 alexxlab
alexxlab КВТ Изолированные наконечники, разъемы, соединители
выбор наконечника для медного провода
Вопрос
Какой наконечник лучше выбрать для медного провода 2.5 мм²: ТМЛ или НКИ?
Ответ
Все зависит от того какой провод предполагается монтировать: одножильный или многожильный. В случае одножилки – НКИ не подойдет, поскольку он предназначен для монтажа только гибких многопроволочных жил. Наконечники ТМЛ могут использоваться как для гибких, так и для одножильных проводов. Хотя, если монтируется медный одножильный провод, нужно еще разобраться, нужен ли наконечник вообще!
Если провод гибкий, то ряд факторов свидетельствуют в пользу выбора наконечника кольцевого изолированного (НКИ):
— Наконечники НКИ сечением 2.5 мм² значительно дешевле наконечников ТМЛ по ГОСТ 7386-80
— Выбор вариантов крепежных отверстий под винт у наконечников НКИ шире, чем у ТМЛ: 4 против 2 позиций
— Помимо функции оконцевания провода, конструкция наконечников НКИ уже включает в себя изолирующую манжету, обеспечивающую непрерывный и безопасный изолирующий контур. В случае с ТМЛ, чтобы приблизиться к тому же результату – необходимо заранее продумать техническое решение и подготовить, например, термоусадочную трубку, которую затем необходимо будет усадить на хвостовик наконечника после опрессовки.
В случае с ТМЛ, чтобы приблизиться к тому же результату – необходимо заранее продумать техническое решение и подготовить, например, термоусадочную трубку, которую затем необходимо будет усадить на хвостовик наконечника после опрессовки.
— Наконечники НКИ производства «КВТ» представлены в двух ассортиментных линейках: с нейлоновой и ПВХ манжетой. Поэтому, при требованиях к эксплуатации в более широком температурном диапазоне, можно остановить выбор на наконечниках с нейлоновой манжетой. Это все равно будет дешевле, чем покупать ТМЛ.
— Установленные наконечники НКИ предполагают возможность послемонтажной инспекции по цифровому отпечатку на манжете (в том случае, если использовался инструмент торговой марки «КВТ»). Таким образом, можно определить правильность размера матриц, использованных для опрессовки. В случае с наконечниками ТМЛ, определить правильно ли была подобрана матрица, после опрессовки будет уже невозможно.
— Цветовая маркировка типоразмеров и общая эстетика смонтированной разводки также на стороне изолированных наконечников НКИ.
— В пользу рассмотрения линейки изолированных наконечников взамен неизолированных свидетельствует и тот факт, что помимо закрытой кольцевой конструкции могут быть рассмотрены также вилочные наконечники с винтовой фиксацией (тип НВИ).
герметичное соединение проводов
Вопрос
Как сделать соединение проводов герметичным?
Ответ
Самый простой и надежный способ добиться полностью герметичного соединения проводов — воспользоваться неизолированными гильзами под опрессовку и отрезками клеевой трубки ТТК с коэффициентом усадки 3:1 или 4:1. Именно таким способом подключаются водопогружные насосы и монтируются наиболее ответственные соединения, подверженные риску контакта с водой.
Краткое описание монтажа:
Зачистить изоляцию на проводах на величину равную ½ длины соединительной гильзы.
Отрезать кусок термоусаживаемой трубки с клеевым подслоем из расчета того, что заход усаженной трубки на изоляцию провода должен составлять не менее 2–3 см с каждой стороны. Следует также принимать во внимание возможную продольную усадку термоусаживаемой трубки.
Продеть отрезок трубки на один из концов провода и опрессовать гильзу на соединении проводов при помощи подходящего инструмента.
Надвинув клеевую трубку на место соединения — усадить ее при помощи температурного фена. Выступание расплавленного клеевого состава по краям трубки свидетельствует о герметичности соединения.
При необходимости 100% контроля полной герметизации поверх опрессованного соединения могут усаживаться 2 трубки с расплавляемым клеевым подслоем: основная и дополнительная, перекрывающая первую трубку.
Если сечение соединяемых многожильных проводов находится в диапазоне 0.5–6 мм² можно использовать соединительные изолированные гильзы в термоусаживаемом корпусе ГСИ-Т.

Кстати, если нужно добиться герметичного соединения проводов, состоящих из 2-х, 3-х, 4-х или 5-ти жил, то для соединения самих жил можно использовать обычные изолированные гильзы ГСИ в нейлоновом или ПВХ корпусе, а затем, поверх соединения усадить общую термоусаживаемую трубку с клеевым подслоем и коэффициентом 4:1.
обжим разъемов «мама»—«папа»
Вопрос
Можно ли обжимать виброустойчивые разъемы «мама»—«папа» тем же инструментом, что и стандартные разъемы?
Ответ
Матрицы и инструмент для обжима виброустойчивых разъемов ВРПИ-М и ВРПИ-П те же самые, что и для обжима стандартных разъемов РПИ-М и РПИ-П без дополнительной медной манжеты.
разъемы ВРПИ
Вопрос
Правильно ли я понимаю, что ВРПИ могут устанавливаться не только в условиях вибрации, но просто они лучше и их можно использовать везде взамен обычных разъемов «папа»—«мама»?
Ответ
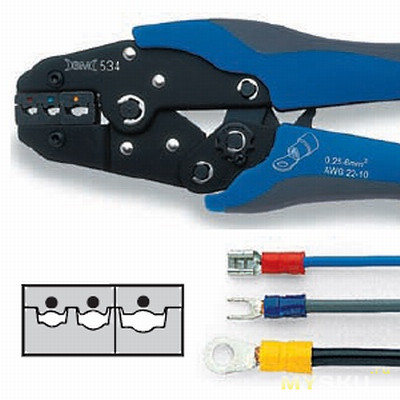
Абсолютно верно. Помимо качества вибростойкости, которое дает дополнительная медная манжета, она существенно увеличивает прочность соединения. Дело в том, что контактная часть разъемов «папа-мама» изготовлена из тонкой листовой латуни, толщиной всего 0.4 мм. Поэтому при обжиме разъемов, в отличие от ситуации с наконечниками, которые выполнены из меди толщиной от 0.8 до 1 мм, контактное соединение жилы провода с разъемом получается недостаточно надежным и прочным. По этой причине, все латунные разъемы представленные в ассортименте ведущих европейских и американских компаний в обязательном порядке имеют дополнительную медную манжету.
Помимо качества вибростойкости, которое дает дополнительная медная манжета, она существенно увеличивает прочность соединения. Дело в том, что контактная часть разъемов «папа-мама» изготовлена из тонкой листовой латуни, толщиной всего 0.4 мм. Поэтому при обжиме разъемов, в отличие от ситуации с наконечниками, которые выполнены из меди толщиной от 0.8 до 1 мм, контактное соединение жилы провода с разъемом получается недостаточно надежным и прочным. По этой причине, все латунные разъемы представленные в ассортименте ведущих европейских и американских компаний в обязательном порядке имеют дополнительную медную манжету.
монтаж ответвлений от проводов
Вопрос
Как можно смонтировать ответвление от проводов?
Ответ
Если ответвление необходимо смонтировать без разрезания самого провода, то есть смысл воспользоваться ответвителями прокалывающего типа ОВ или ОВ-Т. Дополнительная привлекательность нейлонового ответвителя ОВ-Т, заключается в том, что после монтажа не обязательно сразу подключать провод ответвления. Это можно сделать в любой момент, поскольку провод ответвления оконцовывается быстроразъемным коннектором РПИ-П(н). При монтаже ответвителей ОВ провод ответвления устанавливается и монтируется одновременно.
Дополнительная привлекательность нейлонового ответвителя ОВ-Т, заключается в том, что после монтажа не обязательно сразу подключать провод ответвления. Это можно сделать в любой момент, поскольку провод ответвления оконцовывается быстроразъемным коннектором РПИ-П(н). При монтаже ответвителей ОВ провод ответвления устанавливается и монтируется одновременно.
выбор изолированных гильз
Вопрос
Есть ли разница при выборе изолированных гильз в нейлоновом или ПВХ корпусе для соединения проводов?
Ответ
Принципиальной разницы нет. Контактная часть та же самая: цельная, бесшовная медная трубка со стопорной перегородкой по центру. Различия только в материале корпуса: нейлон или ПВХ. В сравнении с ПВХ нейлон является более термоустойчивым материалом и, поскольку корпус нейлоновых гильз полупрозрачный, – есть возможность визуального контроля за глубиной захода жилы. Это позволяет делать меньше ошибок при определении длины снятия изоляции. В остальном – дело вкуса.
Это позволяет делать меньше ошибок при определении длины снятия изоляции. В остальном – дело вкуса.
флажковые разъемы РФИ-М(н)
Вопрос
В каких случаях следует использовать флажковые разъемы РФИ-М(н)?
Ответ
Флажковые разъемы предназначены для тех конструкций и устройств, которые уже имеют встроенные выходы типа «папа» шириной 6.3 мм. полностью изолированный корпус флажковых разъемов при подключении к плоским ножевым клеммам «папа» полностью закрывает и изолирует контактные соединения. Флажковые разъемы хороши там, где требуется структурированная организованная подводка проводов к клеммному блоку, и в тех местах, где свободное пространство ограничено.
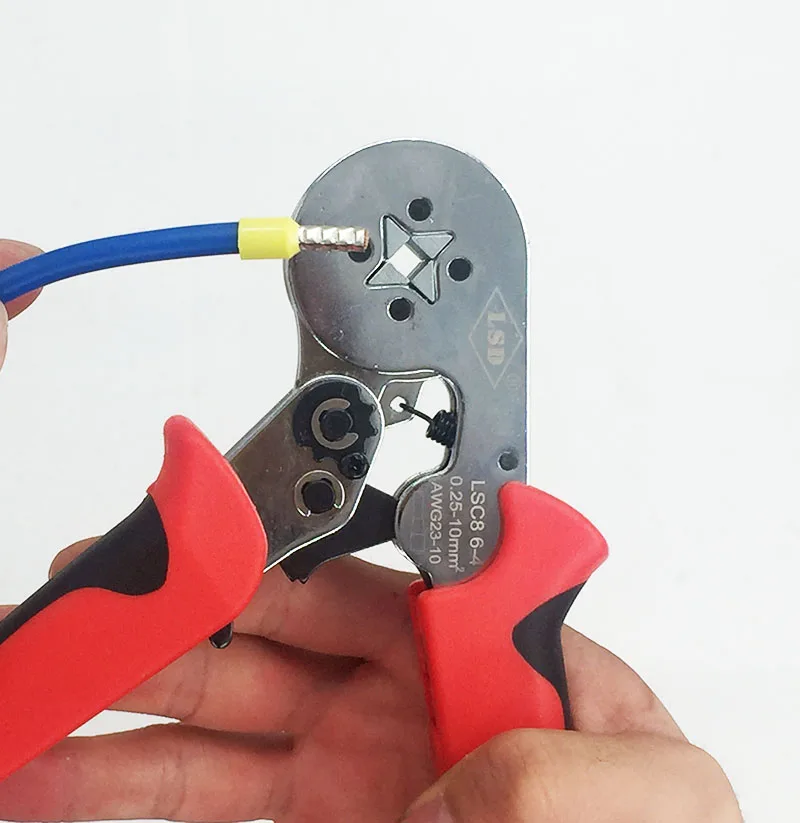
подключение проводов к наконечникам НКИ
Вопрос
Можно ли подключить к наконечникам НКИ два провода одновременно?
Ответ
Теоретически это было бы возможно, если бы не изолирующая концевая манжета. Например, к НКИ с желтой манжетой можно было бы подключить одновременно 2 провода по 1. 5 мм² или 2 провода по 2.5 мм². Однако, размер изолирующей манжеты ставит «крест» на таких фантазиях. Тем не менее, пытливый ум всегда найдет решение. Например, два кольцевых наконечника могут быть «спарены» зеркально друг к другу на самом крепежном винте 🙂
5 мм² или 2 провода по 2.5 мм². Однако, размер изолирующей манжеты ставит «крест» на таких фантазиях. Тем не менее, пытливый ум всегда найдет решение. Например, два кольцевых наконечника могут быть «спарены» зеркально друг к другу на самом крепежном винте 🙂
использование РП-М и РП-П
Вопрос
В каких случаях можно использовать разъемы РП-М?
Ответ
Главной особенностью неизолированных разъёмов РП-М и РП-П является то, что обжим провода при монтаже происходит сразу в 2 местах: на зачищенной жиле и вокруг изоляции провода. В результате получается очень качественное, прочное и абсолютно виброустойчивое соединение с проводом. Это позволяет использовать данный тип наконечников везде, где требуется:
— повышенная надёжность соединения
— вибростойкость (например, в подвижном составе, вблизи моторных блоков и т.п.)
монтаж изолированных наконечников
Вопрос
Есть ли какие-нибудь нюансы монтажа изолированных наконечников?
Ответ
Нюансов хватает в любом маломальском деле! Смотри основные моменты в рекомендациях по монтажу изолированных наконечников.
/faq/post_question/2943/
кольцевой трубчатый; M14; 16мм2; обжим; на провод производства OUNEVA VA01-0133
-
Производитель
OUNEVA
-
Тип наконечника
ring tube
-
Механический монтаж
на провод
-
Электрический монтаж
обжим
-
Отверстие под винт диаметром
M14
-
Сечение провода
16мм<sup>2</sup> -
Покрытие контакта
луженые
-
Материал контакта
-
Внутренний диаметр
14мм
-
Длина
43,5мм
-
Вес
10.
 295g
295g
Бесплатная доставка
заказов от 5000 ₽
Доставим прямо в руки или в ближайший пункт выдачи
Эволюция обжима гидравлических шлангов
Гидравлические обжимные станки для шлангов, от скромных ручных инструментов до машин с поддержкой Интернета вещей, являются важным элементом оборудования, с которым должен разбираться любой пользователь, работающий с гидравлическими средами.
Джош Косфорд, ответственный редактор
Трудно найти кого-нибудь в этой отрасли гидравлики, кто никогда не занимался сборкой гидравлических шлангов. Техники-гидравлики зарабатывают себе на жизнь изготовлением сантехники различной конфигурации. Тем не менее, даже дизайнеры и инженеры, вероятно, запачкали руки в школе на вводном уроке по этому предмету. Чаще всего профессионалы в области гидроэнергетики нарезают зубы в местном магазине шлангов, прежде чем перейти к дистрибьютору или производителю. Тем не менее, многие из вас, читающие сейчас это, знакомы с методами, используемыми для обжима гидравлического шланга.
Чаще всего профессионалы в области гидроэнергетики нарезают зубы в местном магазине шлангов, прежде чем перейти к дистрибьютору или производителю. Тем не менее, многие из вас, читающие сейчас это, знакомы с методами, используемыми для обжима гидравлического шланга.
Как и следовало ожидать, оборудование для обжима шлангов возникло в скромных условиях. С этим справится любая машина, способная оказывать радиальное усилие на внешний диаметр наконечника на конце шланга. На ранних этапах проектирования инженеры использовали преимущества конуса и гнезда для обжимных матриц, которые до сих пор пользуются наибольшей популярностью. Цанга действует как седло, и когда она упирается в конусовидную форму штампов, штампы вдавливаются внутрь (см. рис. 1).
Первыми появились ручные опрессовки
Пока можно было нажимать на плашки или цанги для достижения желаемого вектора внутренней силы, коническая форма дает механическое преимущество, помогающее сжимать концевую муфту шланга. Первая технология обжима шлангов использовала старую добрую человеческую силу для достижения желаемого результата. Ранние обжимные прессы работали, поворачивая большую Т-образную рукоятку, вращая крепежный винт через неподвижную головку, прижимая конец к набору штампов, состоящему из двух частей.
Первая технология обжима шлангов использовала старую добрую человеческую силу для достижения желаемого результата. Ранние обжимные прессы работали, поворачивая большую Т-образную рукоятку, вращая крепежный винт через неподвижную головку, прижимая конец к набору штампов, состоящему из двух частей.
В случае этих переносных ручных обжимных прессов матрицы перемещаются вниз по неподвижной цанге, а по мере движения вниз они также сжимаются внутрь. Техник должен осторожно держать конец шланга одной рукой, а другой рукой вращать ручку. После того, как плашки схватятся за фитинг достаточно крепко, техник обеими руками нажимает на обжимной инструмент до тех пор, пока он не упрется в дно. Крайне важно использовать только те гребенки и наконечники шлангов, которые подходят для конкретной области применения.
Эти портативные устройства с ручным управлением не предлагают такой же технологии автоматического определения диаметра обжима, как новые системы, использующие микрометры. Вы просто зажимаете устройство до тех пор, пока матрица, состоящая из двух частей, не достигнет нижней точки, и надеетесь, что вы достигнете своей спецификации обжима. Измерение обжима по-прежнему дает техническому специалисту подтверждение того, что обжим находится в пределах спецификации, но им необходимо полагаться на свой опыт работы с устройством для получения неизменно точных результатов. Я также должен упомянуть, что многие техники до сих пор используют портативные ручные обжимные машины.
Измерение обжима по-прежнему дает техническому специалисту подтверждение того, что обжим находится в пределах спецификации, но им необходимо полагаться на свой опыт работы с устройством для получения неизменно точных результатов. Я также должен упомянуть, что многие техники до сих пор используют портативные ручные обжимные машины.
Гидравлика увеличивает скорость и мощность
Что-то приятное в машине для обжима шлангов с гидравлическим приводом. Полностью электрическая машина просто неуместна, как гамбургер без мяса или Mazda Miata с автоматической коробкой передач. Добавление гидравлической мощности к обжимной машине дало техническому специалисту более быстрый и мощный метод обжима концов шлангов. Цанга на гидравлическом обжимном станке представляет собой кольцевой гидравлический цилиндр. В некоторых случаях на такое кольцевое кольцо давит два цилиндра. Сила, создаваемая цилиндрами, толкает либо цанги, либо плашки, заставляя последние сжиматься на конце шланга с большим усилием.
В некоторых случаях на такое кольцевое кольцо давит два цилиндра. Сила, создаваемая цилиндрами, толкает либо цанги, либо плашки, заставляя последние сжиматься на конце шланга с большим усилием.
Основной трудностью первых обжимных станков было отсутствие универсальности. Используемые штампы были специфичны для конца шланга, что побуждало технического специалиста или магазин шлангов использовать только продукты одного и того же производителя. Если мастерская хотела использовать различные шланги и наконечники, метод изменения диаметра обжима должен был обеспечивать вариабельность наружного диаметра обжима, но при этом обеспечивать точность до тысячных долей дюйма.
Вместо того, чтобы ограничивать техников штампами фиксированного диаметра, вместо этого предлагаем штампы, способные работать с диапазоном внутренних диаметров, что позволяет использовать различные типы и размеры сборок. Вместо точного диаметра, скажем, 0,733 дюйма, штампы теперь предлагают диапазон, например, от 0,700 до 0,788 дюйма. То, что раньше могло обжимать только конец шланга ½ дюйма, теперь может обжимать 1- и 2-проводные шланги от 3/8 до ½ дюйма 9.0005
То, что раньше могло обжимать только конец шланга ½ дюйма, теперь может обжимать 1- и 2-проводные шланги от 3/8 до ½ дюйма 9.0005
Матрицы, разработанные для работы с переменным диаметром, конечно же, представляют собой проблему точности. Матрицы могут достигать нижнего предела только при наименьшей настройке, что не всегда может быть полезно для любого шланга или фитинга, предлагаемого магазином. Разработчикам обжимных машин пришлось разработать метод, позволяющий точно останавливать процедуру обжима до нужного размера. Ни один техник не обладает достаточным опытом, чтобы остановить гидравлический насос на ощупь с точностью 0,002 дюйма или лучше.
Точный и воспроизводимый
Установка регулируемого концевого выключателя стала наиболее точным и воспроизводимым решением для регулируемого комплекта штампов. Регулируемый микрометр, прикрепленный к концевому выключателю, позволяет технику установить глубину концевого выключателя с точностью до тысячной доли дюйма или меньше.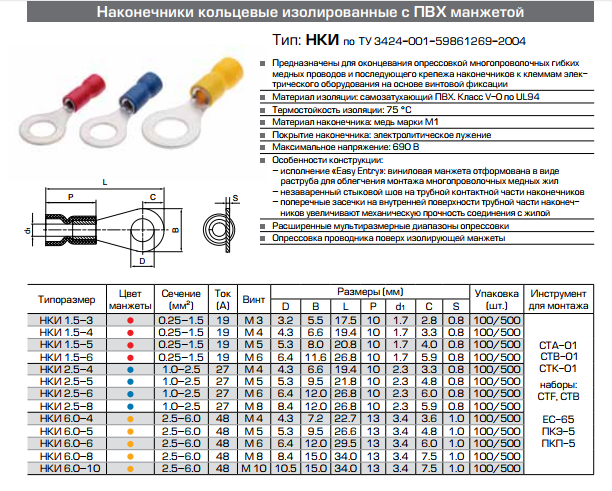 Когда обжимной привод контактирует с концевым выключателем, насос автоматически останавливается. Пока микрометр откалиброван, диаметр обжима является точным и точным для каждой отдельной операции.
Когда обжимной привод контактирует с концевым выключателем, насос автоматически останавливается. Пока микрометр откалиброван, диаметр обжима является точным и точным для каждой отдельной операции.
Гидравлические обжимные станки, использующие микрометр, были стандартом на протяжении десятилетий, предлагая точное управление, чтобы сделать сборку шланга быстрой и простой. Большая часть достижений до недавнего времени заключалась в повышении практичности машины. Двухступенчатые гидравлические насосы обеспечивали техническому специалисту быстрое перемещение штампа до тех пор, пока не было достигнуто давление зажима, где ступени переключались на меньший насос высокого давления для максимального усилия.
Удобные системы хранения штампов, обеспечивающие быструю и точную смену инструментов, также ускорили темпы смены размеров в загруженных мастерских по производству шлангов. Загрузчик наборов штампов позволил техническому специалисту легко вытащить штампы из их держателя, где они вставляются в обжимной станок, прежде чем зажать их на месте. Аккуратные системы хранения и замены штампов, столь широко распространенные сегодня, победили старую привычку просеивать ящики или корзины, где каждый штамп любого размера смешивался с какой-либо неорганизованностью.
Аккуратные системы хранения и замены штампов, столь широко распространенные сегодня, победили старую привычку просеивать ящики или корзины, где каждый штамп любого размера смешивался с какой-либо неорганизованностью.
Электронное управление
Подобно тому, как вся остальная промышленность перешла на электронное управление, то же произошло и с машиной для обжима шлангов. Некоторым техническим специалистам было трудно читать и настраивать традиционный циферблатный микрометр, и он часто не калибровался. Датчики линейного положения заменили концевые выключатели, а затем возможность регулировки стала цифровой. Небольшой ЖК-экран показывает настройку обжима, что повышает точность и снижает вероятность ошибки. Точность линейного преобразователя практически гарантирует идеальные, воспроизводимые обжимы.
 Эти технологические достижения защищают операции обжима и избавляют от догадок при выполнении операций обжима.
Эти технологические достижения защищают операции обжима и избавляют от догадок при выполнении операций обжима. Некоторые производители оборудования для сборки гидравлических шлангов выпустили полуавтоматические станции сборки шлангов. Одна такая машина требует только, чтобы оператор загружал детали в машину. Оператор загружает стержни и наконечники отдельно, по два за раз, а затем вставляет концы шланга в машину. Оператор запускает последовательность, которая вставляет стержни в предварительно обрезанные концы шланга вместе с наконечниками.
Оператор разжимает шланг в сборе и, если он достаточно длинный, одновременно вставляет каждый конец в автоматический обжимной инструмент. Мгновение спустя техник вытаскивает шланг в сборе. Если длины шланга недостаточно, чтобы перекрыть зазор и два отверстия, концы делаются по отдельности, но параллельно. Функции вставки и обжима завершены, пока техник работает над противоположной операцией. Эта машина, способная производить двести полных шлангов в сборе в час, быстро окупает вложенные средства.
Обжимные станки становятся умнее
Промышленный мир продолжает находить новые и творческие способы использования концепций Индустрии 4.0, и технология обжима шлангов не является исключением. Оживленные магазины шлангов требуют скорости и универсальности, поэтому у них остается мало времени на просмотр каталогов в поисках спецификаций обжима. Многие ведущие производители обжимных станков предлагают высококачественные машины с сенсорным экраном HMI, использующие беспроводную связь с базой данных производителя.
Эта система может не впечатлить техника, который запомнил характеристики обжима для своих стандартных сборок 100R1 или 100R2. Но когда их попросят обжать различные сборки термопластичных шлангов, обернутых в нержавеющую сталь, они будут в восторге, узнав, что необходимая информация о штампе появляется на сенсорном экране. Быстрый выбор шланга, размера штриха и стержня приводит к легкодоступным спецификациям обжима, заполненным прямо в настройках обжимного устройства.
Так же, как и гидроэнергетика в целом, технология обжима будет продолжать развиваться. Ожидайте, что дополненная реальность визуально идентифицирует шланг и фитинги, например, с помощью QR-кодов, а затем автоматически заполнит спецификации обжима. Ожидается, что технология обжима гидравлических шлангов станет более универсальной, производительной и простой в обслуживании.
Кольцевые фрезы и фрезы | Твердосплавный и алмазный инструмент
Дополнительные продукты можно найти на сайте нашего магазина www.cdt1.com
- Домашняя
- Режущие инструменты
- Кольцевые фрезы и магнитная дрель
 org/ListItem»> Кольцевые фрезы, фрезы, сверла, штифты, метчики
org/ListItem»> Кольцевые фрезы, фрезы, сверла, штифты, метчики
- Кольцевые фрезы с глубиной резания 1-3\4 дюйма — быстрорежущая сталь и кобальт
- 2 — 2-3\16-дюймовая глубина резания кольцевых фрез
- 2-3\16-дюймовая глубина резания кольцевых фрез
- Кольцевые фрезы с глубиной резания 3\4 дюйма
- Кольцевые фрезы с глубиной резания 6 дюймов КОЛЬЦЕВЫЕ РЕЗКИ С ГЛУБИНОЙ РЕЗКИ 6 ДЮЙМОВ
- Наборы кольцевых фрез КОЛЬЦЕВЫЕ РЕЗКИ С ГЛУБИНОЙ РЕЗКИ 6 ДЮЙМОВ
- Направляющие штифты для кольцевых фрез КОЛЬЦЕВЫЕ РЕЗКИ С ГЛУБИНОЙ РЕЗКИ 6 ДЮЙМОВ
- Наборы кольцевых фрез
- Зенковки для сверл Mag
- Спиральные сверла для кольцевых фрез
- Кольцевые фрезы с глубиной резания 3/4 дюйма
- Кольцевые фрезы с глубиной резания 1 дюйм – быстрорежущая сталь и кобальт
- 1,375 / 1-3/8 дюйма глубина резания кольцевых фрез
- Кольцевые фрезы с глубиной резания 1-3/4 дюйма – быстрорежущая сталь и кобальт
- 2 — 2-3/16-дюймовая глубина резания кольцевых фрез
- Кольцевые фрезы с глубиной резания 3 дюйма
- Кольцевые фрезы глубиной 4 дюйма
- Кольцевые фрезы с глубиной резания 6 дюймов
- Кольцевые фрезы с глубиной резания 8 дюймов
- Секция кольцевой фрезы стопки с твердосплавными наконечниками
- Направляющие штифты для кольцевых фрез
20 градусов на сторону, 40 градусов в комплекте R.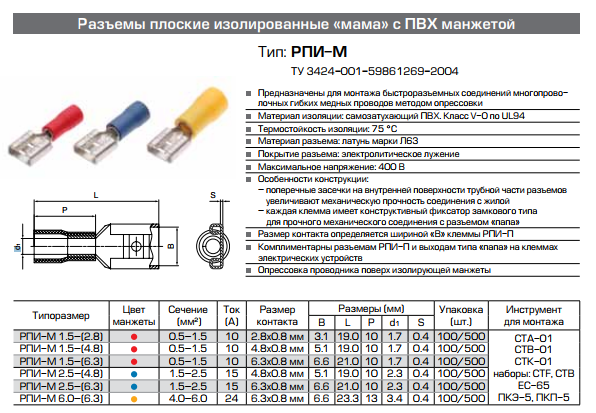 315, диаметр 1,715, 1,75 LOC 3/4 x 2-1/2 Weldon хвостовик с твердосплавным наконечником ID 6482- CST175-40
315, диаметр 1,715, 1,75 LOC 3/4 x 2-1/2 Weldon хвостовик с твердосплавным наконечником ID 6482- CST175-40
1002,09 долл. США
В наличии до 6-8 дней завершить и отправить
Подробности
Спиральное сверло с хвостовиком Weldon 3/4 дюйма для магнитных сверл, диаметр сверла 1/4, 5/16, 3/8, 7/16, 1/2, 9/16 дюйма ID 14529-
$32,70USDUSD
В наличии
Выберите параметры
41 На каждую сторону 82 градуса Включенный угол 2,57 Макс. внутренний диаметр, 0,875 хвостовик Weldon x 3/4 Сменная твердосплавная зенковка для магнитной дрели ID 423443-8PC-875PL
899,99 долларов США
На складе 7-14 рабочих дней
Подробности
41 на сторону 82 градуса Включенный угол 2,57 макс. внутренний диаметр, хвостовик 1,563 x 3/4 Weldon со сменными твердосплавными зенковками для магнитной дрели ID 4223-17-11-28-010
899,99 долл. США
В наличии 7-14 рабочих дней
5
25
25 25
2
Подробности
45 с каждой стороны, 90 градусов с угловой зенковкой 3/4 Хвостовик Weldon для сверл Mag 1, 1-1/4, 1-1/2, диаметр 2 дюйма — ID: 3374-
59,99 долл.