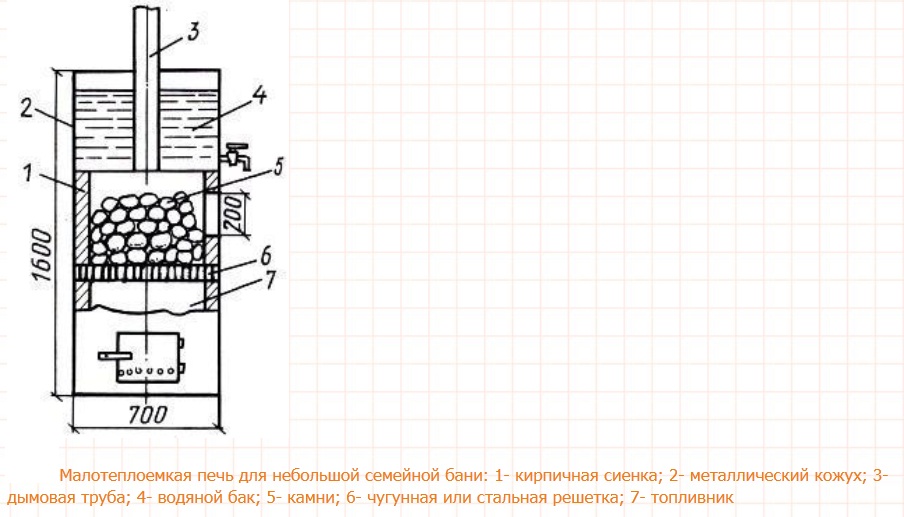
Закалочные печи
Закалочные печи имеют закрытую нагревательную камеру для предотвращения низкотемпературных процессов, таких как фазовые превращения. Контролируемое быстрое охлаждение печи затвердевает. Этот процесс в печи направлен на предотвращение неравномерного нагрева и перегрева, но метод отпуска может выполняться после закалки для повышения ударной вязкости.
Продукты, обрабатываемые в закалочных печах, могут включать зубчатые колеса, компоненты подшипников, крепежные детали, компоненты строительных и сельскохозяйственных машин. Закалочные печи бывают электрические и газовые.
Вращающиеся печи
Печи с вращающимся подомимеют футерованную печь, обычно сваренную из стали в форме бочки. Печь установлена на приводе, который вращает бочку на протяжении всей термообработки. Образец материала можно перемешать, наклонив печь во время вращения.
Высокая теплоэффективность и легкое повышение давления, эти печи обеспечивают равномерность нагрева и хороший контакт с материалом.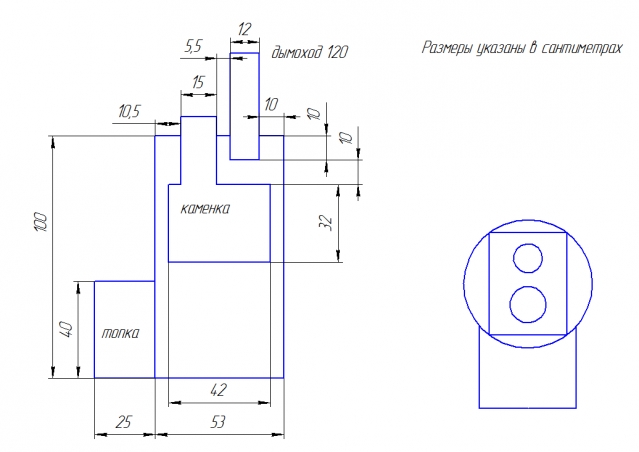 Внутренний источник тепла может быть газовым или электрическим, с потоком заглушенных дымовых газов часто противотоком. Области применения обычно включают прокаливание и окисление.
Внутренний источник тепла может быть газовым или электрическим, с потоком заглушенных дымовых газов часто противотоком. Области применения обычно включают прокаливание и окисление.
Печи для соляных ванн
Печи с соляной ванной используют высокие характеристики теплопередачи конвекции для достижения очень быстрого нагрева металлических деталей при термообработке, в 5 раз быстрее, чем в воздушных печах. Эти печи почти всегда электрические, поскольку электроды могут быть погружены непосредственно в расплавленную соль, хотя иногда используются электрические или газовые устройства с внешним нагревом. Температура ванны зависит от разновидностей используемых солей, которые обычно представляют собой смеси цианидов и смесей хлоридов, с возможными температурами 300-2350°F.
Печи с соляными ваннами используются для обработки быстрорежущей инструментальной стали и других кромочных инструментов, отжига никель-хромовых сплавов и нержавеющей стали, аустенитной и мартенситной закалки стали и т. д., а также для пайки других трудно поддающихся пайке деталей, таких как автомобильные радиаторы или для придания формы сплавам с памятью формы. Ванна окружает любую деталь неокисляющей атмосферой при погружении и покрывает ее слоем соли, защищающей при переходе на закалку.
Печи для соляных ванн обычно используют керамические или металлические горшки в зависимости от температуры, при которой они работают. Электроды обычно изготавливаются из мягкой или высокохромистой стали, опять же, в зависимости от требуемой температуры, и обычно имеют прямоугольные края, а не круглые, чтобы максимизировать магнитный поток. Электроды управляются через трансформатор с переключением ответвлений, так что мощность на них можно регулировать по мере их износа. Колебания температуры в печах с соляными ваннами, как правило, очень малы.
В зависимости от выбранных солей печи с соляными ваннами могут использоваться для нейтрального изменения температуры без воздействия на поверхности, для обработки поверхности с использованием солей для науглероживания или азотирования или для обычной очистки поверхности.
Закалочные печи
Предназначены для термической обработки изделий из черных металлов, закалочные печи повышают ударную вязкость. Термическая обработка некоторых высокопрочных материалов может повлиять на формирование сплава и поглощение энергии.
Для достижения наилучшего баланса прочности и эластичности печи отпуска часто используются в сочетании с печами закалки. Крайне важно, чтобы эти печи поддерживали одинаковые уровни температуры по всей камере для достижения желаемых характеристик материала. Как газовый, так и электрический тип нагрева этих печей обеспечивают косвенный контакт с топливом.
Вакуумные печи
Вакуумные печи используются во многих отраслях промышленности. Что отличает этот тип печи, так это вакуум, поддерживаемый в течение всего процесса нагрева для защиты нагретых стальных и металлических деталей. Печь может быть электрической или газовой с насосами, сохраняющими вакуум для предотвращения окисления, потери тепла или загрязнения.