 alexxlab
alexxlab Класс прочности болтов — ГОСТ 7798-70, маркировка, виды, обозначение
- Важность правильного выбора крепежа
- Классы прочности резьбовых крепежных изделий
- Маркировка болтов по классу их прочности
- Особенности соединения с помощью резьбы
- Виды резьбового крепления
- Как правильно затягивать и откручивать болт
Крепежные элементы, представленные на современном рынке в большом разнообразии, используются как для простого соединения элементов различных конструкций, так и для увеличения их надежности и способности переносить значительные нагрузки. От того, для каких целей планируется использовать эти элементы, зависит класс прочности болтов, которые необходимо выбрать.
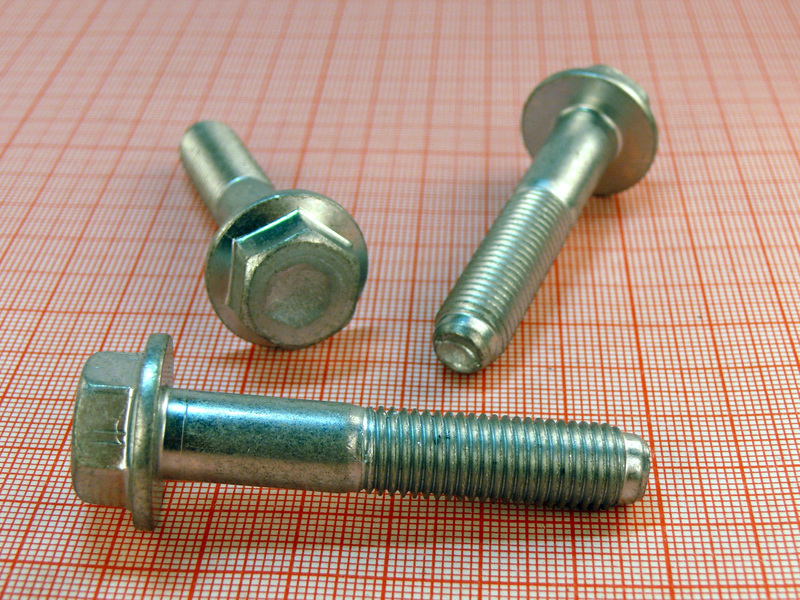
Болт шестигранный оцинкованный с гайкой
Важность правильного выбора крепежа
Болты, выпускаемые современной промышленностью, могут значительно отличаться по классам своей прочности, что зависит преимущественно от марки стали, которая была использована для их изготовления. Именно поэтому выбирать болты, соответствующие тому или иному классу, следует исходя из того, для решения каких задач их планируется использовать.
Именно поэтому выбирать болты, соответствующие тому или иному классу, следует исходя из того, для решения каких задач их планируется использовать.
К примеру, для соединения элементов легкой ненагруженной конструкции подойдут болты более низкого класса прочности, а для крепления ответственных конструкций, эксплуатирующихся под значительными нагрузками, необходимы высокопрочные изделия. Наиболее примечательными из таких конструкций являются башенные и козловые краны, соответственно, болты, отличающиеся самой высокой прочностью, стали называть «крановыми». Характеристики таких крепежных элементов, используемых для соединения элементов самых ответственных конструкций, регламентируются требованиями ГОСТ 7817-70. Такие болты делают из высокопрочных сортов стали, что также оговаривается в нормативном документе.
Крепежные элементы, как известно, бывают нескольких видов: болты, гайки, винты, шпильки.
Классы прочности резьбовых крепежных изделий
Класс прочности гаек, винтов, болтов и шпилек определен их механическими свойствами. По ГОСТ 1759.4-87 (ISO 898.1-78) предусмотрено разделение крепежных элементов по классам их прочности на 11 категорий: 3.6; 4.6; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9.
Правила расшифровки класса прочности болтов достаточно просты. Если первую цифру обозначения умножить на 100, то можно узнать номинальное временное сопротивление или предел прочности материала на растяжение (Н/мм2), которому соответствует изделие. К примеру, болт класса прочности 10.9 будет иметь прочность на растяжение 10/0,01 = 1000 Н/мм
Умножив второе число, стоящее после точки, на 10, можно определить, как соотносится предел текучести (такое напряжение, при котором у материала начинается пластическая деформация) к временному сопротивлению или к пределу прочности на растяжение (выражается в процентах). Например, у болта класса 9.8 минимальный предел текучести составляет 8 × 10 = 80%.
Например, у болта класса 9.8 минимальный предел текучести составляет 8 × 10 = 80%.
Болт с цилиндрической головкой и внутренним шестигранником
Предел текучести – это такое значение нагрузки, при превышении которой в материале начинаются не подлежащие восстановлению деформации. При расчете нагрузок, которые будут воздействовать на резьбовой крепеж, закладывается двух- или даже трехкратный запас от предела текучести.
Высокопрочные болты, временное сопротивление у которых равно или больше 800 МПа, используются не только для крепления элементов крановых конструкций, но и при строительстве мостов, при производстве сельскохозяйственной техники, в железнодорожных соединениях и для решения ряда других задач. Высокопрочные болты соответствуют классу 8.8 и выше, а гайки — 8.0 и выше.
Параметром, который определяет, какой класс прочности будет у болтов, является не только марка стали, но и технология, по которой они изготовлены. Болты, относящиеся к категории высокопрочных, преимущественно изготавливаются по технологии высадки (холодной и горячей), резьбу на них формируют накаткой на специальном автомате. После изготовления они подвергаются термообработке, затем на них наносится специальное покрытие.
После изготовления они подвергаются термообработке, затем на них наносится специальное покрытие.
Болт с шестигранной головкой и фланцем
Автоматы по холодной и горячей высадке, на которых изготавливаются болты высоких классов прочности, могут быть различных марок, некоторые модели позволяют производить от 100 до 200 изделий в минуту. Сырьем для производства является проволока из низкоуглеродистой и легированной стали, содержание углерода в которой не превышает 0,4%.
Основными марками стали, используемыми для производства таких крепежных элементов, являются 10КП, 20КП, 10, 20, 35, 20Г2Р, 65Г, 40Х. Требуемые механические свойства этим высокопрочным болтам придаются и при помощи термической обработки, проводимой в электропечах, в которых создается специальная защитная среда (с ее помощью удается избежать обезуглероживания стали).
Разные типы болтов изготавливаются и из углеродистой стали, при этом получаются изделия, относящиеся к разным классам прочности. Применяя различные технологии изготовления и термическую обработку (закалку), из одной марки стали можно получать болты, относящиеся к разным классам прочности.
Применяя различные технологии изготовления и термическую обработку (закалку), из одной марки стали можно получать болты, относящиеся к разным классам прочности.
Рассмотрим, к примеру, сталь 35, из которой можно изготовить болты следующих классов прочности:
- 5.6 — болты изготавливают на токарных или фрезерных станках методом точения;
- 6.6 и 6.8 — такие крепежные элементы изготавливают по технологии объемной штамповки, для чего используют высадочные прессы;
- 8.8 — такой класс прочности можно получить, если подвергнуть болты закалке.
Основные марки стали, применяемые при производстве болтов
Приведенная таблица позволяет ознакомиться с наиболее популярными марками сталей, используемыми для производства крепежных изделий. Если к характеристикам последних предъявляются особые требования, то в качестве материала изготовления выступают и другие марки сталей.
Классификация болтов, относящихся к категории высокопрочных, включает в себя узкоспециализированные изделия, используемые в отдельных отраслях промышленности.
Так, требования к высокопрочным болтам, головка «под ключ» у которых имеет увеличенные размеры, используемым при возведении мостов, оговариваются советским ГОСТ 22353-77 (ГОСТ Р 52644-2006 — российский стандарт). Прочность, указанная в этих нормативных документах, соответствует временному сопротивлению на разрыв (кгс/см2). Фактически этот показатель соответствует границам прочности.
Классификация болтов узкоспециализированного назначения также подразумевает их разделение по вариантам исполнения. Так, различают следующие категории болтов.
- Виды болтов с исполнением «У», которые могут эксплуатироваться при температурах, доходящих до –40 градусов Цельсия. Что важно, буква «У» не указывается в обозначении таких изделий.
- Изделия с исполнением «ХЛ», которые могут использоваться в еще более жестких температурных условиях: от –40 до –65 градусов Цельсия.
 В обозначении таких изделий указывается класс их прочности, после которого следуют буквы «ХЛ».
В обозначении таких изделий указывается класс их прочности, после которого следуют буквы «ХЛ».
Параметры высокопрочных болтов
В таблице указаны параметры, которым соответствуют высокопрочные болты. Для того чтобы изготовить крепежные элементы с еще более высокими прочностными характеристиками, используются следующие сорта сталей: 30Х3МФ, 30Х2АФ, 30Х2НМФА.
Маркировка болтов по классу их прочности
Система маркировки болтов, значение которой можно посмотреть в специальных таблицах, чтобы определить, какой именно тип крепежа вам подойдет, разработана Международной организацией по стандартизации (ISO). Все стандарты, разработанные в советское время, а также современные российские нормативные документы, основываются на принципах данной системы.
Обязательной маркировке подлежат болты и винты, диаметр которых составляет более 6 мм. На крепежные изделия меньшего диаметра маркировка наносится по желанию производителя.
Маркировка не наносится на винты, имеющие крестообразный или прямой шлиц, а изделия, имеющие шестигранный шлиц и любую форму головки, маркируются обязательно.
Не подлежат обязательной маркировке также нештампованные болты и винты, которые изготовлены точением или резанием. Маркировка на такие изделия наносится только в том случае, когда этого требует заказчик подобной продукции.
Стандартное расположение маркировки на болтах
Местом, на которое наносится маркировка болта или винта, является торцевая или боковая часть их головки. В том случае, если для этой цели выбрана боковая часть крепежного изделия, маркировка должна наноситься углубленными знаками. Выпуклая маркировка по высоте не должна превышать:
- 0,1 мм – для болтов и винтов, диаметр резьбы которых не превышает 8 мм;
- 0,2 мм – для крепежных изделий, диаметр резьбы которых находится в интервале 8–12 мм;
- 0,3 мм – для болтов и винтов с диаметром резьбы больше 12 мм.

Геометрию различных видов резьбового крепежа регламентируют отдельные ГОСТы. В качестве примера можно рассмотреть изделия, выпускаемые по ГОСТ 7798-70. Такие болты с головкой шестигранного типа, относящиеся к категории изделий нормальной точности, активно используются в различных сферах деятельности.
ГОСТ 7798-70 оговаривает как технические характеристики таких болтов, так и их геометрические параметры. С материалами ГОСТ 7798-70 можно ознакомиться ниже.
Особенности соединения с помощью резьбы
- Надежность за счет использования специальной метрической резьбы и универсальности профиля. Многочисленные исследования подтверждают, что при правильно выбранном классе прочности болта, а также моменте затяжки такое соединение выдерживает большие нагрузки, а также надежно защищено от самооткручивания.
- Выдерживание поперечных и осевых нагрузок. Изготовленные из специальных марок стали, болты хорошо противодействуют нагрузкам в любом направлении.

- Несложный монтаж и демонтаж конструкций. Несмотря на то, что спустя некоторое время открутить резьбовое соединение бывает непросто (из-за коррозии металла), с помощью специальных растворителей это сделать вполне реально.
- Небольшая стоимость работ, которая значительно ниже затрат на сварку. Многие конструкции возводятся сегодня с использованием болтов, поскольку это требует меньше времени и сил.
Нужно отметить, что небольшим недостатком резьбового соединения можно считать сильную концентрацию напряжения в месте впадины профиля самой резьбы. По этой причине маркировка болта должна быть подобрана правильно, в точном соответствии с нагрузкой, которую испытывает деталь. Это позволит уменьшить риск как самооткручивания при слабой затяжке, так и разрыва гайки / срезания резьбы вследствие экстремального напряжения.
Болт лемешный с потайной головкой
Не нужно забывать, что сегодня также активно применяются всевозможные средства стопорения, включая контргайки и пружинные шайбы.
Виды резьбового крепления
Для выполнения резьбового соединения нужны как минимум две детали, одна из которых имеет наружную, а другая – внутреннюю резьбу. Существует несколько конструкционных разновидностей резьбы.
Болтовое
В соединяемых деталях сверлятся сквозные отверстия, после чего вовнутрь вставляется болт, который затягивается с другой стороны гайкой.
Винтовое
В таком типе соединения роль гайки выполняет сама деталь, в которой предварительно высверливается отверстие, затем наносится резьба, после чего с помощью болта или винта крепится другая деталь. Если применять саморезы, то сверлить предварительное отверстие не обязательно, поскольку деталь при закручивании сама автоматически делает резьбу.
С помощью шпилек
Один конец такой шпильки вворачивается в узловую деталь, а на второй специальным образом накручивается подходящая гайка.
Шпилька с ввинчиваемым концом
Как правильно затягивать и откручивать болт
Чаще всего при затяжке болтовых соединений на различных конструкциях в домашнем хозяйстве используются обычные гаечные ключи – торцевые, рожковые и накидные. Однако в таком случае точно определить момент затяжки тяжело, поэтому в промышленном производстве и ремонтных мастерских опытные слесари применяют специальные динамометрические ключи или пневматические гайковерты, главное достоинство которых – возможность выставлять требуемый уровень затяжки, зависящий от типа механизма.
Однако в таком случае точно определить момент затяжки тяжело, поэтому в промышленном производстве и ремонтных мастерских опытные слесари применяют специальные динамометрические ключи или пневматические гайковерты, главное достоинство которых – возможность выставлять требуемый уровень затяжки, зависящий от типа механизма.
Чтобы открутить болт, используют те же самые ключи, однако в старых конструкциях чаще всего болты сильно «прикипают» к гайке из-за коррозии. Для безопасного откручивания применяют несколько простых способов:
- использование проникающей смазки WD-40 аэрозольного типа;
- небольшое постукивание по ржавому болту молотком для разрушения ржавчины в профиле резьбового соединения;
- небольшой проворот гайки в сторону закручивания (всего на несколько градусов).
Резьбовые соединения применяются во многих конструкциях и механизмах, поскольку на практике доказали свою высокую надежность и эффективность.Правильно подобранный тип болта, закрученный на требуемый момент затяжки, способен справляться с нагрузкой на протяжении всего срока эксплуатации механизма.
Классы прочности. Маркировка прочности крепежа. Из какой стали изготовлены Болты, Винты, Шпильки, Гайки. Статьи компании «ООО «ТАНТАЛ»»
Стали і міцність кріпленняМашинобудівний кріплення може мати різне призначення і виконувати найрізноманітніші завдання — від простого формування цілісності конструкції до сприйняття основної несучої силового навантаження на конструкцію. Чим більше навантаження на кріплення, тим більш високою міцністю він повинен володіти.
Залежно від призначення і галузі застосування кріплення виготовляють різних класів міцності, відповідно з різних марок сталей. Немає ніякої потреби використовувати високоміцні болти для кріплення, скажімо, козирка на кіоску, і навпаки — зовсім неприпустимо використовувати болти звичайного, низького, класу міцності у відповідальних конструкціях баштових або козлових кранів — тут застосовуються виключно високоміцні болти по ГОСТ 7817-70 — звідси і народна назва таких болтів «кранові болти». Бажання заощадити і використовувати звичайні болти — дешевше, або «кранові болти», але виготовлені з низкопрочных сталей, призводить до видовищним новин по телевізору з падаючим краном в центрі уваги.
Бажання заощадити і використовувати звичайні болти — дешевше, або «кранові болти», але виготовлені з низкопрочных сталей, призводить до видовищним новин по телевізору з падаючим краном в центрі уваги.
Для різних видів кріплення (болти, гвинти, гайки, шпильки) використовуються різні сталі, різні класи міцності і різна їх маркування.
Розглянемо по-порядку.
Болти, гвинти і шпилькиБолти, гвинти і шпильки виробляються з різних вуглецевих сталей — різних сталей відповідають різні класи міцності. Хоча, іноді можна з однієї і тієї ж сталі виготовити болти різних класів міцності, використовуючи при цьому різні способи обробки заготовки або додаткову термічну обробку — загартування.
Наприклад, зі Сталі 35 можна виготовити болти декількох класів міцності: класу міцності 5.6 — якщо виготовити болти методом точіння на токарному та фрезерному верстаті: класів 6.6 та 6.8 — вийдуть при виготовленні болтів методом об’ємного штампування на высадочном пресі; і класу 8. 8 — якщо отримані перерахованими способами болти піддати термічній обробці — загартуванню.
8 — якщо отримані перерахованими способами болти піддати термічній обробці — загартуванню.
Клас міцності болтів, гвинтів і шпильок з вуглецевих сталей позначають двома цифрами через точку. Затверджений прозорого ряд для болтів, гвинтів і шпильок з вуглецевих сталей містить 11 класів міцності:
3.6; 4.6; 4.8; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9
Перша цифра маркування класу міцності болта позначає 0,01 частина номінального тимчасового опору — це межа міцності на розтяг — вимірюється в МПа (мегапаскалях) або Н/мм2 (ньютонах на квадратний міліметр). Також перша цифра маркування класу міцності позначає ≈0,1 частина номінального тимчасового опору, якщо Ви вимірюєте межа міцності на розтягання в кгс/мм2 (кілограмах-силах на квадратний міліметр).
Приклад: Шпилька класу міцності 5.8: Визначаємо межа міцності на розтяг
5/0,01=500 МПа (або 500 Н/мм2; або ≈50 кгс/мм2)
Друга цифра позначає 0,1 частину відношення межі текучості (напруги, при якому вже починається пластична деформація) до номінального тимчасовому опору (межі міцності на розтяг) — таким чином для шпильки класу міцності 10. 9 друге число означає, що у шпильки, що відноситься до цього класу, мінімальний межа плинності дорівнює 90% від значення межі міцності на розтягування, тобто буде рівний: (10/0,01)×(9×0,1)=1000×0,9=900 МПа (або Н/мм2; або ≈90 кгс/мм2)
9 друге число означає, що у шпильки, що відноситься до цього класу, мінімальний межа плинності дорівнює 90% від значення межі міцності на розтягування, тобто буде рівний: (10/0,01)×(9×0,1)=1000×0,9=900 МПа (або Н/мм2; або ≈90 кгс/мм2)
Приклад: Шпилька класу міцності 5.8: Визначаємо межа текучості
500х0,8=400 МПа (або 400 Н/мм2; або ≈40 кгс/мм2)
Значення межі текучості — це максимально допустима робоча навантаження болта, гвинта або шпильки, при перевищенні якої відбувається невідновлювальна деформація. При розрахунках навантаження на болти, гвинти або шпильки використовують 1/2 або 1/3 від межі текучості, тобто, з дворазовим або трикратним запасом міцності відповідно.
Класи міцності і марки сталей для болтів, гвинтів і шпильок| Клас міцності | Марка стали | Межа міцності, МПа | Межа текучості, МПа | Твердість за Брінеллем, HB |
|---|---|---|---|---|
3. 6 6 | Ст3кп, Ст3сп, Ст5кп, Ст5сп | 300…330 | 180…190 | 90…238 |
| 4.6 | Ст5кп, Ст.10 | 400 | 240 | 114…238 |
| 4.8 | Ст.10, Ст.10кп | 400…420 | 320 340… | 124…238 |
| 5.6 | Ст.35 | 500 | 300 | 147…238 |
| 5.8 | Ст.10, Ст.10кп, Ст.20, Ст.20кп | 500 520… | 400…420 | 152…238 |
| 6.6 | Ст.35, Ст.45 | 600 | 360 | 181…238 |
| 6.8 | Ст.20, Ст.20кп, Ст.35 | 600 | 480 | 181…238 |
| 8.8 | Ст.35, Ст.45, Ст.35Х, Ст.38ХА, Ст.20Г2Р | 800* | 640* | 238…304* |
| 8.8 | Ст.35, Ст.35Х, Ст.38ХА, Ст.40Х, Ст.20Г2Р | 800…830** | 640…660** | 242…318** |
| 9.8* | Ст.35, Ст.35Х, Ст.45, Ст.38ХА, Ст.40Х, Ст. 30ХГСА, Ст.35ХГСА, Ст.20Г2Р 30ХГСА, Ст.35ХГСА, Ст.20Г2Р | 900 | 720 | 276 342… |
| 10.9 | Ст.35Х, Ст.38ХА, С. 45, Ст.45Г, Ст.40М2, Ст.40Х, Ст.40Х Селект, Ст.30ХГСА, Ст.35ХГСА, | 1000…1040 | 900 940… | 304…361 |
| 12.9 | Ст.30ХГСА, Ст.35ХГСА, Ст.40ХНМА | 1200 1220… | 1080…110 | 366…414 |
У таблиці наведено найпоширеніші у метизному виробництві та рекомендовані марки сталей, але в різних особливих випадках також застосовуються й інші стали, коли їх застосування обумовлене додатковими вимогами до кріплення.
Значками позначено в таблиці:
* стосовно до номінальних діаметрів до 16 мм.
** стосовно до номінальних діаметрів більше,ніж 16 мм.
Існують спеціальні стандарти на високоміцні болти узкоотраслевого застосування, мають свою градацію міцності. Наприклад, стандарти на високоміцні болти із збільшеним розміром «під ключ», що застосовуються в мостобудуванні — так звані «мостові болти»: ГОСТ 22353-77 і російський стандарт ГОСТ Р 52644-2006.
Міцність болтів згідно цих стандартів позначається значенням тимчасового опору на розрив (межі міцності) в кгс/см2: тобто, 110, 95, 75 і т. д.
Такі болти можуть проводитися в двох виконаннях:
- Виконання У — для кліматичних областей з максимально низькою температурою до -400С — буква У не позначається в маркуванні
- Виконання ХЛ — для кліматичних областей з максимально низькою температурою від -400С до -650С — позначається в маркуванні на голівці болта після класу міцності
| Різьблення болтів | Клас міцності болтів | Марка стали | Межа міцності, МПа (кгс/см2) | Відносить. подовження, % | Ударна в’язкість болтів виконання ХЛ, МДж/м2 (кгс·м/см2) | Макс. твердість за Брінеллем, HB |
|---|---|---|---|---|---|---|
| М16…М27 | 110 | 40Х Селект | 1100 (110). ..1350 (135) ..1350 (135) | мінімум 8 | мінімум 0,5 (5) | 388 |
| М30 | 95 | 950 (95)…1150 (115) | 363 | |||
| М36 | 75 | 750 (75)…950 (95) | ||||
| М42 | 65 | 650 (65)…850 (85) | ||||
| М48 | 60 | 600 (60)…800 (80) |
У виробництві високоміцних болтів за даними стандартам використовуються також стали 30Х3МФ, 30Х2АФ і 30Х2НМФА. Застосування таких сталей дозволяє досягти ще більш високої міцності.
Маркування міцності болтів, гвинтів, шпильокМаркування болтів і гвинтів під шестигранний ключ
Система маркування метричного кріплення розроблена інженерами ISO (International Standard Organization — Міжнародна Організація Стандартів). Радянські, російські та українські стандарти спираються саме на цю систему.
Маркуванню підлягають болти і гвинти з діаметром різьби понад 6 мм. Болти і гвинти діаметром менше 6 мм маркувати необов’язково — виробник може наносити маркування за власною ініціативою.
Необхідно відзначити, що серед гвинтів маркуються тільки гвинти, мають шліц під шестигранний ключ, з різною формою головки: з циліндричної, з напівкруглою і з потайною головкою. Гвинти з усіма типами голівки, що мають хрестової або прямий шліц, не маркуються позначенням класу міцності.
Необхідно також відзначити, що не маркуються болти і гвинти виготовлені методом різання, точіння (тобто не штампуванням) — у цьому випадку маркування класу міцності можлива по додатковому вимогу Замовника.
Знаки маркування наносять на торцевій або боковій поверхні головки болта або гвинта. Якщо знаки наносяться на бічну поверхню головки, то вони мають бути поглибленими. Допускається маркування опуклими знаками, при цьому збільшення висоти головки болта або гвинта не повинно перевищувати:
- 0,1 мм — для виробів з діаметром різьби до 8 мм;
- 0,2 мм — для виробів з діаметром різьби від 8 мм до 12 мм;
- 0,3 мм — для виробів з діаметром різьби понад 12 мм
Болти і гвинти з шестигранною і зіркоподібною головкою (в тому числі вироби з фланцем) маркують товарним знаком виробника і позначенням класу міцності. Дана маркування наноситься на верхній частині головки опуклими або заглибленими знаками; може також наноситися на бічній частині головки заглибленими знаками. Для болтів і гвинтів з фланцем, якщо в процесі виробництва неможливо нанести маркування на верхній частині голівки, маркування наносять на фланці.
Дана маркування наноситься на верхній частині головки опуклими або заглибленими знаками; може також наноситися на бічній частині головки заглибленими знаками. Для болтів і гвинтів з фланцем, якщо в процесі виробництва неможливо нанести маркування на верхній частині голівки, маркування наносять на фланці.
Болти з напівкруглою головкою і квадратним підголівником по ГОСТ 7802-80 класів міцності 8.8 і вище маркують знаком виробника і позначенням класу міцності.
Символи маркування класів міцності болтів і гвинтів під шестигранний ключ, наведені в наступній таблиці:
Якщо дані символи неможливо нанести через форми головки або її малих розмірів, застосовуються символи маркування по системі циферблата. Ці символи наведено у наступній таблиці:
Також, в окремих випадках, на голівці болта може маркуватися сталь з якої виготовлений болт. Показаний приклад болта із Сталі 40Х.
Маркування шпильок
Шпильки маркують цифрами класу міцності тільки з діаметром різьби понад 12 мм. Так як маленькі діаметри шпильок важко маркувати з допомогою цифрових клейм, то допускається маркувати такі шпильки, з діаметрами різьби М8, М9, М10, М11, використовуючи альтернативні знаки, наведені на малюнку. Знаки наносять на торці гайкового кінця шпильки.
Так як маленькі діаметри шпильок важко маркувати з допомогою цифрових клейм, то допускається маркувати такі шпильки, з діаметрами різьби М8, М9, М10, М11, використовуючи альтернативні знаки, наведені на малюнку. Знаки наносять на торці гайкового кінця шпильки.
Шпильки маркують тавруванням з поглибленими знаками і нанесенням позначення класу міцності c товарним знаком виробника на безрезьбовом ділянці шпильки. Маркуванню підлягають шпильки класів міцності 5.6, 8.8 і вище.
ГайкиКлас міцності гайок з вуглецевих сталей нормальної висоти (Н≈0,8 d), гайок високих (Н≈1,2 d) і особливо високих (Н≈1,5 d) позначається одним числом. Затверджений прозорого ряд містить сім класів міцності:
4; 5; 6; 8; 9; 10; 12
Це число позначає 1/100 частину межі міцності болта з яким в парі повинна компонуватися гайка в різьбовому з’єднанні. Таке поєднання болта і гайки називається рекомендованим та дозволяє рівномірно розподілити навантаження в різьбовому з’єднанні.
Наприклад, гайка класу міцності 8 повинна компонуватися з болтом, у якого межа міцності не менше, ніж:
8 х 100 = 800 МПа (або 800 Н/мм2; або ≈80 кгс/мм2)
Отже, можна використовувати болти класів міцності 8.8; 9.8; 10.9; 12.9 — оптимальної буде пара з болтом класу міцності 8.8.
Класи міцності і марки сталей для гайок нормальної висоти, гайок високих і гайок особливо високих| Клас міцності | Марка стали | Межа міцності, МПа | Твердість за Брінеллем, HB |
|---|---|---|---|
| 4 | Ст3кп, Ст3сп, Ст.5, Ст.5кп, Ст.20 | 510 | 112…288 |
| 5 | Ст.10, Ст.10кп, Ст.20, Ст.20кп | 520…630 | 124…288 |
| 6 | Ст.10, Ст.10кп, Ст.20, Ст.20кп, Ст.35, ст. 45, 40Х ст. | 600 720… | 138…288 |
| 8 | Ст.35, Ст.45, Ст.20Г2Р, Ст.40Х | 800 920. .. .. | 162…288 |
| 9 | Ст.35Х, Ст.38ХА, Ст.45, Ст.40Х | 1040…1060 | 180…288 |
| 10 | Ст.35Х, Ст.38ХА, Ст.45, Ст.40Х, Ст.30ХГСА, Ст.40ХНМА | 900 920… | 260…335 |
| 12 | Ст.30ХГСА, Ст.40ХНМА | 1150 1200… | 280…335 |
Правило підбору гайок до болтів полягає у збереженні цілісності різьби гайки, навінченной на болт, при додатку пробної випробувальної навантаження — просто кажучи, при випробуваннях гайку не повинно «зірвати» від випробувальної навантаження для вибраного болта.
При підборі класів міцності болтів і гайок, що сполучаються в різьбовому з’єднанні, можна користуватися наступною таблицею згідно з ГОСТ 1759.4-87:
| Клас міцності гайки | Сполучаються болти | |
| Клас міцності | Діаметр різьби | |
| 4 | 3. | до М16 |
| 5 | 3.6; 4.6; 4,8 | понад M16 |
| 5.6; 5.8 | до М48 | |
| 6 | 4.6; 4.8; 5.6; 5.8; 6.6; 6.8 | до М48 |
| 8 | 8.8 | до М48 |
| 9 | 8.8 | від М16 до М48 |
| 9.8 | до M16 | |
| 10 | 10.9 | до М48 |
| 12 | 12.9 | до М48 |
 6; 4.6; 4.8
6; 4.6; 4.8Як правило, гайки вищих класів міцності можуть замінити гайки нижчих класів міцності. Така заміна рекомендується для з’єднань «болт + гайка», напруга в яких буде вище межі плинності, або напруги від пробної навантаження болта.
Така заміна рекомендується для з’єднань «болт + гайка», напруга в яких буде вище межі плинності, або напруги від пробної навантаження болта.
З причини того, що низькі шестигранні гайки призначені, в основному, для перешкоди отвинчиванию сполучаються шестигранних гайок нормальною або збільшеною висоти, і не несуть силового навантаження — їх виготовляють із низьковуглецевих сталей. Клас міцності низькою гайки позначається двозначним числом з двох цифр: перша — 0 (означає, що гайка не призначена для несення силового навантаження), друга 4 або 5 (позначає 1/100 частину навантаження, при якій зривається різьба гайки). Прозорого ряд для низьких гайок складається з двох класів міцності: 04 і 05
Також існує група особливо низьких гайок з висотою Н менше 0,5 d. У цю групу включені гайки для легких сполук, які не піддаються якимось суттєвим навантаженням. Для таких гайок не визначається клас міцності — замість цього може бути вказана 1/10 частина від мінімальної твердості за Брінеллем, HV.
У наступній таблиці наведено марки сталей, що використовуються при виготовленні низьких гайок:
| Клас міцності | Марка стали | Межа міцності, МПа | Твердість за Брінеллем, HB |
|---|---|---|---|
| 04 | Ст.3, Ст.3кп, Ст.5, Ст.5кп | 380 | 162…288 |
| 05 | Ст.10, Ст.10кп | 500 | 260…335 |
Значками позначено в таблиці:
* для номінальних діаметрів до 16 мм.
** для номінальних діаметрів свыше16 мм.
Спільно з високоміцними болтами узкоотраслевого застосування, мають свою градацію міцності, застосовуються відповідні високоміцні гайки. Наприклад, із вже згаданими «мостовими болтами» по ГОСТ 22353-77 і ГОСТ Р 52644-2006 застосовуються гайки із збільшеним розміром «під ключ» за стандартами ГОСТ 22354-77 і ГОСТ Р 52645-2006.
Міцність гайок згідно цих стандартів позначається таким же значенням, як у сопрягаемого болта — значенням тимчасового опору на розрив (межі міцності) в кгс/см2: 110, 95, 75 і т. д. Такі гайки, болти можуть проводитися в двох виконаннях:
д. Такі гайки, болти можуть проводитися в двох виконаннях:
- Виконання У — для кліматичних областей з максимально низькою температурою до -400С — буква У не позначається в маркуванні
- Виконання ХЛ — для кліматичних областей з максимально низькою температурою від -400С до -650С — позначається в маркуванні на голівці болта після класу міцності
| Різьба сполучаються болтів | Марка стали болта | Клас міцності гайки | Межа міцності, МПа (кгс/см2) | Марка стали гайки | Твердість за Брінеллем, HB |
|---|---|---|---|---|---|
| М16…М27 | Ст. 40Х Селект | 110 | 1100 (110) | Ст. 35, Ст.40, Ст.45, Ст. 35Х, Ст.40Х | 241…341 |
| М30 | 95 | 950 (95) | 229…341 | ||
| М36 | 75 | 750 (75) | |||
| М42 | 65 | 650 (65) | |||
| М48 | 60 | 600 (60) |
У виробництві високоміцних гайок за даними стандартам використовуються також стали 30Х3МФ, 30Х2АФ і 30Х2НМФА спільно з болтами з відповідних сталей. Застосування таких сталей дозволяє досягти ще більш високої міцності гайок.
Застосування таких сталей дозволяє досягти ще більш високої міцності гайок.
Маркування шестигранних гайок
Маркують гайки з діаметром різьби більше 6 мм. Знаки маркування наносять на одну з торцевих поверхонь. Гайки найменшого класу міцності 4 не маркують.
У деяких технічно обгрунтованих випадках допускається наносити маркування на бічних поверхнях (гранях) гайки.
Знаки повинні бути заглибленими.
Допускається маркування гайок по системі циферблата. Така система використовується в основному на гайках малих розмірів, коли для цифрових знаків просто немає місця. При цьому способі маркування наноситься:
- поглибленими знаками на торцевій поверхні — точка на 12 годин і ризики по колу бічній поверхні
- опуклими або заглибленими знаками на фасках — точка на 12 годин і ризики по колу похилій поверхні фасок
Відповідність маркування з класом міцності гайки наведено на схемі:
Точка на 12 годин може бути замінена товарним знаком виробника. В гайках класу міцності 12 точка обов’язково повинна бути замінена на товарний знак виробника, щоб уникнути візуального злиття з рискою на 12 годин.
В гайках класу міцності 12 точка обов’язково повинна бути замінена на товарний знак виробника, щоб уникнути візуального злиття з рискою на 12 годин.
Міцність шайб
На відміну від болтів і гайок, які мають класи міцності позначаються кількісно цифрами, виходячи з показників міцності на розрив і пластичності, шайби несуть навантаження на стиск, кручення, зріз і, в основному, покликані розподілити навантаження в болтовом з’єднанні на більшу величину. У такому разі для шайб визначальним параметром є поверхнева твердість, і до всіх видів шайб пред’являються вимоги по твердості. Якщо мова йде про клас міцності шайб, то мається на увазі саме твердість шайб.
За аналогією з болтами, гвинтами і гайками багато називають твердість у шайб їх класом міцності.
Клас міцності (твердість) шайб може вимірюватися і позначатися в різних одиницях — в залежності від методу вимірювання твердості: методи вимірювання бувають по Віккерсу, по Роквеллу і за Брінеллем. Розміри, наявність захисного покриття і в обов’язковому порядку твердість визначають сферу застосування шайб у різних умовах роботи.
Розміри, наявність захисного покриття і в обов’язковому порядку твердість визначають сферу застосування шайб у різних умовах роботи.
Найбільш поширений метод Віккерса — шайби можуть мати твердість по Віккерсу від 100 до 400 одиниць, і позначаються HV100, HV200, HV300 і т. д. По Роквеллу позначається твердість HRC, за Брінеллем НВ.
Класс прочности DIN и ГОСТ
Главная»Полезная информация» Класс прочности
Классом прочности показывается важная механическая характеристика
металлических крепёжных изделий. Этим самым обозначается предел
металла на разрыв. Для крепежа, что выпускается из стали углеродистой,
он имеет обозначение в виде двух чисел, которые разделены между
собой точкой. Одновременно указывается стандарт, с требованиями
которого изготовлено крепёжное изделие. Болты, гайки, шпильки поделены
на 10 классов по прочности. Число первое показывает в сто раз уменьшенное
значение критичного предела на разрыв. Оно выражается обозначением
Н/мм². То есть воздействие растягивающей силы на площадь сечения
метиза. Например, в значении 8.8 первая цифра информирует о том,
что прочностной предел равняется 800 Н/мм². Вторая восьмёрка
показывает предел текучести, после которого начинаются деформационные
процессы. Второе число можно записать в таком варианте как 800(Н/мм²).
Число первое показывает в сто раз уменьшенное
значение критичного предела на разрыв. Оно выражается обозначением
Н/мм². То есть воздействие растягивающей силы на площадь сечения
метиза. Например, в значении 8.8 первая цифра информирует о том,
что прочностной предел равняется 800 Н/мм². Вторая восьмёрка
показывает предел текучести, после которого начинаются деформационные
процессы. Второе число можно записать в таком варианте как 800(Н/мм²).
Для удобного подбора метизов по механическим и другим свойствам создаются специальные таблицы, в которых отражены класс прочности DIN и ГОСТ. Это даёт заказчикам крепёжного материала более оперативно оформлять заявки с указанием абсолютно точных параметров, а также по сопротивлению на силовые воздействия на разрыв, срез и так далее.
Класс прочности болтов
Прочность болтов маркируется Проверяется на разрыв
и на срез. Болты тестируются… если первая цифра больше второй
то болты более прочные на разрыв, но менее гибкие.
Болты тестируются… если первая цифра больше второй
то болты более прочные на разрыв, но менее гибкие.
4.8 5.8 |
|
8.8 |
|
10.9 12.9 |
|

Болты класс прочности 5.8 по ГОСТ
ГОСТ 7798, ГОСТ 7805, ГОСТ 15589,
ГОСТ 7795, ГОСТ 7796, ГОСТ 7808
ГОСТ 7795, ГОСТ 7796, ГОСТ 7808
Болты класс прочности 5.8 по DIN
DIN 931, DIN 933
Болты класс прочности 6.8 по ГОСТ
ГОСТ 7805
Болты класс прочности 6.8 по ГОСТ
DIN 931, DIN 933
Болты класс прочности 8.8 по ГОСТ
ГОСТ 7798, ГОСТ 7805, ГОСТ 7808, ГОСТ 22353-77, ГОСТ 7795, ГОСТ 7796
Болты класс прочности 8.8 по ГОСТ
DIN 931, DIN 933
Болты класс прочности 10.9, 11.0 ХЛ, по ГОСТ
ГОСТ Р52644, ГОСТ 22353
Болты класс прочности 10. 9 по DIN
9 по DIN
DIN 931, DIN 933
Класс прочности гаек
Внимание! Класс прочности гаек маркируется только начиная с 8 класса прочности!
Гайки класс прочности 5.8 по ГОСТ
Гайка ГОСТ 5915, ГОСТ 5927, ГОСТ 15526 (класс прочности 6.0)
Гайки класс прочности 5.8 по DIN
DIN934
Гайки класс прочности 8.8 по ГОСТ
ГОСТ 5915, ГОСТ 5927
Гайки класс прочности 8.0 по DIN
DIN 934
Гайки класс прочности 10.9, 11.0 ХЛ по ГОСТ
ГОСТ Р52645-2006, ГОСТ 22354-77
Класс прочности шайб
У шайб класса прочности не бывает. Твердость шайб измеряется единицами HV. У обычной шайбы DIN 125 твердость по нормативу составляет 140 HV. У высокопрочной шайбы EN 14399твердость 300 HV.
Вы можете заказать и купить крепёж оптом по договорным ценам в Торговом Доме Нева.
их виды и назначение, как их выбирать и правильно использовать
Болты можно отнести к распространенным крепежам, которые используются повсеместно. По своему устройству это довольно простой крепеж, но при этом выпускают болты разных типов и с разными свойствами. У болтов есть свои характеристики, у каждого типа есть свои особенности, которые обуславливают сферу их использования. И все это нужно учитывать при выборе, чтобы соединение получилось не только надежным, но и долговечным. В этой статье мы расскажем про разные типы болтов, поговорим о том, как их правильно выбирать и использовать.
По своему устройству это довольно простой крепеж, но при этом выпускают болты разных типов и с разными свойствами. У болтов есть свои характеристики, у каждого типа есть свои особенности, которые обуславливают сферу их использования. И все это нужно учитывать при выборе, чтобы соединение получилось не только надежным, но и долговечным. В этой статье мы расскажем про разные типы болтов, поговорим о том, как их правильно выбирать и использовать.
Виды болтов
Начать стоит с рассказа о разных видах болтов. Их классифицируют по материалу, покрытию, прочность, форме, параметрам резьбы, а также по их назначению. Собственно говоря, большинство выбирают болты именно по их назначению, так как это проще всего. Но и другие параметры не всегда стоит игнорировать, в отдельных ситуациях они могут быть очень важны. Поговорим про все способы классификации болтом.
Классификация по форме
Тут болты разделяют как по форме стержня, так и по форме головки. Чаше всего разница тут в длине и параметрах резьбы, но о ней мы поговорим ниже, а тут рассмотрим основные формы болтов.
Чаше всего разница тут в длине и параметрах резьбы, но о ней мы поговорим ниже, а тут рассмотрим основные формы болтов.
-
С шестигранной головкой. Это классический вариант, всем известные болты, которые являются самым распространенным типом. Закручиваются с помощью ключа, применяются очень широко.
-
Рым-болты. Особый тип, который отличается высокой прочностью. Вместо головки у них кольцо, используются при такелажных работах, находят свое применение при работе с грузами. Бывают как небольшие, так и крупные и тяжелые, которые могут выдерживать очень большие нагрузки.
-
Анкерные болты. Еще один особый тип, который сам бывает разных форм и размеров, применяется для крепежа различных конструкций и элементов, зачастую тяжелых.
-
Болты с полукруглой головой. У них довольно ограниченная сфера применения, чаще всего их используют при производстве мебели, реже в других целях.
 Главная их особенность в том, что такая головка смотрится эстетично.
Главная их особенность в том, что такая головка смотрится эстетично.
-
Болты с потайной головкой. Головка у них плоская, имеет шлиц для закручивания отверткой. Болты с такой головкой не выступают над плоскостью. Кстати, именно этот тип чаще всего путают с винтами.
Это основные типы болтов, есть и другие, но используются они очень редко и в особых целях. Например, болты без головки широкого применения не нашли. Ну а про специальные типы, которые изготавливают под конкретные задачи говорить вообще не стоит.
Классификация по типу резьбы
Есть разные типы резьбы, кроме того, болты разделяют и по длине резьбы относительно стержня. Тут тоже бывают разные варианты. В первую очередь резьбу разделяют на метрическую и дюймовую. В первом случае она измеряется в миллиметрах, соответственно, во втором случае речь идет о дюймах. При этом между собой они ничем не отличаются. Копировать огромную таблицу на предмет соответствия метровой резьбы и дюймовой мы не будем, при необходимости вы найдете информацию самостоятельно. Это необходимо тогда, когда в спецификации указана резьба в дюймах, а в продаже только болты с метрической резьбой. Повторимся, никакой разницы нет.
Копировать огромную таблицу на предмет соответствия метровой резьбы и дюймовой мы не будем, при необходимости вы найдете информацию самостоятельно. Это необходимо тогда, когда в спецификации указана резьба в дюймах, а в продаже только болты с метрической резьбой. Повторимся, никакой разницы нет.
Также есть и другие типы резьбы, которые можно узнать по внешнему виду:
-
Прямоугольная. Используется там, где очень большие нагрузки и резьба должна быть действительно прочной.
-
Упорная. Ее сечение в форме треугольника, болты с такой резьбой также применяют там, где есть большие нагрузки, но при этом они преимущественно боковые. Резьба подобного вида как раз эффективнее всего именно при боковых нагрузках.
-
Трапецеидальная. Тут выступы и впадины имеют форму трапеции. Болты с подобной резьбой отличаются тем, что имеют повышенное трение и крепление более надежное.
 В частности они не склонные к самовыкручиванию, что особенно актуально при вибрационных нагрузках.
В частности они не склонные к самовыкручиванию, что особенно актуально при вибрационных нагрузках.
Классификация болтов по прочности
Этот параметр регламентирован ГОСТом и в большинстве случаев он очень важен. А в некоторых случаях он самый важный. Например, там, где от прочности болта может зависеть безопасность людей, где есть высокие нагрузки и т.д. Когда болты используют в бытовых целях это не имеет принципиального значения, тут зачастую выбирают просто по размеру. Но если ожидаются серьезные нагрузки, лучше выбирать более дорогие, но прочные болты.
Прочность обозначается цифрами от 3,6 до 12,9. Так, 3,6 это болты из нелегированной стали, дополнительная закалка отсутствует. 12,9 это легированная сталь, но в ней минимальное количество серы и фосфора, что повышает ее прочность. 4,6 — углеродистая сталь, 8,8 — сталь с дополнительным компонентами, закаливается. Чем выше это число, тем прочнее болт. Ну а какие нагрузки может выдержать конкретный крепеж зависит еще и от размеров. И от других факторов, например, от типа резьбы, о чем мы писали выше.
И от других факторов, например, от типа резьбы, о чем мы писали выше.
Классификация по материалу
В принципе, выше мы уже написали про материал, ведь болты разной прочности делают из разных материалов. Впрочем, выше речь идет в основном про сталь с разными добавками и изготовленную с применением разных технологий. А болты делают еще и из других материалов, например, алюминий или медь. Их прочность ниже, но у них свои положительные стороны, благодаря которым они и находят свою сферу применения. Ну а в некоторых сферах болты делают из особых материалов. Например, в ювелирном деле их изготавливают из благородных металлов.
Но также имеет значение материал и тип защитного покрытия, которое предотвращает коррозию. Оно влияет на стоимость, это относится не только к болтам, но и вообще ко всем крепежам. Переплачивать или нет, зависит только от того, где будет использоваться болт. Если это сухое место, где контакт с влагой исключен, то тут никакой разницы нет. Но вот если подразумевается использование там, где контакт с влагой возможен или вообще речь идет про влажную среду, тут экономить уже не стоит. Основные виды защитных покрытий это:
Но вот если подразумевается использование там, где контакт с влагой возможен или вообще речь идет про влажную среду, тут экономить уже не стоит. Основные виды защитных покрытий это:
-
Цинковое. Одно из самых распространенных, цинкование бывает разным. Характеризуется неплохим соотношением свойств и защитных качеств. Впрочем, степень защиты зависит от толщины покрытия, что влияет на цену.
-
Никелевое. В качестве собственно защиты это не самый оптимальный вариант, зато такие болты выглядят привлекательно, поэтому широко используются при производстве мебели.
-
Цинк-ламельное. Болты с этим покрытием все более популярны, оно обеспечивает очень надежную защиту от коррозии.
-
Фосфатирование или оксидирование. Не дорого, но уступает другим видам защитного покрытия.
Классификация по назначению
Болты классифицируют и по их назначению, разделяя их на большие группы, между которыми есть серьезные отличия. Зачастую болты выбирают именно по назначению, дополнительно подбирая необходимые параметры, такие как размер и т.д. Видов болтов по назначению довольно много, но если не брать редкие (ювелирные и т.д.), то тут можно выделить пять основных групп.
Зачастую болты выбирают именно по назначению, дополнительно подбирая необходимые параметры, такие как размер и т.д. Видов болтов по назначению довольно много, но если не брать редкие (ювелирные и т.д.), то тут можно выделить пять основных групп.
Машиностроительные болты. Наиболее часто используемый тип, которые применяется в машиностроении. Такие болты обычно имеют высокую прочность и защитное покрытие, которое надежно защищает их от коррозии.
Мебельные. Имеют гладкую или полукруглую головку, резьба в таких болтах нарезается не по всему стрежню, а примерно по одной трети. Могут иметь защитное покрытие, которое отличается еще и декоративными свойствами, например, никелевое. Любопытно, что эти болты используются не только при производстве мебели, но также и в других сферах.
Лемешные. Прочные болты, которые применяют для крепления очень тяжелых конструкций, обычно подвесных.
Дорожные. Их можно увидеть на дорожных ограждениях, они имеют полукруглые головки с квадратным подголовком. Используются они не только в дорожном строительстве, но и в других сферах, такие болты хороши, когда нужно крепить к конструкциям листовые материалы, будь то металл, дерево или любые другие.
Используются они не только в дорожном строительстве, но и в других сферах, такие болты хороши, когда нужно крепить к конструкциям листовые материалы, будь то металл, дерево или любые другие.
Путевые. Узкоспециализированный тип, но при этом он весьма распространен, так как используется при строительстве железнодорожных линий. В других сферах подобные болты применения не нашли.
Строительные. Используются при строительстве, их изготавливают из прочной стали, они имеют увеличенную головку. Выпускаются в разных размерах, в том числе и в нестандартных, которые применяют для крепления самых массивных конструкций.
Это основные способы классификации болтов. Зная сферу, в которой вам нужно использовать болт, а также нагрузки, вы легко подберете подходящий. Разумеется, основное это прочность — болт должен выдержать нагрузки. Не стоит забывать и про защитное покрытие и условиях эксплуатации, особенно внимательным нужно быть в том случае, если планируется использовать их в среде с повышенной влажностью. Коррозия может относительно быстро снизить прочностные характеристики крепежа, особенно если речь идет про небольшие болты.
Коррозия может относительно быстро снизить прочностные характеристики крепежа, особенно если речь идет про небольшие болты.
Если по той или иной причине возникла необходимость замены болта, то оптимальным вариантом будет покупка аналогичного. Придумывать тут ничего не нужно, разве что приобрести болт с более качественным защитным покрытием, если замена происходит из-за коррозии. А если предыдущий болт сломался, то тут возможно придется подбирать более прочный аналог, но при этом не стоит забывать про то, что он должен подходить по размеру.
Высокопрочные болты. Особенности конструирования. | Весь Крепеж.ру
Временное сопротивление на растяжение стандартных болтов по ГОСТ нормировано с σв = 300 МПа (класс прочности 3.6) до σв = 1200 МПа (класс прочности 12.9). В ряде отраслей промышленности в настоящее время используют более прочные болты с σв до 2100 МПа. По международной классификации к высокопрочным относят болты, временное сопротивление которых σв ≥ 800 МПа. Прочность исходного материала и его упрочнение в процессе изготовления болта определяют конечную прочность болта. Применение высокопрочных болтов — это повышение качества конечной продукции, улучшение ее потребительских свойств и основная предпосылка создания в промышленности облегченных конструкций (как за счет уменьшения массы болтов, так и за счет уменьшения размеров расчетного соединения в целом).
Прочность исходного материала и его упрочнение в процессе изготовления болта определяют конечную прочность болта. Применение высокопрочных болтов — это повышение качества конечной продукции, улучшение ее потребительских свойств и основная предпосылка создания в промышленности облегченных конструкций (как за счет уменьшения массы болтов, так и за счет уменьшения размеров расчетного соединения в целом).
Возрастание усилия разрушения высокопрочных болтов показано на рис.1 для размера М12 в зависимости от четырех классов прочности. Расчеты показывают, что при переходе от класса прочности 4.6 к классу прочности 10.9 при одинаковой несущей способности возможно уменьшение диаметра болта наполовину. Представление об экономии материала при изготовлении одного болта средней длины дают следующие данные:
Класс прочности | 4.6 | 6. | 8.8 | 10.9 |
Номинальный диаметр | М20 | М16 | М12 | М10 |
Масса болта, % | 100 | 58 | 30 | 21 |
Монтажный момент, % | 100 | 82 | 66 | 57,7 |
 8
8
Такое изменение размеров и массы крепежа обеспечивает без дополнительных затрат снижение объема складских помещений и перевозок на 400% по всему циклу производства, начиная с металлургического.
| Рис. 1. Усилие разрушения болтов М12 по классам прочности | Рис. 2. Фланец соединения труб 2. Фланец соединения труб |
Снижение массы фланцевого соединения труб при переходе от болтов класса прочности 4.6 к болтам класса прочности 10.9 (с сохранением прочности соединения) достигает 50% (рис.2). Это обусловлено тем, что уменьшение диаметра отверстий D под болты повышает прочность фланца по основным сечениям А-А и Б-Б, а уменьшение межцентрового расстояния между болтами D1 снижает напряжения от внешней нагрузки при затяжке соединения по этим же сечениям фланца. В итоге появляется возможность уменьшения всех основных размеров фланца, особенно наружного диаметра и толщины, в основном определяющих снижение массы соединения. В резьбовых соединениях встык с накладкой, где нормируются минимальные расстояния до кромок листа и между отверстиями, за счет уменьшения номинального диаметра болтов обеспечивается еще большее снижение массы конструкции.
Следует иметь в виду, что уменьшение площади поперечного сечения болта при использовании высокопрочных болтов влечет за собой и другие изменения свойств резьбового соединения, в том числе такого важнейшего, как повышение сопротивления усталости. При переходе от класса прочности 4.6 к классу прочности 10.9 и уменьшении диаметра с М20 до М10 уменьшаются:
При переходе от класса прочности 4.6 к классу прочности 10.9 и уменьшении диаметра с М20 до М10 уменьшаются:
- жесткость болтов — примерно на 24%,
- потеря предварительной затяжки — на 27%,
- вибрационная составляющая нагрузки при равном рабочем напряжении — почти на 50%,
что и определяет повышение усталостной прочности соединения.
Монтажный момент соединения зависит как от величины необходимой стяжки соединения, так и от геометрических параметров болтов. При переходе от класса прочности 4.6 к классу прочности 10.9 монтажный момент для затяжки болтов снижается приблизительно до 58%. Это позволяет использовать малогабаритные, облегченные пневматические инструменты с большим числом оборотов и производить монтаж вручную обычным инструментом, облегчая ремонт и эксплуатацию машин. Необходимый монтажный момент для размера болтов М20 вручную обычным инструментом не воспроизводится вообще, тогда как болты М10 класса прочности 10,9 устанавливаются вручную без затруднения.
Применительно к высокопрочным болтам справедливы все требования, предъявляемые при проектировании деталей из высокопрочных сталей. В первую очередь, следует избегать создания концентраторов напряжения, чувствительность к которым по мере роста прочности материала увеличивается. Это, как правило, достигается увеличением радиусов перехода от одной поверхности детали к другой, повышением чистоты поверхностей, особенно в зоне концентраторов напряжений. Необходимо поверхностное упрочнение деталей, особенно зон концентрации напряжений. Для этого используют пескоструйную и дробеструйную обработки или другие методы поверхностного пластического деформирования, способствующие существенному повышению сопротивления усталости деталей.
При упрочнении концентраторов напряжения методами поверхностного пластического деформирования величина и характер остаточных напряжений являются обобщающими параметрами качества поверхностного слоя, отвечающими за приращение сопротивления усталости.
Количественной зависимости между остаточными напряжениями и сопротивлением усталости галтелей болтов малых диаметров в настоящее время не существует. При отработке новых конструкций и технологических процессов изготовления крепежа из новых материалов знание уровня остаточных напряжений в зоне концентрации повысит производительность научно-исследовательских работ.
Прочность и сопротивление усталости высокопрочных болтов и резьбовых соединений определяют три группы факторов: конструктивные, технологические и эксплуатационные.
Конструктивные факторы характеризуются наличием концентраторов напряжения в элементах конструкции. Для болтов ярко выраженными концентраторами напряжения являются: зона перехода от головки болта к стержню — радиус скругления галтели; сбег резьбы; непосредственно резьба.
Определяющими также являются радиус галтели и закругления впадины резьбы, перпендикулярность опорной поверхности головки относительно стержня болта и чистота поверхности в зонах концентраций напряжений.
Технологические факторы включают: химический состав, механические характеристики материала и их разброс в пределах технических условий, величину зерна, неоднородность макро- и микроструктуры материала и покрытия; чувствительность материала к концентрации напряжений, к действию поверхностноактивных веществ, к коррозии под напряжением, водородной хрупкости, состоянию тонкого поверхностного слоя; метод формообразования головки и резьбы; последовательность технологических операций в технологическом процессе изготовления болтов.
В зарубежных стандартах и стандартах ИСО, как правило, все технологические, металлургические требования приводятся в технических условиях на болты.
К эксплуатационным факторам, которые определяют прочность и сопротивление усталости болтов, следует отнести: наличие и величину перекосов опорных поверхностей; величину и стабильность усилия затяжки соединения; температурный режим и среду эксплуатации.
Болты прочные М30 ГОСТ 7798-70, DIN 931 в Донецке (Болты)
Высокопрочные болты М30 — 8. 8 класс прочности, класс точности А по ГОСТ 7805-70, ГОСТ 7798-70, а так же согласно международного стандарта DIN 931 и DIN 933.
8 класс прочности, класс точности А по ГОСТ 7805-70, ГОСТ 7798-70, а так же согласно международного стандарта DIN 931 и DIN 933.
Болты высокопрочные, в классе прочности 8.8 в наше время заняли жесткую позицию на рынке крепежа не только Украины, но и всего Мира, за счет своих качеств — доступная ценовая политика, отличные технические характеристики.
Технологический процесс изготовления высокопрочных болтов классом прочности 8.8 .
Изготовление высокопрочных болтов происходит по технологической карте, следующим образом. В четырех или пяти ударный автомат холодной высадки металла, подается сертифицированный калиброванный кругляк из стали 35Х, 09Г2Р, 40Х или другие низкоуглеродистые и легированную стали, нужного диаметра. Таким образом, мы получаем болванку высокопрочного болта определенной длинны, диаметра и формы головы болта. Затем заготовка следует на резьбонакатной станок, где происходит накатка резьбы стандартного либо заданного шага. Длина резьбы задается согласно ГОСТ или DIN изготавливаемого высокопрочного болта. Для получения класса прочности 8.8 высокопрочные болты проходят сложный процесс термообработки, только после закалки болтов в подготовленной смеси мы получаем кристаллическую форму металла, которая способна выдержать заданные статические нагрузки.
Для получения класса прочности 8.8 высокопрочные болты проходят сложный процесс термообработки, только после закалки болтов в подготовленной смеси мы получаем кристаллическую форму металла, которая способна выдержать заданные статические нагрузки.
Каждая партия высокопрочных болтов проходит технический контроль, вследствие чего продукция сопровождается сертификатом качества до потребителя.
Предлагаем следующие метрические размеры высокопрочных болтов М30 8.8.
Болт М30х50 класс прочности 8.8,
Болт М30х55 класс прочности 8.8,
Болт М30х60 класс прочности 8.8,
Болт М30х65 класс прочности 8.8,
Болт М30х70 класс прочности 8.8,
Болт М30х75 класс прочности 8.8,
Болт М30х80 класс прочности 8.8,
Болт М30х85 класс прочности 8.8,
Болт М30х90 класс прочности 8.8,
Болт М30х95 класс прочности 8.8,
Болт М30х100 класс прочности 8.8,
Болт М30х105 класс прочности 8.8,
Болт М30х110 класс прочности 8.8,
Болт М30х115 класс прочности 8. 8,
8,
Болт М30х120 класс прочности 8.8,
Болт М30х125 класс прочности 8.8,
Болт М30х130 класс прочности 8.8,
Болт М30х140 класс прочности 8.8,
Болт М30х150 класс прочности 8.8,
Болт М30х160 класс прочности 8.8,
Болт М30х170 класс прочности 8.8,
Болт М30х175 класс прочности 8.8,
Болт М30х180 класс прочности 8.8,
Болт М30х190 класс прочности 8.8,
Болт М30х200 класс прочности 8.8,
Болт М30х210 класс прочности 8.8,
Болт М30х220 класс прочности 8.8,
Болт М30х230 класс прочности 8.8,
Болт М30х240 класс прочности 8.8,
Болт М30х250 класс прочности 8.8,
Болт М30х260 класс прочности 8.8,
Болт М30х270 класс прочности 8.8,
Болт М30х280 класс прочности 8.8,
Болт М30х300 класс прочности 8.8.
Практический вес болтов М30 в классе прочности 8.8.
Болт М30х50 класс прочности 8.8, теоретический вес 0,5312 кг/шт;
Болт М30х55 класс прочности 8.8, теоретический вес 0,5573 кг/шт;
Болт М30х60 класс прочности 8. 8, теоретический вес 0,5790 кг/шт;
8, теоретический вес 0,5790 кг/шт;
Болт М30х65 класс прочности 8.8, теоретический вес 0,6051 кг/шт;
Болт М30х70 класс прочности 8.8, теоретический вес 0,6311 кг/шт;
Болт М30х75 класс прочности 8.8, теоретический вес 0,6597 кг/шт;
Болт М30х80 класс прочности 8.8, теоретический вес 0,6875 кг/шт;
Болт М30х85 класс прочности 8.8, теоретический вес 0,7195 кг/шт;
Болт М30х90 класс прочности 8.8, теоретический вес 0,7430 кг/шт;
Болт М30х95 класс прочности 8.8, теоретический вес 0,7751 кг/шт;
Болт М30х100 класс прочности 8.8, теоретический вес 0,7985 кг/шт;
Болт М30х105 класс прочности 8.8, теоретический вес 0,8306 кг/шт;
Болт М30х110 класс прочности 8.8, теоретический вес 0,8541 кг/шт;
Болт М30х115 класс прочности 8.8, теоретический вес 0,8861 кг/шт;
Болт М30х120 класс прочности 8.8, теоретический вес 0,9096 кг/шт;
Болт М30х125 класс прочности 8.8, теоретический вес 0,9417 кг/шт;
Болт М30х130 класс прочности 8.8, теоретический вес 0,9652 кг/шт;
Болт М30х140 класс прочности 8. 8, теоретический вес 1,0210 кг/шт;
8, теоретический вес 1,0210 кг/шт;
Болт М30х150 класс прочности 8.8, теоретический вес 1,0760 кг/шт;
Болт М30х160 класс прочности 8.8, теоретический вес 1,1320 кг/шт;
Болт М30х170 класс прочности 8.8, теоретический вес 1,1880 кг/шт;
Болт М30х175 класс прочности 8.8, теоретический вес 1,2155 кг/шт;
Болт М30х180 класс прочности 8.8, теоретический вес 1,2430 кг/шт;
Болт М30х190 класс прочности 8.8, теоретический вес 1,2990 кг/шт;
Болт М30х200 класс прочности 8.8, теоретический вес 1,3540 кг/шт;
Болт М30х210 класс прочности 8.8, теоретический вес 1,4095 кг/шт;
Болт М30х220 класс прочности 8.8, теоретический вес 1,4650 кг/шт;
Болт М30х230 класс прочности 8.8, теоретический вес 1,5245 кг/шт;
Болт М30х240 класс прочности 8.8, теоретический вес 1,5800 кг/шт;
Болт М30х250 класс прочности 8.8, теоретический вес 1,6355 кг/шт;
Болт М30х260 класс прочности 8.8, теоретический вес 1,6910 кг/шт;
Болт М30х270 класс прочности 8.8, теоретический вес 1,7465 кг/шт;
Болт М30х280 класс прочности 8. 8, теоретический вес 1,8020 кг/шт;
8, теоретический вес 1,8020 кг/шт;
Болт М30х300 класс прочности 8.8, теоретический вес 1,9140 кг/шт.
Технические данные по высокопрочному болту М30.
диаметр резьбы болта 30 мм;
шаг резьбы 3,5;
размер под ключ — 46;
длина резьбы болтов М30 — 66 мм
Высокопрочные болты комплектуется высокопрочными гайками и шайбами. Так для ГОСТ 7805-70, ГОСТ 7798-70 прилагается гайка согласно ГОСТ 5915-70 и шайба ГОСТ 11371-78 гровер ГОСТ 6402-70, а для DIN 931, DIN 933 гайка по DIN 934 и шайба DIN 125 гровер DIN 127.
Оцинкование высокопрочного крепежа.
По Вашему желанию, на высокопрочные болты можем нанести оцинкованное покрытие, покрытие соответствует требованиям ГОСТ 28426-90, а также зарубежных стандартов: BS 4921; ASTM B 663;ACTM B 695. Глубина нашего покрытия 25-40 микрон. Данная услуга является платной, приблизительная стоимость цинкования составляет 3000 грн. без НДС за 1 тонну оцинкованной продукции.
Работаем со многими службами доставки, доставляем грузы во все регионы Украины
Так же предлагаем высокопрочные болты в классе прочности 10. 9.
9.
Информация к высокорочному крепежу класс прочности 8.8:
Больше о крепеже высокопрочном вы можете узнать на нашем официальном сайте.
Возможно изготовление высокопрочного крепежа с отклонением от ГОСТов и нормативам.
Спецификации
9229_gost_780570.pdf
2038_gost_1558970.pdf
2040_gost_1559070.pdf
4630_gost_2235377.pdf
gost_779870.pdf
Характеристики болтов прочных М30 ГОСТ 7798-70, DIN 931
- — Страна производитель: Украина
- — Назначение болта: Машиностроительный
- — Материал болта: Высокопрочная сталь
| Маркировка головки | класса и Материал |
Диапазон номинальных размеров (дюймы) |
Механические свойства | ||
|---|---|---|---|---|---|
| Пробная нагрузка (пси) |
Мин. Предел текучести Предел текучести (пси) |
Мин. Прочность на растяжение (пси) |
|||
|
|
307АНизкоуглеродистая сталь |
1/4″ через 4″ | Н/Д | Н/Д | 60 000 |
|
Без маркировки |
2 классНизко- или среднеуглеродистая сталь |
от 1/4″ до 3/4″ | 55 000 | 57 000 | 74 000 |
| От 3/4″ до 1-1/2″ | 33 000 | 36 000 | 60 000 | ||
|
3 радиальные линии |
5 классСреднеуглеродистая сталь, закаленная и отпущенная |
1/4″ через 1″ | 85 000 | 92 000 | 120 000 |
| Больше от 1″ до 1-1/2″ | 74 000 | 81 000 | 105 000 | ||
|
6 радиальных линий |
8 классСреднеуглеродистая легированная сталь, закаленная и отпущенная |
1/4″ через 1-1/2″ | 120 000 | 130 000 | 150 000 |
Марка A325Углеродистая или легированная сталь с бором или без него |
1/2 дюйма через 1-1/2″ | 85 000 | 92 000 | 120 000 | |
| Нержавеющая сталь Маркировка варьируется |
Нержавеющая сталь 18-8 и 316Сплав стали с хромом и никелем |
Все размеры до 1 дюйма | Н/Д | 20 000 Мин. 65 000 тип. 90 005 65 000 тип. 90 005
| 65 000 Мин. 100 000 – 150 000 Типичный |
|
|
651 Кремниевая бронзаСплав в основном меди и олова с небольшим количеством кремния |
1/4″ через 3/4″ | Н/Д | 55 000 | 70 000 |
| от 7/8″ до 1-1/2″ | Н/Д | 40 000 | 55 000 | ||
|
|
Алюминий 2024Алюминиевый сплав с медью, магнием и марганцем; термически обработанный на раствор и упрочненный старением |
Все размеры | Н/Д | 36 000 | 55 000 |
| Маркировка головки | Класс и Материал |
Диапазон номинальных размеров (мм) |
Механические свойства | ||
| Пробная нагрузка (МПа) |
Мин. Предел текучести Предел текучести (МПа) |
Мин. Прочность на растяжение (МПа) |
|||
Класс 8.8Среднеуглеродистая сталь, закаленная и отпущенная |
Все размеры менее 16 мм | 580 |
640 |
800 |
|
| 16–72 мм | 600 | 660 | 830 | ||
Класс 10.9Легированная сталь, закаленная и отпущенная |
5 мм — 100 мм | 830 |
940 |
1040 |
|
Класс 12. 9
Легированная сталь, закаленная и отпущенная 9
Легированная сталь, закаленная и отпущенная |
1,6 мм — 100 мм | 970 |
1100 |
1220 |
|
| Обычно штамп А-2 или А-4 |
A-2 и A-4 нержавеющая стальСплав стали с хромом и никелем |
Все размеры до 20 мм | Н/Д |
210 мин. |
500 мин. |
|
Прочность на растяжение: Максимальная нагрузка при растяжении (растягивании), которую может выдержать материал до разрыва или разрушения. Предел текучести: Максимальная нагрузка, при которой материал проявляет определенную остаточную деформацию. Пробная нагрузка: Осевая растягивающая нагрузка, которую изделие должно выдерживать без признаков постоянной деформации. 1 МПа = 1 Н/мм 2 = 145 фунтов/дюйм 2 |
|||||

Использование высокопрочных болтов для крепления конструкций
Высокопрочные болты или Конструкционные болты предназначены для использования с тяжелыми шестигранными гайками для соединения элементов конструкции. Чтобы считаться структурным соединением, оно должно соответствовать определенным стандартам ASTM; в частности, ASTM A563 или ASTM A194.
Чтобы считаться структурным соединением, оно должно соответствовать определенным стандартам ASTM; в частности, ASTM A563 или ASTM A194.
Конструкционные болты также классифицируются по классам. Система классификации учитывает материал болта, диапазон его размеров, расчетную нагрузку, минимальный предел текучести и минимальный предел прочности на растяжение.
Что такое ASTM A325?
Американское общество по испытаниям и материалам, или ASTM, отвечает за установление стандартов для различных инструментов и конкретных отраслей. Хотя эти стандарты являются добровольными, большинство производителей соблюдают их, потому что это вызывает больше доверия у их клиентов.
В дополнение к ASTM A563 и A194 к тяжелым болтам с шестигранной головкой применяется стандарт A325. Этот стандарт определяет механические свойства болтов диаметром от 0,5 до 1,5 дюймов.
Эквивалентный метрический стандарт известен как A325M и определяет механические свойства болтов размеров M12-36. В 2016 году ASTM заменил обозначение A325 на ASTM F3125; однако маркировка на головках болтов одинакова, чтобы избежать путаницы.
В 2016 году ASTM заменил обозначение A325 на ASTM F3125; однако маркировка на головках болтов одинакова, чтобы избежать путаницы.
Поговорим о болтах и высокопрочных болтах
Болты обычно изготавливаются из стали определенного типа. Прочность болтов напрямую связана с материалами, из которых они изготовлены.
Итак, из чего сделаны болты? В зависимости от предполагаемого использования болта используются разные марки стали. Сталь, используемая в каждом типе болтов, различается, некоторые из них имеют более высокую прочность на растяжение, чем другие.
Чем выше предел прочности при растяжении, тем плотнее болтовое соединение и тем больший крутящий момент может выдержать болт. SAE (Общество автомобильных инженеров) присвоило болтам семь различных классов, начиная с двух и заканчивая восемью. Кроме того, существуют другие системы классификации, учитывающие более прочные конструкционные болты.
Болты класса 9
Конструкционные болты класса 9 , также известные как винты с шестигранной головкой класса 9, являются одними из самых прочных конструкционных болтов, которые можно использовать сегодня. В то время как типичный болт класса 8 имеет предел прочности на растяжение 150 000 фунтов на квадратный дюйм, болт класса 9 имеет предел прочности на разрыв 180 000 фунтов на квадратный дюйм.
В то время как типичный болт класса 8 имеет предел прочности на растяжение 150 000 фунтов на квадратный дюйм, болт класса 9 имеет предел прочности на разрыв 180 000 фунтов на квадратный дюйм.
Болты класса 9 идеально подходят для тяжелых условий эксплуатации, а также часто используются в тяжелой технике, такой как бульдозеры. Эти болты не только значительно прочнее, чем их аналоги класса 8, но они также значительно более устойчивы к коррозионным элементам, поскольку изготовлены из желтого хромата цинка.
В то время как система классификации SAE доходит только до класса 8, болты класса 9, без сомнения, являются более прочными конструкционными болтами.
Болты класса 8
Болт класса 8 является болтом SAE высшего класса. Болты класса 8 имеют минимальную прочность на растяжение 150 000 фунтов на квадратный дюйм. Для сравнения: болт ASTM A325 примерно эквивалентен болту класса 5 по SAE. Болт класса 8 соответствует стандартам ASTM A490.
Прочность болтов A325, или прочность болтов класса 5 по SAE, обычно используется для болтовых соединений конструкций. При изготовлении болтов A325 используются три основных материала:
При изготовлении болтов A325 используются три основных материала:
- Тип 1 – среднеуглеродистая или легированная сталь, или борсодержащая сталь
- Тип 2 – низкоуглеродистая мартенситная сталь (это обозначение было исключено из стандарта в 1991 г.)
- Тип 3 – атмосферостойкая сталь
Различия между высокопрочными болтами ASTM A325 и SAE Grade 5
Прочность — это все, когда речь идет о проектах крепления строительных болтов. При сравнении болтов ASTM A325 и SAE класса 5 сходства больше, чем различий.
Общие свойства, а также физическая и химическая прочность двух обозначений практически одинаковы. Различия видны в их классификации и типах работ, рекомендуемых для каждого болта.
Например, инженеры обычно рекомендуют болты ASTM A325 для соединений конструкционной стали в тяжелых строительных проектах. С другой стороны, болты класса SAE 5 распространены в приложениях OEM-типа (производитель оригинального оборудования).
Кроме того, вот еще несколько различий между ними:
- Болты класса 5 обычно доступны в виде готовых болтов с шестигранной головкой; Болты A325 должны иметь тяжелую шестигранную головку.
- Гайки, необходимые для болтов класса 5, представляют собой готовый шестигранный шаблон, тогда как для болтов A325 требуются тяжелые шестигранные гайки, такие как A192-2H или A563-DH.
- Болты класса 5 определяют болты диаметром от 0,25 до 1,5 дюймов; болты A325 охватывают размеры от 0,5 до 1,5 дюймов в диаметре, что означает, что ASTM A449 следует использовать для болтов размером более 1,5 дюймов.
- Наконец, требуемая длина резьбы различна для каждого типа болта. Для крепежа класса 5 стандартная длина резьбы в два раза превышает диаметр болта или 0,25 дюйма для любого болта меньше или равного 6 дюймам. Для болтов диаметром более 6 дюймов стандартная длина равна удвоенному диаметру болта плюс 0,5 дюйма. Для болтов A325 по-прежнему существуют определенные длины, но они, как правило, намного короче, чем у большинства других типов болтов.

Различные методы крепления болтами
В структурном креплении болтами использование подходящих высокопрочных болтов является лишь частью уравнения. Отличное качество изготовления означает использование надлежащих методов, чтобы убедиться, что болт и гайка правильно скреплены друг с другом. Два стандартных метода болтового соединения:
- Метод поворота гайки
Этот метод включает в себя поворот гайки или болта крепежного узла на определенный угол, который зависит от длины и диаметра крепежного элемента, в то же время обеспечивая неперевернутый элемент не вращается. - Метод калиброванного ключа
С помощью этого метода вы применяете среднее расчетное значение крутящего момента, основанное на ежедневных испытаниях ваших репрезентативных образцов сборки крепежа. Они основаны на точной конфигурации ваших источников питания и ваших инструментов в максимально близких условиях в течение одного дня или меньше.
Изготовленные на заказ высокопрочные болты для ваших применений
При поиске подходящих болтов для использования в конструкциях необходимо применять несколько жестких правил. Важно иметь четкое представление о ваших требованиях к прочности на растяжение, конкретных требованиях к материалам и всем остальным, что может иметь отношение к конечному применению.
Как правило, производители металлоконструкций на заказ будут тесно сотрудничать с вами, чтобы найти или произвести компоненты, которые наилучшим образом соответствуют потребностям вашего проекта. Это включает в себя все, от выбора материала, резьбы, формы болтов и многого другого.
Если вы ищете опытного и надежного партнера по контрактному производству для производства высокопрочных конструкционных болтов или любых других крепежных изделий по индивидуальному заказу, мы будем рады сделать для вас предложение по вашему проекту без каких-либо обязательств. Имея более чем 40-летний опыт работы в области изготовления металлоконструкций, компания Federal Group USA имеет возможность производить высокопрочные болты независимо от требований. Свяжитесь с нами сегодня, чтобы узнать больше о наших процессах и возможностях.
Свяжитесь с нами сегодня, чтобы узнать больше о наших процессах и возможностях.
Болты США — прочность на растяжение и контрольные нагрузки
Прочность на растяжение и пробные нагрузки Болты SAE.
Рекламные ссылки
- Пробная нагрузка — максимальное растягивающее усилие, которое может быть приложено к болту и которое не приведет к пластической деформации
- Нагрузка при зажиме — равна 75% пробной нагрузки
Пробная нагрузка
| Номинальный размер болта (in) | Grade | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 2 | 5 | 8 | Lamalloy | |||||||||||||
| Proof Load (lb f ) | ||||||||||||||||
| 1/4 | 1750 | 2700 | 3800 | 4600 | ||||||||||||
| 5/16 | 2900 | 4450 | 6300 | 7600 | ||||||||||||
| 3/8 | 4250 | 6600 | 9300 | 11250 | ||||||||||||
| 7/16 | 5850 | 9050 | 12800 | 15400 | ||||||||||||
| 1/2 | 7800 | 12100 | 17000 | 20600 | ||||||||||||
| 9/ 16 | 10000 | 15500 | 21800 | 26400 | ||||||||||||
| 5/8 | 12400 | 19200 | 27100 | 32750 | 900027100 | 32750 | 9000 9000 900027100 | 32750 9000 9000 9000 | 27100 | 32750 9000 9000 9000 | 0003 | 3/4 | 18400 | 28400 | 40100 | 48500 |
| 7/8 | 15200 | 39300 | 55400 | 67000 | ||||||||||||
| 1 | 20000 | 51500 | 72700 | 87900 | ||||||||||||
| 1 1/8 | 25200 | 56500 | 110700 | |||||||||||||
| 1 1/4 | 32000 | 71700 | 116300 | 140500 | ||||||||||||
| 1 3/8 | 38100 | 85500 | 138600 | 167500 | ||||||||||||
| 1 1/2 | 46400 | 104000 | 168600 | 203700 | ||||||||||||
Зажимная нагрузка
| NOM Bolt Размер (в) | класс | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| 2 | 5 | 8 | 5 | 8 | 5 | 8 | 9000 | ||
| Clamp Load (lb f ) | |||||||||
| 1/4 | 1313 | 2025 | 2850 | 3450 | |||||
| 5/16 | 2175 | 3338 | 4725 | 5700 | |||||
| 3/8 | 3188 | 4950 | 6975 | 8438 | |||||
| 7/16 | 4388 | 6788 | 9600 | 11550 | |||||
| 1/2 | 5850 | 9075 | 12750 | 15450 | |||||
| 9/16 | 7500 | 11625 | 16350 | 19800 | |||||
| 5/8 | 9300 | 14400 | 20325 | 24563 | |||||
| 3/4 | 13800 | 21300 | 30075 | 36375 | |||||
| 7/8 | 11400 | 29475 | 41550 | 50250 | |||||
| 1 | 15000 | 38625 | 54525 | 65925 | |||||
| 1 1/8 | 18900 | 42375 | 68700 | 83025 | |||||
| 1 1/4 | 24000 | 53775 | 87225 | 105375 | |||||
| 1 3/8 | 28575 | 64125 9000 | 28575 | 64125 9000 9000 | 28575 | . 0031 103950 0031 103950 | 125625 | ||
| 1 1/2 | 34800 | 78000 | 126450 | 152775 | |||||
- Metric Bolts — Minimum Ultimate Tensile and Proof Loads
US Bolts — Fine Threads
Доказательница нагрузки
| NOM Bolt Size (в) | класс | |||||||
|---|---|---|---|---|---|---|---|---|
| 2 | 5 | 8 | ||||||
| Proof Load (lb) | ||||||||
| 1/4 | 2000 | 3100 | 4350 | 5280 | ||||
| 5/16 | 3200 | 4900 | 6950 | 8410 | ||||
| 3/8 | 4800 | 7450 | 10500 | 12730 | ||||
| 7/16 | 6550 | 10100 | 14200 | 17200 | ||||
| 1/2 | 8800 | 13600 | 19200 | 23200 | ||||
| 9/16 | 11200 | 17300 | 24400 | 29450 | ||||
| 5/8 | 14100 | 21800 | 30700 | 37100 | ||||
| 3/4 | 20500 | 31700 | 44800 | 54100 | ||||
| 7/89005 | 1681100 | |||||||
7. 8005 8005 | 1681100 | |||||||
| 7005 | ||||||||
| 700511100 | ||||||||
| 7000 | 168100 | |||||||
| 11000031 43300 | 61100 | 73800 | ||||||
| 1 | 21900 | 56400 | 79600 | 96200 | ||||
| 1 1/8 | 28200 | 63350 | 102700 | 124100 | ||||
| 1 1/4 | 35400 | 79400 | 128800 | 155600 | ||||
| 1 3/8 | 43400 | 97300 | 157800 | 1 | 97300 | 157800 | 1 | 0700 |
| 1 1/2 | 52200 | 117000 | 189700 | 229200 | ||||
Clamp Load
| Nom Bolt Size (in) | Grade | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 2 | 5 | 8 | Lamalloy | |||||||||||||
| Зажимной нагрузки (LB) | ||||||||||||||||
| 1/4 | 1500 | 2325 9131 326363639 | 1500 | 2325 9131 326363639 | 1500 | 2325 9131 3263639 | 1500 | 2325 | 326363639 | 0005 | 3960 | |||||
| 5/16 | 2400 | 3675 | 5213 | 6308 | ||||||||||||
| 3/8 | 3600 | 5588 | 7875 | 9548 | ||||||||||||
| 7/16 | 4913 | 7575 | 10650 | 12900 | ||||||||||||
| 1/2 | . 0005 0005 | 12975 | 18300 | 22088 | ||||||||||||
| 5/8 | 10575 | 16350 | 23025 | 27825 | ||||||||||||
| 3/4 | 15375 | 23775 | 33600 | 40575 | ||||||||||||
| 7/8 | 12600 | 32475 | 45825 | 55350 | ||||||||||||
| 1 | 16425 | 42300 | 59700 9000 | 72150 | 42300 | 59700 9000 | 72150 72150 | 9 | 59700 9000 | 72150 72150 | 59700 9000 | 72150 | 9 | 59700 9000 | 72150 72150 | |
| 59700 9000 | 72150 | |||||||||||||||
| 1 1/8 | 21150 | 47513 | 77025 | |||||||||||||
| 1 1/4 | 26550 | 59550 | 96600 | 116700 | ||||||||||||
| 1 3/8 | 32550 | 72975 | 118350 | 143025 | ||||||||||||
| 1 1/2 | 39150 | 87750 | 142275 | 171900 | ||||||||||||
- Марка 2 — Низкоуглеродистая сталь — до 3/4 дюйма, расчетная нагрузка 55000 фунтов на кв.
 дюйм, минимальная прочность на растяжение 74000 фунтов на кв. дюйм — 3/4 — 1/1/2 дюйма, расчетная нагрузка 33000 фунтов на кв. Марка 5 — среднеуглеродистая сталь, закаленная и отпущенная — до 1 дюйма, контрольная нагрузка 85000 фунтов на кв. дюйм — 1 дюйм — 1/1/2 дюйма, контрольная нагрузка 74000 фунтов на кв. дюйм, минимальная прочность на растяжение 105000 фунтов на кв. Сталь, закаленная и отпущенная – испытательная нагрузка до 1 1/2 дюйма 120 000 фунтов на квадратный дюйм, минимальная прочность на растяжение 150 000 фунтов на квадратный дюйм
дюйм, минимальная прочность на растяжение 74000 фунтов на кв. дюйм — 3/4 — 1/1/2 дюйма, расчетная нагрузка 33000 фунтов на кв. Марка 5 — среднеуглеродистая сталь, закаленная и отпущенная — до 1 дюйма, контрольная нагрузка 85000 фунтов на кв. дюйм — 1 дюйм — 1/1/2 дюйма, контрольная нагрузка 74000 фунтов на кв. дюйм, минимальная прочность на растяжение 105000 фунтов на кв. Сталь, закаленная и отпущенная – испытательная нагрузка до 1 1/2 дюйма 120 000 фунтов на квадратный дюйм, минимальная прочность на растяжение 150 000 фунтов на квадратный дюйм - Lamalloy — Средний углеродный сплав, гашенную и смягченную — до 1 1/2 дюйма нагрузки 145000 фунтов на кв.
Связанные документы
Engineering ToolBox — расширение SketchUp — онлайн-3D-моделирование
Добавляйте стандартные и настраиваемые параметрические компоненты, такие как балки с полками, пиломатериалы, трубопроводы, лестницы и т. д., в свою модель Sketchup с помощью Engineering ToolBox — расширение SketchUp — возможность использования с потрясающими, забавными и бесплатными приложениями SketchUp Make и SketchUp Pro.
 Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup!0234
Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup!0234 Перевести
О Engineering ToolBox!
Мы не собираем информацию от наших пользователей. В нашем архиве сохраняются только электронные письма и ответы. Файлы cookie используются только в браузере для улучшения взаимодействия с пользователем.
Некоторые из наших калькуляторов и приложений позволяют сохранять данные приложения на локальном компьютере. Эти приложения будут — из-за ограничений браузера — отправлять данные между вашим браузером и нашим сервером. Мы не сохраняем эти данные.
Google использует файлы cookie для показа нашей рекламы и обработки статистики посетителей. Пожалуйста, прочитайте Конфиденциальность и условия Google для получения дополнительной информации о том, как вы можете контролировать показ рекламы и собираемую информацию.
AddThis использует файлы cookie для обработки ссылок на социальные сети. Пожалуйста, прочитайте AddThis Privacy для получения дополнительной информации.

Реклама в ToolBox
Если вы хотите продвигать свои товары или услуги в Engineering ToolBox, используйте Google Adwords. Вы можете настроить таргетинг на Engineering ToolBox с помощью управляемых мест размещения AdWords.
Цитирование
Эту страницу можно цитировать как
- Engineering ToolBox, (2018). Болты США — Прочность на растяжение и контрольные нагрузки . [онлайн] Доступно по адресу: https://www.engineeringtoolbox.com/us-bolts-tensile-proof-load-d_2066.html [дата обращения, мес. год].
Изменить дату доступа.
. .
закрыть
Клиновой анкер Strong-Bolt® 2 | Simpson Strong-Tie
- Дом
- Анкерные системы
- Механические анкерные изделия
- Механические якоря
- Сильный болт® 2
На этой странице
Подробная информация о продукте
Распорный анкер Strong-Bolt 2, указанный для бетона с трещинами и без трещин, а также для кирпичной кладки, является оптимальным выбором для обеспечения высокой производительности даже в сейсмических условиях и при сильном ветре.
 . Двойное тиснение на каждом сегменте зажима обеспечивает вторичное расширение в случае образования трещины и пересечения места крепления; эта функция значительно увеличивает способность Strong-Bolt 2 выдерживать нагрузку, если отверстие расширяется.
. Двойное тиснение на каждом сегменте зажима обеспечивает вторичное расширение в случае образования трещины и пересечения места крепления; эта функция значительно увеличивает способность Strong-Bolt 2 выдерживать нагрузку, если отверстие расширяется. Основные характеристики
- Скошенная верхняя часть для предотвращения образования грибов во время установки
- Пригодно для статической и сейсмической нагрузки (категории сейсмостойкости от A до F)
- Пригодно для горизонтального, вертикального и потолочного применения 3 1/4 дюйма и легкий бетонный настил толщиной 2 1/2 дюйма и 3 1/4 дюйма
- Стандартные дробные размеры (ANSI): подходят для стандартных приспособлений и устанавливаются с обычными размерами сверл и инструментов
- Испытано в соответствии с ACI355.2 и AC193
Материал
- Оцинкованная углеродистая сталь или нержавеющая сталь (тип 304; тип 316)
Установка
- того же диаметра, что и номинальный диаметр устанавливаемого анкера.
 Просверлите отверстие до указанной минимальной глубины и продуйте его сжатым воздухом. (Установки над головой не нужно продувать.) В качестве альтернативы просверлите отверстие достаточно глубоко, чтобы учесть глубину заделки и пыль от сверления.
Просверлите отверстие до указанной минимальной глубины и продуйте его сжатым воздухом. (Установки над головой не нужно продувать.) В качестве альтернативы просверлите отверстие достаточно глубоко, чтобы учесть глубину заделки и пыль от сверления. - Соберите анкер с гайкой и шайбой так, чтобы верхняя часть гайки находилась на одном уровне с верхней частью анкера. Поместите анкер в приспособление и вбивайте его в отверстие до тех пор, пока шайба и гайка не будут плотно прилегать к приспособлению.
- Затяните требуемым установочным моментом.
Strong-Bolt 2 Диаметр (дюймы) Размер сверла (дюймы) Мин. Отверстие крепления (дюймы) Размер ключа (дюймы) Момент затяжки бетона (фут-фунт-сила) Углеродистая сталь Момент затяжки бетона (фут-фунт-сила) Нержавеющая сталь 1/4 1/4 35 15 0/11039 0/11 /164 4 3/8 3/8 7/16 9/16 30 30 1/2 1/2 9/16 3/4 60 65 5/8 5/8 5/8 5/8 5/8 5/8 5/8 5. 
5/8 . 15/16 90 80 3/4 3/4 7/8 1 1/8 150 150 1 1 1 1/8 1 1/2 230 — Caution
- Не используйте ударный гайковерт для установки или затягивания анкера Strong-Bolt 2
- Слишком большие отверстия в основном материале затруднят установку анкера и снизят грузоподъемность анкера
Информация о конструкции и таблицы нагрузок
- Информация о конструкции Strong-Bolt 2
Дополнительные ссылки Анкеры
Страницы каталога
- C-A-2021 (Системы анкеровки, крепления и восстановления), стр. 108–122
Руководство по продукции на 2022–2025 гг. — Системы анкеровки, крепления и решения для восстановления бетона и кирпичной кладки
— Системы анкеровки, крепления и решения для восстановления бетона и кирпичной кладки
S-A-PG22
Справочник по продуктам, содержащий информацию об анкерных клеях Simpson Strong-Tie®, механических анкерах, прямом креплении, твердосплавных сверлах и продуктах для восстановления бетона и кирпичной кладки.
Руководство по продукту
Системы анкеровки, крепления, восстановления и усиления бетона и кирпичной кладки
C-A-2021
Информативный и полный каталог продуктов, принадлежащих нашим анкерным, крепежным, реставрационным и укрепляющим системам для бетона и кирпичной кладки.
Каталог
Anclaje Sistemas de anclaje, sujeción, restauración y fortalecimiento para concreto y mampostería
C-A-2021SP
Полный каталог продуктов и информации для систем анклайе, техобслуживания, восстановления и укрепления для бетона и мампостерии.
Каталог
Соединители и крепежные детали для массивных деревянных конструкций Каталог
C-C-MASSTIMBER20
Каталог с соединителями и крепежными элементами для строительных конструкций из массивной древесины и CLT.
Каталог
Жесткий уголок RCA-C для бетона
F-CF-RCAC22
Рекламный проспект с изображением уголка жесткого соединителя RCA-C для использования при креплении стоечного каркаса к бетонным опорам.
Флаер
Руководство по модернизации сейсмостойких приподнятых фундаментов
F-SEISRETRGD19
Руководство по сейсмической модернизации домов с приподнятым фундаментом. Это руководство помогает домовладельцам понять, как осматривать, оценивать и выполнять базовую модернизацию конструкции с использованием продуктов Simpson Strong-Tie.
Флаер
Информация о конструкции Strong-Bolt® 2 — бетон
ТЭБ-А-СТБ222
Этот инженерно-технический бюллетень представляет собой дополнение к каталогу Анкерные, крепежные и восстановительные системы для бетона и кирпичной кладки.
Технический бюллетень
ASCE 41 Значения
ТЭБ-АССЕ4122
Соединитель и анкер Прочность Расчетные возможности для модернизации в соответствии со стандартом ASCE 41.
Технический бюллетень
Канадское дополнение к каталогу якорей на 2021 год
ТЕБК-А-2021
Этот инженерно-технический бюллетень для Канады, TEBC-A-2021, является дополнением к каталогу Анкерные, крепежные и восстановительные системы для бетона и кирпичной кладки, C-A-2021.
Технический бюллетень
Прочность на растяжение установленных анкеров рядом с заброшенными отверстиями
L-A-ABANHOLE21
Это письмо предназначено для оценки характеристик анкеров Simpson Strong-Tie® для последующего монтажа в бетоне нормальной плотности при установке рядом с заброшенными отверстиями.
Инженерное письмо
Паспорт безопасности для механических анкеров
SDS-MechAnchors-NA-ENG-0520
Предназначен для предоставления информации для использования в управлении химическими веществами на рабочем месте; информация, такая как физические свойства; опасности; защитные меры; меры предосторожности при обращении, хранении и транспортировке.
Паспорт безопасности
Ficha de Datos de Seguridad para Anclas Mecánicas
SDS-MechAnchors-NA-ES
Diseñado para dar información útil en la gestión de quimicos en el lugar de trabajo; p.ej. физические свойства; рисгос; медидас де защиты; precauciones para manejo, almacenamiento y transporte.
Паспорт безопасности
Fiche de Données de Sécurité pour Ancrages Mécaniques
SDS-MechAnchors-NA-FRCA
Prevu pour fournir de l’information sur la gestion des produits chimiques au travail comme propriétés bodys, опасности, меры защиты и меры предосторожности при манипуляциях, хранении и транспортировке.
Паспорт безопасности
Спецификация MasterFormat® для анкерных изделий
Т-А-МСТРАНЧ31
Данные спецификации для продуктов Simpson Strong-Tie Anchor.
Спецификация MasterFormat®
Спецификация MasterFormat® для анкерных изделий
Т-А-МСТРАНЧ31
Данные спецификации для продуктов Simpson Strong-Tie Anchor.
Спецификация MasterFormat®
Simpson Strong-Tie® Предлагаемые общие примечания для анкерных систем (DOC)
SIMPSON-GENERAL-NOTES-AS_June2020
Это всеобъемлющее примечание предоставляется проектировщику, чтобы указать «основу проектирования» после установки анкерных изделий, которые будут использоваться в проекте.
Спецификация MasterFormat®
Simpson Strong-Tie® Предлагаемые общие примечания для анкерных систем (PDF)
SIMPSON-GENERAL-NOTES-AS_June2020
Это всеобъемлющее примечание предоставляется проектировщику, чтобы указать «основу проектирования» после установки анкерных изделий, которые будут использоваться в проекте.
Спецификация MasterFormat®
Информационная таблица продукта
| Модель № | Покрытие/Материал | Размер (дюймы) |
Диаметр сверла. (дюймы) (дюймы) |
Длина резьбы (дюймы) | Материал компонента, корпус анкера | Материал компонента, гайка | Материал компонента, шайба | Материал компонентов, зажим | Коробка Кол-во | Коробка Кол-во. |
|---|---|---|---|---|---|---|---|---|---|---|
| СТБ2-251344СС | Нержавеющая сталь типа 304 | 1/4 х 1 3/4 | 1/4 | 15/16 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 или 316 | 100 | 500 |
| СТБ2-252144СС | Нержавеющая сталь типа 304 | 1/4 х 2 1/4 |  2500″>
1/4 2500″>
1/4 |
1 7/16 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 или 316 | 100 | 500 |
| СТБ2-253144СС | Нержавеющая сталь типа 304 | 1/4 х 3 1/4 | 1/4 | 2 7/16 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 или 316 | 100 | 500 |
| СТБ2-372344СС | Нержавеющая сталь типа 304 | 3/8 х 2 3/4 |  3750″>
3/8 3750″>
3/8 |
1 5/16 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 или 316 | 50 | 250 |
| СТБ2-373004СС | Нержавеющая сталь типа 304 | 3/8 х 3 | 3/8 | 1 9/16 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 или 316 | 50 | 250 |
| СТБ2-373124СС | Нержавеющая сталь типа 304 | 3/8 х 3 1/2 |  3750″>
3/8 3750″>
3/8 |
2 1/16 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 или 316 | 50 | 250 |
| СТБ2-373344СС | Нержавеющая сталь типа 304 | 3/8 х 3 3/4 | 3/8 | 2 5/16 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 или 316 | 50 | 250 |
| СТБ2-375004СС | Нержавеющая сталь типа 304 | 3/8 х 5 |  3750″>
3/8 3750″>
3/8 |
3 16 сентября | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 или 316 | 50 | 200 |
| СТБ2-377004СС | Нержавеющая сталь типа 304 | 3/8 х 7 | 3/8 | 5 16 сентября | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 или 316 | 50 | 200 |
| СТБ2-501004СС | Нержавеющая сталь типа 304 | 1/2 х 10 |  5000″>
1/2 5000″>
1/2 |
6 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 или 316 | 25 | 50 |
| СТБ2-503344СС | Нержавеющая сталь типа 304 | 1/2 х 3 3/4 | 1/2 | 2 1/16 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 или 316 | 25 | 125 |
| СТБ2-504144СС | Нержавеющая сталь типа 304 | 1/2 х 4 1/4 |  5000″>
1/2 5000″>
1/2 |
2 16 сентября | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 или 316 | 25 | 100 |
| СТБ2-504344СС | Нержавеющая сталь типа 304 | 1/2 х 4 3/4 | 1/2 | 3 1/16 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 или 316 | 25 | 100 |
| СТБ2-505124СС | Нержавеющая сталь типа 304 | 1/2 х 5 1/2 |  5000″>
1/2 5000″>
1/2 |
3 13/16 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 или 316 | 25 | 100 |
| СТБ2-507004СС | Нержавеющая сталь типа 304 | 1/2 х 7 | 1/2 | 5 5/16 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 или 316 | 25 | 100 |
| СТБ2-508124СС | Нержавеющая сталь типа 304 | 1/2 х 8 1/2 |  5000″>
1/2 5000″>
1/2 |
6 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 или 316 | 25 | 50 |
| СТБ2-621004СС | Нержавеющая сталь типа 304 | 5/8 х 10 | 5/8 | 6 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 или 316 | 10 | 20 |
| СТБ2-624124СС | Нержавеющая сталь типа 304 | 5/8 х 4 1/2 |  6250″>
5/8 6250″>
5/8 |
2 7/16 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 или 316 | 20 | 80 |
| СТБ2-625004СС | Нержавеющая сталь типа 304 | 5/8 х 5 | 5/8 | 2 15/16 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 или 316 | 20 | 80 |
| СТБ2-626004СС | Нержавеющая сталь типа 304 | 5/8 х 6 |  6250″>
5/8 6250″>
5/8 |
3 15/16 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 или 316 | 20 | 80 |
| СТБ2-627004СС | Нержавеющая сталь типа 304 | 5/8 х 7 | 5/8 | 4 15/16 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 или 316 | 20 | 80 |
| СТБ2-628124СС | Нержавеющая сталь типа 304 | 5/8 х 8 1/2 |  6250″>
5/8 6250″>
5/8 |
6 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 или 316 | 20 | 40 |
| СТБ2-755124СС | Нержавеющая сталь типа 304 | 3/4 х 5 1/2 | 3/4 | 3 1/16 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 или 316 | 10 | 40 |
| СТБ2-756144СС | Нержавеющая сталь типа 304 | 3/4 х 6 1/4 |  7500″>
3/4 7500″>
3/4 |
3 15/16 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 или 316 | 10 | 40 |
| СТБ2-757004СС | Нержавеющая сталь типа 304 | 3/4 х 7 | 3/4 | 4 16.11. | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 или 316 | 10 | 40 |
| СТБ2-758124СС | Нержавеющая сталь типа 304 | 3/4 х 8 1/2 |  7500″>
3/4 7500″>
3/4 |
6 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 или 316 | 10 | 20 |
| СТБ2-251346СС | Нержавеющая сталь типа 316 | 1/4 х 1 3/4 | 1/4 | 15/16 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | 100 | 500 |
| СТБ2-252146СС | Нержавеющая сталь типа 316 | 1/4 х 2 1/4 |  2500″>
1/4 2500″>
1/4 |
1 7/16 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | 100 | 500 |
| СТБ2-253146СС | Нержавеющая сталь типа 316 | 1/4 х 3 1/4 | 1/4 | 2 7/16 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | 100 | 500 |
| СТБ2-372346СС | Нержавеющая сталь типа 316 | 3/8 х 2 3/4 |  3750″>
3/8 3750″>
3/8 |
1 5/16 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | 50 | 250 |
| СТБ2-373006СС | Нержавеющая сталь типа 316 | 3/8 х 3 | 3/8 | 1 9/16 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | 50 | 250 |
| СТБ2-373126СС | Нержавеющая сталь типа 316 | 3/8 х 3 1/2 |  3750″>
3/8 3750″>
3/8 |
2 1/16 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | 50 | 250 |
| СТБ2-373346СС | Нержавеющая сталь типа 316 | 3/8 х 3 3/4 | 3/8 | 2 5/16 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | 50 | 250 |
| СТБ2-375006СС | Нержавеющая сталь типа 316 | 3/8 х 5 |  3750″>
3/8 3750″>
3/8 |
3 16 сентября | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | 50 | 200 |
| СТБ2-377006СС | Нержавеющая сталь типа 316 | 3/8 х 7 | 3/8 | 5 16 сентября | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | 50 | 200 |
| СТБ2-501006СС | Нержавеющая сталь типа 316 | 1/2 х 10 |  5000″>
1/2 5000″>
1/2 |
6 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | 25 | 50 |
| СТБ2-503346СС | Нержавеющая сталь типа 316 | 1/2 х 3 3/4 | 1/2 | 2 1/16 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | 25 | 125 |
| СТБ2-504146СС | Нержавеющая сталь типа 316 | 1/2 х 4 1/4 |  5000″>
1/2 5000″>
1/2 |
2 16 сентября | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | 25 | 100 |
| СТБ2-504346СС | Нержавеющая сталь типа 316 | 1/2 х 4 3/4 | 1/2 | 3 1/16 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | 25 | 100 |
| СТБ2-505126СС | Нержавеющая сталь типа 316 | 1/2 х 5 1/2 |  5000″>
1/2 5000″>
1/2 |
3 13/16 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | 25 | 100 |
| СТБ2-507006СС | Нержавеющая сталь типа 316 | 1/2 х 7 | 1/2 | 5 5/16 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | 25 | 100 |
| СТБ2-508126СС | Нержавеющая сталь типа 316 | 1/2 х 8 1/2 |  5000″>
1/2 5000″>
1/2 |
6 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | 25 | 50 |
| СТБ2-621006СС | Нержавеющая сталь типа 316 | 5/8 х 10 | 5/8 | 6 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | 10 | 20 |
| СТБ2-624126СС | Нержавеющая сталь типа 316 | 5/8 х 4 1/2 |  6250″>
5/8 6250″>
5/8 |
2 7/16 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | 20 | 80 |
| СТБ2-625006СС | Нержавеющая сталь типа 316 | 5/8 х 5 | 5/8 | 2 15/16 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | 20 | 80 |
| СТБ2-626006СС | Нержавеющая сталь типа 316 | 5/8 х 6 |  6250″>
5/8 6250″>
5/8 |
3 15/16 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | 20 | 80 |
| СТБ2-627006СС | Нержавеющая сталь типа 316 | 5/8 х 7 | 5/8 | 4 15/16 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | 20 | 80 |
| СТБ2-628126СС | Нержавеющая сталь типа 316 | 5/8 х 8 1/2 |  6250″>
5/8 6250″>
5/8 |
6 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | 20 | 40 |
| СТБ2-755126СС | Нержавеющая сталь типа 316 | 3/4 х 5 1/2 | 3/4 | 3 3/16 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | 10 | 40 |
| СТБ2-756146СС | Нержавеющая сталь типа 316 | 3/4 х 6 1/4 |  7500″>
3/4 7500″>
3/4 |
3 15/16 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | 10 | 40 |
| СТБ2-757006СС | Нержавеющая сталь типа 316 | 3/4 х 7 | 3/4 | 4 16.11. | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | 10 | 40 |
| СТБ2-758126СС | Нержавеющая сталь типа 316 | 3/4 х 8 1/2 |  7500″>
3/4 7500″>
3/4 |
6 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | 10 | 20 |
| СТБ2-1001000 | Оцинкованная/углеродистая сталь | 1 х 10 | 1 | 3 1/2 | Углеродистая сталь | Углеродистая сталь ASTM A 563, класс A | Углеродистая сталь ASTM F844 | Углеродистая сталь ASTM A 568 | 5 | 10 |
| СТБ2-1001300 | Оцинкованная/углеродистая сталь | 1 х 13 |  0000″>
1 0000″>
1 |
3 1/2 | Углеродистая сталь | Углеродистая сталь ASTM A 563, класс A | Углеродистая сталь ASTM F844 | Углеродистая сталь ASTM A 568 | 5 | 10 |
| СТБ2-100700 | Оцинкованная/углеродистая сталь | 1 х 7 | 1 | 3 1/2 | Углеродистая сталь | Углеродистая сталь ASTM A 563, класс A | Углеродистая сталь ASTM F844 | Углеродистая сталь ASTM A 568 | 5 | 20 |
| СТБ2-25134 | Оцинкованная/углеродистая сталь | 1/4 х 1 3/4 |  2500″>
1/4 2500″>
1/4 |
15/16 | Углеродистая сталь | Углеродистая сталь ASTM A 563, класс A | Углеродистая сталь ASTM F844 | Углеродистая сталь ASTM A 568 | 100 | 500 |
| СТБ2-25214 | Оцинкованная/углеродистая сталь | 1/4 х 2 1/4 | 1/4 | 1 7/16 | Углеродистая сталь | Углеродистая сталь ASTM A 563, класс A | Углеродистая сталь ASTM F844 | Углеродистая сталь ASTM A 568 | 100 | 500 |
| СТБ2-25314 | Оцинкованная/углеродистая сталь | 1/4 х 3 1/4 |  2500″>
1/4 2500″>
1/4 |
2 7/16 | Углеродистая сталь | Углеродистая сталь ASTM A 563, класс A | Углеродистая сталь ASTM F844 | Углеродистая сталь ASTM A 568 | 100 | 500 |
| СТБ2-37234 | Оцинкованная/углеродистая сталь | 3/8 х 2 3/4 | 3/8 | 1 5/16 | Углеродистая сталь | Углеродистая сталь ASTM A 563, класс A | Углеродистая сталь ASTM F844 | Углеродистая сталь ASTM A 568 | 50 | 250 |
| СТБ2-37300 | Оцинкованная/углеродистая сталь | 3/8 х 3 |  3750″>
3/8 3750″>
3/8 |
1 9/16 | Углеродистая сталь | Углеродистая сталь ASTM A 563, класс A | Углеродистая сталь ASTM F844 | Углеродистая сталь ASTM A 568 | 50 | 250 |
| СТБ2-37312 | Оцинкованная/углеродистая сталь | 3/8 х 3 1/2 | 3/8 | 2 1/16 | Углеродистая сталь | Углеродистая сталь ASTM A 563, класс A | Углеродистая сталь ASTM F844 | Углеродистая сталь ASTM A 568 | 50 | 250 |
| СТБ2-37334 | Оцинкованная/углеродистая сталь | 3/8 х 3 3/4 |  3750″>
3/8 3750″>
3/8 |
2 5/16 | Углеродистая сталь | Углеродистая сталь ASTM A 563, класс A | Углеродистая сталь ASTM F844 | Углеродистая сталь ASTM A 568 | 50 | 250 |
| СТБ2-37500 | Оцинкованная/углеродистая сталь | 3/8 х 5 | 3/8 | 3 16 сентября | Углеродистая сталь | Углеродистая сталь ASTM A 563, класс A | Углеродистая сталь ASTM F844 | Углеродистая сталь ASTM A 568 | 50 | 200 |
| СТБ2-37700 | Оцинкованная/углеродистая сталь | 3/8 х 7 |  3750″>
3/8 3750″>
3/8 |
5 16 сентября | Углеродистая сталь | Углеродистая сталь ASTM A 563, класс A | Углеродистая сталь ASTM F844 | Углеродистая сталь ASTM A 568 | 50 | 200 |
| СТБ2-50100 | Оцинкованная/углеродистая сталь | 1/2 х 10 | 1/2 | 6 | Углеродистая сталь | Углеродистая сталь ASTM A 563, класс A | Углеродистая сталь ASTM F844 | Углеродистая сталь ASTM A 568 | 25 | 50 |
| СТБ2-50334 | Оцинкованная/углеродистая сталь | 1/2 х 3 3/4 |  5000″>
1/2 5000″>
1/2 |
2 1/16 | Углеродистая сталь | Углеродистая сталь ASTM A 563, класс A | Углеродистая сталь ASTM F844 | Углеродистая сталь ASTM A 568 | 25 | 125 |
| СТБ2-50414 | Оцинкованная/углеродистая сталь | 1/2 х 4 1/4 | 1/2 | 2 16 сентября | Углеродистая сталь | Углеродистая сталь ASTM A 563, класс A | Углеродистая сталь ASTM F844 | Углеродистая сталь ASTM A 568 | 25 | 100 |
| СТБ2-50434 | Оцинкованная/углеродистая сталь | 1/2 х 4 3/4 |  5000″>
1/2 5000″>
1/2 |
3 1/16 | Углеродистая сталь | Углеродистая сталь ASTM A 563, класс A | Углеродистая сталь ASTM F844 | Углеродистая сталь ASTM A 568 | 25 | 100 |
| СТБ2-50512 | Оцинкованная/углеродистая сталь | 1/2 х 5 1/2 | 1/2 | 3 13/16 | Углеродистая сталь | Углеродистая сталь ASTM A 563, класс A | Углеродистая сталь ASTM F844 | Углеродистая сталь ASTM A 568 | 25 | 100 |
| СТБ2-50700 | Оцинкованная/углеродистая сталь | 1/2 х 7 |  5000″>
1/2 5000″>
1/2 |
5 5/16 | Углеродистая сталь | Углеродистая сталь ASTM A 563, класс A | Углеродистая сталь ASTM F844 | Углеродистая сталь ASTM A 568 | 25 | 100 |
| СТБ2-50812 | Оцинкованная/углеродистая сталь | 1/2 х 8 1/2 | 1/2 | 6 | Углеродистая сталь | Углеродистая сталь ASTM A 563, класс A | Углеродистая сталь ASTM F844 | Углеродистая сталь ASTM A 568 | 25 | 50 |
| СТБ2-62100 | Оцинкованная/углеродистая сталь | 5/8 х 10 |  6250″>
5/8 6250″>
5/8 |
6 | Углеродистая сталь | Углеродистая сталь ASTM A 563, класс A | Углеродистая сталь ASTM F844 | Углеродистая сталь ASTM A 568 | 10 | 20 |
| СТБ2-62412 | Оцинкованная/углеродистая сталь | 5/8 х 4 1/2 | 5/8 | 2 7/16 | Углеродистая сталь | Углеродистая сталь ASTM A 563, класс A | Углеродистая сталь ASTM F844 | Углеродистая сталь ASTM A 568 | 20 | 80 |
| СТБ2-62500 | Оцинкованная/углеродистая сталь | 5/8 х 5 |  6250″>
5/8 6250″>
5/8 |
2 15/16 | Углеродистая сталь | Углеродистая сталь ASTM A 563, класс A | Углеродистая сталь ASTM F844 | Углеродистая сталь ASTM A 568 | 20 | 80 |
| СТБ2-62600 | Оцинкованная/углеродистая сталь | 5/8 х 6 | 5/8 | 3 15/16 | Углеродистая сталь | Углеродистая сталь ASTM A 563, класс A | Углеродистая сталь ASTM F844 | Углеродистая сталь ASTM A 568 | 20 | 80 |
| СТБ2-62700 | Оцинкованная/углеродистая сталь | 5/8 х 7 |  6250″>
5/8 6250″>
5/8 |
4 15/16 | Углеродистая сталь | Углеродистая сталь ASTM A 563, класс A | Углеродистая сталь ASTM F844 | Углеродистая сталь ASTM A 568 | 20 | 80 |
| СТБ2-62812 | Оцинкованная/углеродистая сталь | 5/8 х 8 1/2 | 5/8 | 6 | Углеродистая сталь | Углеродистая сталь ASTM A 563, класс A | Углеродистая сталь ASTM F844 | Углеродистая сталь ASTM A 568 | 20 | 40 |
| СТБ2-75100 | Оцинкованная/углеродистая сталь | 3/4 х 10 |  7500″>
3/4 7500″>
3/4 |
6 | Углеродистая сталь | Углеродистая сталь ASTM A 563, класс A | Углеродистая сталь ASTM F844 | Углеродистая сталь ASTM A 568 | 10 | 20 |
| СТБ2-75512 | Оцинкованная/углеродистая сталь | 3/4 х 5 1/2 | 3/4 | 3 3/16 | Углеродистая сталь | Углеродистая сталь ASTM A 563, класс A | Углеродистая сталь ASTM F844 | Углеродистая сталь ASTM A 568 | 10 | 40 |
| СТБ2-75614 | Оцинкованная/углеродистая сталь | 3/4 х 6 1/4 |  7500″>
3/4 7500″>
3/4 |
3 15/16 | Углеродистая сталь | Углеродистая сталь ASTM A 563, класс A | Углеродистая сталь ASTM F844 | Углеродистая сталь ASTM A 568 | 10 | 40 |
| СТБ2-75700 | Оцинкованная/углеродистая сталь | 3/4 х 7 | 3/4 | 4 16.11. | Углеродистая сталь | Углеродистая сталь ASTM A 563, класс A | Углеродистая сталь ASTM F844 | Углеродистая сталь ASTM A 568 | 10 | 40 |
| СТБ2-75812 | Оцинкованная/углеродистая сталь | 3/4 х 8 1/2 |  7500″>
3/4 7500″>
3/4 |
6 | Углеродистая сталь | Углеродистая сталь ASTM A 563, класс A | Углеродистая сталь ASTM F844 | Углеродистая сталь ASTM A 568 | 10 | 20 |
Таблицы с информацией о продуктах
| Размер (дюймы) | Углеродистая сталь Модель № | Нержавеющая сталь типа 304 Модель № | Нержавеющая сталь типа 316 Модель № | Диаметр сверла. (дюймы) | Длина резьбы (дюймы) | Количество | |
|---|---|---|---|---|---|---|---|
| Коробка | Коробка | ||||||
| 1/4 x 1 3/4 | СТБ2-25134 | СТБ2-251344СС | СТБ2-251346СС | 1/4 | 15/16 | 100 | 500 |
| 1/4 x 2 1/4 | СТБ2-25214 | СТБ2-252144СС | СТБ2-252146СС | 1/4 | 1 7/16 | 100 | 500 |
| 1/4 x 3 1/4 | СТБ2-25314 | СТБ2-253144СС | СТБ2-253146СС | 1/4 | 2 7/16 | 100 | 500 |
| 3/8 x 2 3/4 | СТБ2-37234 | СТБ2-372344СС | СТБ2-372346СС | 3/8 | 1 5/16 | 50 | 250 |
| 3/8 x 3 | СТБ2-37300 | СТБ2-373004СС | СТБ2-373006СС | 3/8 | 1 9/16 | 50 | 250 |
| 3/8 x 3 1/2 | СТБ2-37312 | СТБ2-373124СС | СТБ2-373126СС | 3/8 | 2 1/16 | 50 | 250 |
| 3/8 x 3 3/4 | СТБ2-37334 | СТБ2-373344СС | СТБ2-373346СС | 3/8 | 2 5/16 | 50 | 250 |
| 3/8 х 5 | СТБ2-37500 | СТБ2-375004СС | СТБ2-375006СС | 3/8 | 3 9/16 | 50 | 200 |
| 3/8 x 7 | СТБ2-37700 | СТБ2-377004СС | СТБ2-377006СС | 3/8 | 5 9/16 | 50 | 200 |
| 1/2 x 3 3/4 | СТБ2-50334 | СТБ2-503344СС | СТБ2-503346СС | 1/2 | 2 1/16 | 25 | 125 |
| 1/2 x 4 1/4 | СТБ2-50414 | СТБ2-504144СС | СТБ2-504146СС | 1/2 | 2 16 сентября | 25 | 100 |
| 1/2 x 4 3/4 | СТБ2-50434 | СТБ2-504344СС | СТБ2-504346СС | 1/2 | 3 1/16 | 25 | 100 |
| 1/2 х 5 1/2 | СТБ2-50512 | СТБ2-505124СС | СТБ2-505126СС | 1/2 | 3 13/16 | 25 | 100 |
| 1/2 x 7 | СТБ2-50700 | СТБ2-507004СС | СТБ2-507006СС | 1/2 | 5 5/16 | 25 | 100 |
| 1/2 x 8 1/2 | СТБ2-50812 | СТБ2-508124СС | СТБ2-508126СС | 1/2 | 6 | 25 | 50 |
| 1/2 x 10 | СТБ2-50100 | СТБ2-501004СС | СТБ2-501006СС | 1/2 | 6 | 25 | 50 |
| 5/8 x 4 1/2 | СТБ2-62412 | СТБ2-624124СС | СТБ2-624126СС | 5/8 | 2 7/16 | 20 | 80 |
| 5/8 х 5 | СТБ2-62500 | СТБ2-625004СС | СТБ2-625006СС | 5/8 | 2 15/16 | 20 | 80 |
| 5/8 х 6 | СТБ2-62600 | СТБ2-626004СС | СТБ2-626006СС | 5/8 | 3 15/16 | 20 | 80 |
| 5/8 х 7 | СТБ2-62700 | СТБ2-627004СС | СТБ2-627006СС | 5/8 | 4 15/16 | 20 | 80 |
| 5/8 x 8 1/2 | СТБ2-62812 | СТБ2-628124СС | СТБ2-628126СС | 5/8 | 6 | 20 | 40 |
| 5/8 х 10 | СТБ2-62100 | СТБ2-621004СС | СТБ2-621006СС | 5/8 | 6 | 10 | 20 |
| 3/4 x 5 1/2 | СТБ2-75512 | СТБ2-755124СС | СТБ2-755126СС | 3/4 | 3 3/16 | 10 | 40 |
| 3/4 x 6 1/4 | СТБ2-75614 | СТБ2-756144СС | СТБ2-756146СС | 3/4 | 3 15/16 | 10 | 40 |
| 3/4 x 7 | СТБ2-75700 | СТБ2-757004СС | СТБ2-757006СС | 3/4 | 4 11/16 | 10 | 40 |
| 3/4 x 8 1/2 | СТБ2-75812 | СТБ2-758124СС | СТБ2-758126СС | 3/4 | 6 | 10 | 20 |
| 3/4 x 10 | СТБ2-75100 | — | — | 3/4 | 6 | 10 | 20 |
| 1 х 7 | СТБ2-100700 | — | — | 1 | 3 1/2 | 5 | 20 |
| 1 х 10 | СТБ2-1001000 | — | — | 1 | 3 1/2 | 5 | 10 |
| 1 х 13 | СТБ2-1001300 | — | — | 1 | 3 1/2 | 5 | 10 |
Требования к конструкции, габаритные данные и информация по установке, опубликованные в каталоге C-A-2016 Simpson Strong-Tie Anchoring and Fastening Systems для клинового анкера Strong-Bolt 2 из нержавеющей стали типа 316, применимы к анкеру Strong из нержавеющей стали типа 304 — Клиновой анкер с болтом 2 для всех диаметров, за исключением того, что крутящий момент при установке клинового анкера Strong-Bolt 2 из нержавеющей стали 1/2 дюйма составляет 65 футо-фунтов. |
|||||||
| Корпус анкера | Гайка | Шайба | Зажим |
|---|---|---|---|
| Углеродистая сталь 1 | Углеродистая сталь, ASTM A 563, класс A | Углеродистая сталь ASTM F844 | Углеродистая сталь ASTM A 568 |
| Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 | Нержавеющая сталь типа 304 или нержавеющая сталь типа 316 |
| Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 | Нержавеющая сталь типа 316 |
| 1. Цинк соответствует ASTM B 633, класс SC 1 (Fe/Zn 5), тип III. | |||
Сильный болт 2 диам. (дюймы) (дюймы) |
1/4 | 3/8 | 1/2 | 5/8 | 3/4 | 1 |
|---|---|---|---|---|---|---|
| Размер сверла (дюймы) | 1/4 | 3/8 | 1/2 | 5/8 | 3/4 | 1 |
| Мин. Отверстие для крепления (дюймы) | 5/16 | 7/16 | 9/16 | 16.11 | 7/8 | 1 1/8 |
| Размер ключа (дюймы) | 7/16 | 16 сентября | 3/4 | 15/16 | 1 1/8 | 1 1/2 |
| Знак | шт. | А | Б | С | Д | Е | Ф | Г | Х | я | Дж | К | л | М | Н | О | Р | В | Р | С | Т | У | В | Вт | х | Д | З |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| От | в. |
1 1/2 | 2 | 2 1/2 | 3 | 3 1/2 | 4 | 4 1/2 | 5 | 5 1/2 | 6 | 6 1/2 | 7 | 7 1/2 | 8 | 8 1/2 | 9 | 9 1/2 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 |
| До, но не включая | в. | 2 | 2 1/2 | 3 | 3 1/2 | 4 | 4 1/2 | 5 | 5 1/2 | 6 | 6 1/2 | 7 | 7 1/2 | 8 | 8 1/2 | 9 | 9 1/2 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 |
Отчеты и соответствие нормам
Чертежи
| ПДФ | ДВГ | ДСФ | РФА | МФК | СБ | ||
|---|---|---|---|---|---|---|---|
Какие болты использовать для DIY? – Болты 101 – Механические элементы
Болты – удивительно простой, но сложный метод крепления. Они используются повсюду, поэтому в основном мы воспринимаем их как должное, но почему существует так много разных видов? И какие болты использовать?
Они используются повсюду, поэтому в основном мы воспринимаем их как должное, но почему существует так много разных видов? И какие болты использовать?
Концепция винта возникла всего за несколько сотен лет до нашей эры, согласно странице Bolt Science History. Хотя сейчас эта концепция так распространена, только чуть более 150 лет назад, когда началось массовое производство, вещи начали стандартизироваться и получили широкое распространение.
Обычно я не считаю наши современные болты «более новой» технологией, но в ходе мировой истории это действительно не так уж и старо. Полезность очевидна повсюду. Вряд ли в доме в мире есть отвертка, гаечный ключ или какие-либо плоскогубцы для затягивания или ослабления винтов.
Теперь существует множество размеров, типов головок, количества ниток, длин и многого другого. Так откуда мы знаем, что использовать? К счастью, нам не нужно быть экспертами, чтобы выбрать правильные болты для проектов «сделай сам». Тем не менее, нам нужны некоторые базовые знания, чтобы не испортить что-то важное.
На этой странице Bolts 101 приведены основные сведения о болтах.
Вторая страница посвящена тому, как выбирать болты для использования.
Обе страницы имеют практичный вид для понимания и выбора крепежа. Научную часть с кучей деталей легко найти на других сайтах, поэтому нет необходимости повторять ее здесь.
Болты какой марки?
Прочность материала болта (особенно стали) определяется как «Класс». Слабый болт подходит для одних приложений, но может привести к катастрофе в других. С другой стороны, иногда вам нужен слабый болт, поэтому в критической ситуации болт сломается, а не . . . скажем машина которая намного дороже.
Класс зависит от материала болта. В основном сплав стали, чтобы сделать его, а также процесс термообработки, чтобы сделать его прочным. Я не буду вдаваться в подробности, но подумайте об этом как о разных сплавах (или типах) стали.
Фактическая прочность болта включает материал, а также размер болта (1/4″ или 1/2″ и т. д.). Например, болт низкого качества 3/4″ намного прочнее, чем болт высокого качества 1/4″. Итак, какие болты вы выбираете, необходимо учитывать несколько факторов.
д.). Например, болт низкого качества 3/4″ намного прочнее, чем болт высокого качества 1/4″. Итак, какие болты вы выбираете, необходимо учитывать несколько факторов.
Вот несколько распространенных марок болтов. Это те, которые действительно полезно знать.
Для английских болтов:
Класс 2 (или неклассифицированный), Класс 5 и Класс 8. Есть много других, но это основные. Маркировка на головках болтов (с шестигранной головкой) (радиальные линии) показывает класс. Это довольно простой код. На изображении ниже средний болт имеет 3 радиальные выпуклые линии. Это болт 5 класса. Золотистый имеет 6 радиальных выпуклых линий. Это болт 8 класса. Остальные маркировки на болте особого значения не имеют (для болтов 101).
Болт класса 2 находится слева. У этого есть несколько букв, которые сообщают подробности, но нет радиальных знаков. Это 2 класс или меньше.
Интересно, что однажды, работая с сыном над проектом, он заметил, что это просто количество баллов плюс 2 — это оценка. Я использовал эти коды в течение многих лет и никогда не замечал этого очевидного лакомого кусочка.
Я использовал эти коды в течение многих лет и никогда не замечал этого очевидного лакомого кусочка.
Для метрических болтов:
Классы < 5,8, Класс 8,8, 10,9 и 12,9 Опять же, существует множество вариантов, больше, чем на английском языке, но самое интересное, что большинство из них имеют маркировку прямо на головке. Взгляните на изображение. Это не все, но это самое распространенное, и это даст вам представление. Для получения дополнительной информации, вот довольно хорошее объяснение того, что означают числа.
Обратите внимание, что 12.9 представляет собой винт с головкой под торцевой ключ, а не шестигранник, как другие. Как для английских, так и для метрических болтов все головки с углублением под торцевой ключ изготавливаются из этой стали более высокого качества. Часто они черные, но цвет не является хорошим обозначением. Мы поговорим об этом ниже.
Головки с торцевыми головками:
Почему головки с торцевыми головками прочнее? Некоторые говорят, что это делается для того, чтобы гнезда не сорвались относительно маленькими гаечными ключами, другие говорят, что это нужно для того, чтобы свести к минимуму количество болтов, которые необходимо изготовить. Третьи говорят, что это потому, что вы не можете их очень хорошо отметить. Какой бы ни была причина, это просто хорошая вещь, чтобы держать ее в глубине души. Болты с головкой под торцевой ключ действительно прочные.
Третьи говорят, что это потому, что вы не можете их очень хорошо отметить. Какой бы ни была причина, это просто хорошая вещь, чтобы держать ее в глубине души. Болты с головкой под торцевой ключ действительно прочные.
Кроме того, головки с торцевыми головками бывают нескольких разновидностей — например, показанная выше, с плоской головкой, с плоской головкой и т. д.
Грубый эквивалент английского и метрического классов:
Итак, как соотносятся эти разные классы? Один намного сильнее другого? Как метрики соотносятся с оценками по английскому языку? Вот упрощенная таблица, показывающая сравнение классов болтов.
Обратите внимание . На приведенной выше диаграмме отсутствует много деталей. Например, значения предела прочности при растяжении приблизительны и имеют тенденцию к уменьшению для больших болтов (диаметром более 1 дюйма или 1,5 дюйма). Есть много других предостережений и вариантов, которые хорошо задокументированы на многих веб-сайтах. Нет нужды повторять их здесь. Это основы , достаточные для самостоятельной работы.
Нет нужды повторять их здесь. Это основы , достаточные для самостоятельной работы.
Для самодельщиков выводы из этой таблицы включают:
- Болты класса 5 примерно в два раза прочнее болтов класса 2 или ниже.
- Grade 8, а торцевые головки еще прочнее.
- Показатели прочности на растяжение не так важны, как относительная перспектива.
- Метрические болты имеют одинаковую прочность, но очень разные обозначения.
Стоит отметить, что Прочие материалы , такие как пластик, латунь и даже нержавеющая сталь, не используют эти марки. Эти типы также различаются по силе, поэтому будьте осторожны, используя их, если сила важна. У них нет маркировки, как указано выше.
Опять же, это основы. Более подробную информацию ищите в Интернете. Существует масса отличной информации о вариантах и различиях болтов и сортов.
Типы болтов
Существует так много разных типов болтов, что голова идет кругом. Хотя все они имеют свое назначение, мы рассмотрим только некоторые основы. Начнем со стиля головы.
Хотя все они имеют свое назначение, мы рассмотрим только некоторые основы. Начнем со стиля головы.
На этом изображении представлены несколько примеров стилей головок болтов. Большинство из них 1/4″-20. Здесь показаны 2 болта с полукруглой головкой — один из нержавеющей стали и один класса 8+. Меньший болт справа — с плоской головкой, Philips. В центре находится «плоская головка» (иногда ее называют винтом с головкой под торцевой ключ с плоской головкой или FHSCS). Изогнутые болты, такие как U-образный болт слева, почти всегда относятся к классу 2 или ниже (но, конечно, вы можете получить
Типы головок болтов:
Большинство распространенных типов головок болтов делятся на 3 категории:
- Головка ключа , где ключ проходит вокруг головки (например, с квадратной или шестигранной головкой и т. д.). Золотой цвет на этом изображении является одним из примеров головки ключа .
- Головка с торцевым ключом , где ключ входит в головку (SHCS, пуговичные головки, плоские головки, головки Philips и т.
 д.). Средние 2 черных болта являются вариантами головки с внутренним шестигранником . Иногда это шестигранные ключи, подобные этим, но другие, такие как Torx, распространены.
д.). Средние 2 черных болта являются вариантами головки с внутренним шестигранником . Иногда это шестигранные ключи, подобные этим, но другие, такие как Torx, распространены. - Фиксированная головка , где элементы на нижней стороне головки удерживают ее от вращения. Более длинный серебряный — это с удерживаемой головкой (обычно называемая болтом с квадратным подголовком).
- И мы не должны забывать о нестандартных болтах без головки , изготовленных из резьбового стержня (также известного как All-Thread), или даже о дополнительных супер-специальных продуктах, которые вы можете сделать самостоятельно с помощью резьбовой плашки.
Существуют и другие стили, но они не так распространены. Например, колесные болты прицепа.
Примеры:
Головка ключа Болты удобны, когда есть место, чтобы окружить головку болта — например, с открытым гаечным ключом или головкой с трещоткой. Их удобно хватать сбоку. И они бывают с разными головками — например, с квадратными головками и головками с фланцем (на маленьком изображении) — которые очень полезны для DIY.
Болты с головкой под торцевой ключ удобны тем, что их можно вставить во что-нибудь (зенковать отверстие). Они также работают на плоских поверхностях. Пуговицы (панорамные головки и другие) предназначены для закругленных головок, которые не выступают резко и не имеют краев, за которые можно зацепиться. Наконец, Flat Heads могут начать работу и оставить «плоскую» поверхность.
На изображении ниже показаны винты с потайной головкой под торцевой ключ, сокращенно SHCS, и плоская головка, показанные в модели CAD в разрезе, чтобы вы могли видеть, как они взаимодействуют с заготовками.
Болты с фиксированной головкой отлично подходят, когда вы не хотите взаимодействовать с головкой или вам нужна защита от несанкционированного доступа. Для болта с квадратным подголовком (как на картинке выше) вы помещаете их в квадратное отверстие, тогда вам не нужно удерживать головку при затягивании болта.
Ваш выбор «Какие болты» должен отражать потребность в доступе, а также эстетические требования и желание свободного пространства.
Подробнее о головках болтов:
Мне очень нравится эта таблица типов крепежа от Bolt Depot. Кто-то приложил немало усилий, нарисовав множество типов головок, стилей крепежа — даже гаек и шайб. Это хорошая справочная страница.
Какие болты с резьбой?
Опять же, это большой набор опций. Традиционный протектор имеет форму треугольника с углами 60 градусов. Это, безусловно, самый распространенный тип, но существуют и другие типы, такие как ACME, Spiral Lock и другие. У них есть цель, но мы не будем вдаваться в них здесь.
Чтобы запутать проблему, есть куча разных «шагов» для каждого размера. Шаг – это количество витков на единицу длины. Например, 18 нитей на дюйм. Или, в метрической системе, шаг читается как расстояние между витками, например, M10 x 1,5, где 1,5 — это расстояние в миллиметрах между витками.
Не вдаваясь в подробности, обычно есть 2 важных шага — Тонкая резьба и Крупная резьба . Эти дескрипторы хороши, потому что, если вы посмотрите на пример фотографии здесь, вы увидите большую разницу между Fine Thread и Coarse. Хорошо просто означает, что есть больше потоков, ближе друг к другу.
Хорошо просто означает, что есть больше потоков, ближе друг к другу.
Хотя метрические болты похожи тем, что допускают разный шаг резьбы для каждого диаметра, их обычно не называют «мелкой резьбой» или «крупной резьбой». Спросите своего поставщика болтов или поищите в Интернете дополнительную информацию.
В общем, с крупной резьбой приятнее работать, потому что вам не нужно сильно проворачивать ее, чтобы вставить или надеть гайку. Мелкие резьбы могут затягиваться сильнее, потому что они имеют уменьшенный угол действия. Возможно, мелкая резьба немного прочнее грубой, но этого недостаточно, чтобы принимать решения о прочности, основываясь только на шаге резьбы.
Еще одно небольшое отличие: в условиях вибрации преимущество имеет тонкая резьба. Тем не менее, другие методы, такие как гайки Nylock, LocTite и т. д., намного эффективнее.
Какая отделка?
На изображениях выше мы видим 3 разных варианта отделки. Во-первых, это серебро — это цинк (на этих фотографиях). Серебристый цвет также может быть результатом горячего цинкования, хромирования, отсутствия отделки и нержавеющей стали.
Серебристый цвет также может быть результатом горячего цинкования, хромирования, отсутствия отделки и нержавеющей стали.
Золотой цвет — «Желто-цинковый хромат», который лучше противостоит контактным нагрузкам, поэтому мы иногда видим это на болтах класса 5 или класса 8. Как и Серебро, Золото на самом деле ничего не значит.
Другой цвет на изображениях выше — черный. Это отделка «черный фосфат». Опять же, черный цвет на самом деле ничего не значит, но он очень распространен в головках класса 12.9 (метрическая система) и английских торцевых головках (фактически класса 9).
Хотя существует множество других отделок и цветов, эти распространены.
Большинство болтов имеют какое-либо покрытие (за исключением нержавеющей стали). Различные отделки лучше или хуже справляются с разными условиями, так что узнайте, что вам нужно. Цинк является отличной защитой общего назначения от ржавчины, если болты не погружены в воду или не находятся в прямом контакте с водой, но горячеоцинкованная или нержавеющая сталь лучше подходят для более влажных и более открытых условий. Черный хорошо подходит для помещений и сухих условий.
Черный хорошо подходит для помещений и сухих условий.
Описательные названия болтов
Болты названы по их размеру, типу головки, шагу резьбы и отделке. Например, английское обозначение болта может быть: 1/2″-20 HCS Gr5 из цинка . В данном примере 1/2″ — это номинальный внешний диаметр болта (в дюймах). Фактический диаметр резьбы будет меньше, а хвостовик (безрезьбовая часть, если он есть) будет очень близок к этому диаметру. -20 в названии — это число витков на дюйм.
В имени иногда появляются буквы, а иногда слова пишутся по буквам. В данном случае HCS = винт с шестигранной головкой, что означает, что он имеет шестигранную головку. Иногда встречаются и другие, такие как SHCS = винт с головкой под торцевой ключ или FHS = головка с плоской головкой, BH = головка с круглой головкой или PHP = крест с полукруглой головкой. Если вы не уверены, лучше пропустить буквы и просто использовать слова, чтобы избежать путаницы.
Марка болта Gr5 (из приведенного выше примера) часто не упоминается в названии, но необходима для определения болта. В данном случае Gr5 соответствует классу 5. Это важно, поскольку указывает на материал и определяет прочность. Не все болты имеют классы. Некоторые материалы, такие как SS (нержавеющая сталь), латунь или пластик, и другие не имеют марок, таких как сталь. Тем не менее, они бывают разных вариаций и сил. Нержавеющая сталь, например, имеет много типов, но у них нет «класса», как указано выше.
В данном случае Gr5 соответствует классу 5. Это важно, поскольку указывает на материал и определяет прочность. Не все болты имеют классы. Некоторые материалы, такие как SS (нержавеющая сталь), латунь или пластик, и другие не имеют марок, таких как сталь. Тем не менее, они бывают разных вариаций и сил. Нержавеющая сталь, например, имеет много типов, но у них нет «класса», как указано выше.
Наконец, финиш. В нашем примере это цинк.
Чтобы определить, какие болты вам нужны, включите все параметры, чтобы получить то, что вы хотите. Иногда это не имеет значения, например, финиш. Все нормально.
Как выбрать болты
Этот пост становится громоздким, поэтому мы разобьем его на две части. Тема «Как выбрать (и использовать) болты » важна и очень актуальна, поэтому давайте рассмотрим приведенную выше информацию в качестве фона и перейдем к практическим правилам выбора болтов. Продолжить чтение >>
Спасибо Lightning Bolt из Колорадо-Спрингс за понимание этой статьи.
Прочность и классы крепежных изделий
Зачем статья на тему «простую», как гайки и болты?
Потому что понимание технологии крепежа создает прочную основу для всех экстремальных внедорожных технологий. Это отличное место для начала — с нуля. Многое из того, что мы делаем как строители и ремонтники внедорожников, является строго индивидуальным, часто одноразовым. У нас нет такой роскоши, как подробные инструкции или преимущества многолетних разработок и исследований крупного производителя. Короче говоря, мы сами по себе, поэтому нам нужно хорошо разбираться в технологии крепежа, чтобы ответить на такие вопросы, как: какой размер и тип резьбы мы должны использовать для крепления наших нестандартных подвесных звеньев? Какой тип фиксирующего механизма мы должны использовать на наших колесах с бэдлоками? Должны ли мы использовать шпильки или болты, чтобы прикрепить наши рулевые рычаги к поворотным кулакам?
Болты
Основными частями болта являются:
- Головка – обычно размер на 4/16 больше номинального размера болта (диаметр стержня).
 Например, болт на 1/2 дюйма имеет головку, в которую входит гнездо на 3/4 дюйма.
Например, болт на 1/2 дюйма имеет головку, в которую входит гнездо на 3/4 дюйма. - Опорная поверхность — обработана правильно и перпендикулярно хвостовику, опорная поверхность представляет собой область, через которую болт подвергается растягивающей нагрузке.
- Хвостовик – часть болта без резьбы. Его диаметр является номинальным размером болта (равным наибольшему диаметру резьбы).
- Наружная резьба — резьба на болте, винте или шпильке называется «наружная», резьба на гайке или резьбовом отверстии — «внутренняя».
- Острие — крайний конец резьбы, часто скошенный для облегчения закручивания резьбы.
- Длина захвата — длина от опорной поверхности до первой полной резьбы.
- Длина резьбы – какая часть хвостовика нарезана от острия до последней полной резьбы.
- Длина — общая длина болта (размер, который вы указываете при покупке) равна сумме длины захвата и длины резьбы.
Рисунок 1 – Основные части болта
Рисунок 2 – Части и размеры резьбы
Основные части и наиболее важные размеры резьбы показаны на рисунке 2. A изображена наружная резьба, но термины в равной степени относятся и к внутренней резьбе. Шаг резьбы — это расстояние от точки на резьбе до соответствующей точки на следующей резьбе, измеренное параллельно оси болта (равно 1, деленному на количество витков резьбы на дюйм). Главный диаметр — это наибольший диаметр резьбы (измеряемый по гребням резьбы), а меньший диаметр — это наименьший диаметр резьбы (измеряемый по основаниям резьбы).
A изображена наружная резьба, но термины в равной степени относятся и к внутренней резьбе. Шаг резьбы — это расстояние от точки на резьбе до соответствующей точки на следующей резьбе, измеренное параллельно оси болта (равно 1, деленному на количество витков резьбы на дюйм). Главный диаметр — это наибольший диаметр резьбы (измеряемый по гребням резьбы), а меньший диаметр — это наименьший диаметр резьбы (измеряемый по основаниям резьбы).
Гайки
По сравнению с болтом гайка — довольно простой зверь. На самом деле это не более чем кусок стали, в котором нарезана соответствующая внутренняя резьба, чтобы его можно было навинтить на болт. Плоская часть гайки, которая соприкасается с соединением при затягивании, называется «поверхностью гайки». Поскольку единственный практичный способ сформировать внутреннюю резьбу — это нарезать ее на гайке, эта резьба всегда слабее, чем накатанная резьба качественного болта или шпильки. Выбор подходящей гайки заключается в выборе правильного класса и резьбы, соответствующих используемому болту. Единственная другая проблема заключается в том, следует ли использовать какую-либо «стопорную» гайку. Если узел испытывает очень небольшую нагрузку и его также необходимо часто разбирать, лучше всегда использовать какую-либо стопорную гайку, выбор которой рассматривается далее в этой статье.
Единственная другая проблема заключается в том, следует ли использовать какую-либо «стопорную» гайку. Если узел испытывает очень небольшую нагрузку и его также необходимо часто разбирать, лучше всегда использовать какую-либо стопорную гайку, выбор которой рассматривается далее в этой статье.
Болт, винт или шпилька?
Выбор между болтом и винтом на самом деле является просто соглашением об именах. Болт — это крепежное изделие с внешней резьбой, предназначенное для использования с гайкой. Он затягивается или ослабляется поворотом гайки на резьбе болта. Винт — это крепежный элемент с внешней резьбой, предназначенный для вкручивания в резьбовое отверстие в детали. Винт затягивается или ослабляется поворотом его за головку. На практике большинство людей называют и болты, и винты «болтами» — в большей части этой статьи эти термины могут использоваться как синонимы.
Шпилька представляет собой крепежный элемент с наружной резьбой, который имеет 2 конца с резьбой и стержень без резьбы между ними. Он предназначен для того, чтобы один конец ввинчивался в резьбовое отверстие, а на другом конце использовалась гайка. Чаще всего один конец имеет крупную резьбу для навинчивания в резьбовое отверстие, а другой конец, на который крепится гайка, имеет мелкую резьбу, так что можно использовать преимущества как мелкой, так и крупной резьбы — эти различия будут обсуждаться позже. По способу работы шпилька ничем не отличается от болта, они оба являются зажимными устройствами, и ни один из них не должен использоваться в качестве установочных штифтов или опорных цапф. Преимущество использования шпильки возникает, когда у вас есть деталь, которую необходимо прикрепить к большой литой детали, требующей нечастой разборки. С помощью шпильки узел можно разобрать, оставив шпильку на месте, что снижает вероятность загрязнения или срыва внутренней резьбы в литой детали, которую будет трудно отремонтировать. Использование шпилек для крепления стального рулевого рычага к литому или кованому поворотному кулаку является отличным примером этого принципа.
Он предназначен для того, чтобы один конец ввинчивался в резьбовое отверстие, а на другом конце использовалась гайка. Чаще всего один конец имеет крупную резьбу для навинчивания в резьбовое отверстие, а другой конец, на который крепится гайка, имеет мелкую резьбу, так что можно использовать преимущества как мелкой, так и крупной резьбы — эти различия будут обсуждаться позже. По способу работы шпилька ничем не отличается от болта, они оба являются зажимными устройствами, и ни один из них не должен использоваться в качестве установочных штифтов или опорных цапф. Преимущество использования шпильки возникает, когда у вас есть деталь, которую необходимо прикрепить к большой литой детали, требующей нечастой разборки. С помощью шпильки узел можно разобрать, оставив шпильку на месте, что снижает вероятность загрязнения или срыва внутренней резьбы в литой детали, которую будет трудно отремонтировать. Использование шпилек для крепления стального рулевого рычага к литому или кованому поворотному кулаку является отличным примером этого принципа.
Неизбежная физика
При обсуждении выбора крепежа и конструкции соединения мы должны использовать несколько инженерных терминов. Напряжение — это сила или нагрузка, приложенная к детали, разделенная на размер детали, другими словами, сила на единицу площади поперечного сечения, обычно измеряемая в фунтах на квадратный дюйм (PSI). Деформация – это изменение формы или размера в ответ на нагрузку. Концепция деформации позволяет нам описать, как деталь или материал реагируют на приложенную силу или нагрузку. При растяжении болта могут произойти 3 вещи:
Он может временно менять форму, «пружинивая» обратно в свою первоначальную форму, когда снимается напряжение. Это происходит, когда болт подвергается напряжению ниже его предела текучести, и достаточно уместно называется «упругой деформацией». Обратите внимание, что это так, даже когда деформация настолько мала, что ее нельзя увидеть невооруженным глазом.
Может постоянно менять форму, сохраняя форму даже после снятия нагрузки. Это называется «пластической деформацией» и возникает, когда материал подвергается напряжению, превышающему его предел текучести.
Это называется «пластической деформацией» и возникает, когда материал подвергается напряжению, превышающему его предел текучести.
В-третьих, если нагрузка превысит его «предельную прочность», он разорвется. Это называется плохо; очень очень плохо! Как работают болтовые соединения
Гайки и болты — это хомуты. Они работают, плотно сжимая части болтового соединения вместе. Они в состоянии сделать это из-за стресса и напряжения. Когда гайка и болт затягиваются в соединении, опорная поверхность болта и поверхность гайки упираются в половинки соединения. Если затяжка продолжится, болт немного растянется — он будет напрягаться. Пока он не подвергается напряжению выше предела текучести, он будет пытаться вернуться к своей первоначальной длине, создавая зажимное усилие. Это растяжение болта, которое создает желаемое усилие зажима, называется предварительным натягом болта. Установление и поддержание соответствующей предварительной нагрузки крепежа в болтовом соединении является принципом, по которому работают все болтовые соединения, и главным определяющим фактором прочности, герметичности и сопротивления усталости болтового соединения.
В большинстве, если не во всех правильно спроектированных болтовых соединениях для колесных дисков 4×4 соединение и болт подвергаются напряжению одним из двух различных способов: растяжением или сдвигом.
Рисунок 4. Соединительный стержень представляет собой пример болтового соединения с растяжением
Растягивающее соединение
Соединение может быть сконструировано таким образом, что болт будет нагружен при растяжении (Рисунок 4). Детали нагружены таким образом, что они пытаются разъединить. В этом случае нагрузка прикладывается вдоль продольной оси болта. Болт шатуна является примером болта, нагруженного растяжением.
Соединения, работающие на сдвиг
Соединение может быть спроектировано таким образом, чтобы оно подвергалось нагрузке при сдвиге. В этом случае нагрузка на соединение действует перпендикулярно длине болта и пытается разрезать или срезать болт пополам. Болты, используемые для удержания звеньев подвески в кронштейнах, нагружены сдвигом. Существует два подтипа сдвигового соединения: подшипник и трение.
Существует два подтипа сдвигового соединения: подшипник и трение.
Врезные соединения подшипников
В шарнирных соединениях очень плотная посадка крепежных элементов в отверстиях несет нагрузку. Собранный должным образом, болт будет очень плотно входить в свое отверстие, так что крепеж SAE и просверленные отверстия не подходят — они допускают слишком большой допуск или наклон. По возможности следует избегать соединений, работающих на сдвиг, за исключением случаев, когда используются специальные аэрокосмические болты с жесткими допусками и точными методами выполнения отверстий (механическая обработка или развертывание). Исключением из этого правила является использование какого-либо дополнительного метода для обеспечения очень плотного прилегания между крепежными элементами и отверстиями. Наиболее распространенным методом является использование плавающей разрезной шайбы конической формы на крепежном элементе с соответствующим коническим отверстием в детали. Таким образом, когда крепеж затягивается, коническая шайба стягивается в коническом отверстии, а также у хвостовика болта или шпильки, создавая плотную посадку с нулевым зазором и предотвращая проскальзывание, износ и усталость. Крепление рулевого рычага передней оси Dana 44 является классическим примером этого метода. Еще одним методом, который можно использовать, являются установочные дюбели с нулевым зазором.
Крепление рулевого рычага передней оси Dana 44 является классическим примером этого метода. Еще одним методом, который можно использовать, являются установочные дюбели с нулевым зазором.
Соединения трения сдвига
Второй тип соединения сдвига представляет собой соединение трения сдвига. В этом случае болт скрепляет части соединения вместе, так что трение между зажатыми частями несет большую часть нагрузки. В этом случае сам болт нагружается только на растяжение, как он и рассчитан, по крайней мере, до тех пор, пока нагрузка не преодолеет трение и части не проскальзывают, нагружая болт сдвигом. Очевидно, что эксплуатационная нагрузка на соединение определяет величину необходимого трения, которое, в свою очередь, определяет требуемое усилие зажима и, следовательно, правильную предварительную нагрузку болта, измеряемую путем затяжки болта до спецификации.
При использовании соединений, работающих на сдвиг, независимо от того, являются ли они фрикционными или опорными, их всегда следует проектировать таким образом, чтобы крепежный элемент по возможности подвергался нагрузке «двойного сдвига». Как видно на рис. 5, застежка или кронштейн должны выйти из строя в 2 местах, чтобы соединение не вышло из строя, что делает его почти в два раза более прочным, чем соединение с одинарным сдвигом, показанное на рис. 6.
Как видно на рис. 5, застежка или кронштейн должны выйти из строя в 2 местах, чтобы соединение не вышло из строя, что делает его почти в два раза более прочным, чем соединение с одинарным сдвигом, показанное на рис. 6.
Рисунок 6 – Одинарное соединение сдвига. Обратите внимание на изгибающую нагрузку на застежку 9.0317
Поскольку соединения на сдвиг (которые наиболее требовательны к крепежным элементам) очень распространены и часто сильно нагружаются, как в подвесках, следующие практические правила могут помочь добиться успешного проектирования соединения:
Убедитесь, что детали очень плотная посадка (предпочтительно обработанная), чтобы можно было получить максимальную прочность от трения между скрепленными болтами деталями.
Убедитесь, что соединение достаточно жесткое, а отверстия идеально выровнены, чтобы свести к минимуму возможное ослабление болта и последующее воздействие ударных и изгибающих нагрузок.
Затяните болт и гайку, чтобы обеспечить надлежащий предварительный натяг и усилие зажима, и регулярно проверяйте.
Если необходимо просверлить отверстия, сделайте это с помощью сверлильного станка и правильно заточенного сверла, чтобы свести допуски к минимуму.
Используйте только высококачественные крепежные детали, не менее класса SAE 8, от известных производителей.
Используйте соединения с двойным сдвигом для всех соединений, кроме самых слабонагруженных.
Существует третий тип нагрузки, слишком часто возлагаемой на болты в соединениях 4×4, которых следует избегать любой ценой. Этот тип нагрузки называется изгибающей нагрузкой и, естественно, возникает, когда силы пытаются согнуть болт. Нагрузка на изгиб на самом деле представляет собой комбинацию нагрузки на растяжение и сжатие на противоположных сторонах болта. Болты не рассчитаны на такой тип нагрузки, и если они будут подвергаться ей, они быстро устанут и выйдут из строя. При изгибающей нагрузке сила действует перпендикулярно или почти перпендикулярно к болту, аналогично сдвигающей нагрузке. Разница в том, что в сдвиговом соединении сами части соединения сжимаются очень близко друг к другу, создавая трение и поддерживая болт. При изгибающей нагрузке сила прикладывается на некотором расстоянии от опоры сустава. Как правило, изгибающие нагрузки предполагаются, когда нагрузка приложена на расстоянии от соединения, превышающем диаметр болта. В случае единственного соединения сдвига на рисунке 6 изгибающая нагрузка вызвана отсутствием поддержки со стороны слишком тонкого соединения. Часто наблюдаются изгибающие нагрузки в рулевых тягах, где между кронштейнами и наконечниками сферических тяг используются чрезмерно длинные прокладки.
При изгибающей нагрузке сила прикладывается на некотором расстоянии от опоры сустава. Как правило, изгибающие нагрузки предполагаются, когда нагрузка приложена на расстоянии от соединения, превышающем диаметр болта. В случае единственного соединения сдвига на рисунке 6 изгибающая нагрузка вызвана отсутствием поддержки со стороны слишком тонкого соединения. Часто наблюдаются изгибающие нагрузки в рулевых тягах, где между кронштейнами и наконечниками сферических тяг используются чрезмерно длинные прокладки.
Болт какого класса использовать?
Это простой вопрос, несмотря на упорные мифы об обратном. Ответ: SAE Grade 8 от известного национального производителя. Креплениям без класса и класса 2 вообще не место на 4×4, поскольку они слабые и ненадежные, и в то время как крепеж класса 5 может обладать необходимой прочностью в одних приложениях, в других — нет, а также более низкая прочность и возможное неправильное использование. просто не компенсируется предельной рентабельностью. Болты класса 8 демонстрируют большую прочность на растяжение, предел текучести и сопротивление сдвигу, а также большее сопротивление усталости и, что не менее важно, способны выдерживать более высокие характеристики крутящего момента и, следовательно, гораздо большую предварительную нагрузку и прочность на сжатие.
Болты класса 8 демонстрируют большую прочность на растяжение, предел текучести и сопротивление сдвигу, а также большее сопротивление усталости и, что не менее важно, способны выдерживать более высокие характеристики крутящего момента и, следовательно, гораздо большую предварительную нагрузку и прочность на сжатие.
Существует часто цитируемый миф о том, что болты класса 5 лучше выдерживают сдвиг, чем болты класса 8, поскольку они изгибаются перед тем, как сломаться. Не правда. Прочность на сдвиг легированной стали составляет примерно 60% от ее предела прочности на растяжение. Ссылка на Таблицу 1 показывает, что предел текучести болта класса 8 выше, чем предел прочности болта класса 5. Таким образом, болт класса 5 всегда выходит из строя первым, будь то растяжение или сдвиг. Единственная «загвоздка» с болтом класса 8 заключается в том, что он, будучи тверже, более «чувствителен к насечкам». Это означает, что он более чувствителен к накоплению концентрации напряжений, вызванных насечками, забоинами и выемками, что приводит к усталости и отказу. Это становится не проблемой, если всегда используются и периодически проверяются новые крепежные детали хорошего качества.
Это становится не проблемой, если всегда используются и периодически проверяются новые крепежные детали хорошего качества.
Различные марки крепежных изделий можно определить по маркировке на их головках. Разумеется, гайки и болты/шпильки должны использоваться вместе.
Таблица 1. МАРКИРОВКА СЕРИИ SAE И ISO И МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛЬНЫХ СОЕДИНЕНИЙ
|
Идентификация |
Спецификация |
Материал |
Номинальный Диапазон размеров (дюймы) |
Механические свойства |
|
|
Предел текучести |
Прочность на растяжение |
||||
|
Без маркировки |
SAE J429 |
Низко- или среднеуглеродистая сталь |
от 1/4 до 3/4 |
57 000 |
74 000 |
|
От 3/4 до 1-1/2 |
|
|
|||
|
|
SAE J429 |
Среднеуглеродистая сталь, закаленная и отпущенная |
от 1/4 до 1 |
92 000 |
120 000 |
|
|
SAE J429 |
Среднеуглеродистая легированная сталь, закаленная и отпущенная 4 |
от 1/4 до 1-1/2 |
115 000 |
133 000 |
|
|
SAE J429 |
Среднеуглеродистая легированная сталь, закаленная и отпущенная |
от 1/4 до 1-1/2 |
130 000 |
150 000 |
|
|
ISO R898 |
Легированная сталь, закаленная и отпущенная |
92 000 |
120 000 |
|
|
|
ISO R898 |
105 000 |
130 000 |
||
|
|
ISO R898 |
130 000 |
150 000 |
||
|
|
ISO R898 |
156 000 |
175 000 |
||
 (psi)
(psi)  8
8 Какой размер?
Диаметр используемой застежки часто определяется конструкцией соединения, например, размером буртика втулки. В противном случае диаметр должен быть определен путем тщательного анализа требуемой силы зажима и/или прочности на сдвиг. Таблицы 1 и 2 можно использовать для руководства, зная, что прочность на сдвиг крепежа SAE составляет примерно 60% от его прочности на растяжение. Длина крепежного элемента должна быть тщательно подобрана так, чтобы длина захвата была достаточной для надежного удержания соединения при требуемом крутящем моменте без защемления гайки между хвостовиком и резьбой и без использования шайб в качестве прокладок; при одновременном наличии достаточного зацепления резьбы в гайке или резьбовом отверстии без чрезмерного выступания резьбы из гайки. Как правило, болт должен выступать из гайки не менее чем на 3 полных витка резьбы. Причина этого в том, что часто первые 2 или 3 резьбы болта плохо сформированы, обычно из-за фаски на конце болта для облегчения запуска. Таким образом они не произведут полную прочность крепежа. Винт должен ввинчиваться в резьбовое отверстие, по крайней мере, в 1,5 раза больше диаметра винта, чтобы гарантировать, что винт сломается до того, как будет снята внутренняя резьба. Формулы для более точных расчетов опубликованы в Справочнике машиностроения.
Длина крепежного элемента должна быть тщательно подобрана так, чтобы длина захвата была достаточной для надежного удержания соединения при требуемом крутящем моменте без защемления гайки между хвостовиком и резьбой и без использования шайб в качестве прокладок; при одновременном наличии достаточного зацепления резьбы в гайке или резьбовом отверстии без чрезмерного выступания резьбы из гайки. Как правило, болт должен выступать из гайки не менее чем на 3 полных витка резьбы. Причина этого в том, что часто первые 2 или 3 резьбы болта плохо сформированы, обычно из-за фаски на конце болта для облегчения запуска. Таким образом они не произведут полную прочность крепежа. Винт должен ввинчиваться в резьбовое отверстие, по крайней мере, в 1,5 раза больше диаметра винта, чтобы гарантировать, что винт сломается до того, как будет снята внутренняя резьба. Формулы для более точных расчетов опубликованы в Справочнике машиностроения.
Таблица 2 – Характеристики крутящего момента для крепежных изделий с крупной и мелкой резьбой SAE
* Верхняя граница этих значений составляет примерно 85–90 % от максимального крутящего момента крепежного изделия
Какой марки?
Это простой вопрос, несмотря на упорные мифы об обратном. Ответ: SAE Grade 8 от известного национального производителя. Креплениям без класса и класса 2 вообще не место на 4×4, поскольку они слабые и ненадежные, и в то время как крепеж класса 5 может обладать необходимой прочностью в одних приложениях, в других — нет, а также более низкая прочность и возможное неправильное использование. просто не компенсируется предельной рентабельностью. Болты класса 8 демонстрируют большую прочность на растяжение, предел текучести и сопротивление сдвигу, а также большее сопротивление усталости и, что не менее важно, способны выдерживать более высокие характеристики крутящего момента и, следовательно, гораздо большую предварительную нагрузку и прочность на сжатие.
Ответ: SAE Grade 8 от известного национального производителя. Креплениям без класса и класса 2 вообще не место на 4×4, поскольку они слабые и ненадежные, и в то время как крепеж класса 5 может обладать необходимой прочностью в одних приложениях, в других — нет, а также более низкая прочность и возможное неправильное использование. просто не компенсируется предельной рентабельностью. Болты класса 8 демонстрируют большую прочность на растяжение, предел текучести и сопротивление сдвигу, а также большее сопротивление усталости и, что не менее важно, способны выдерживать более высокие характеристики крутящего момента и, следовательно, гораздо большую предварительную нагрузку и прочность на сжатие.
Существует часто цитируемый миф о том, что болты класса 5 лучше выдерживают сдвиг, чем болты класса 8, поскольку они изгибаются перед тем, как сломаться. Не правда. Прочность на сдвиг легированной стали составляет примерно 60% от ее предела прочности на растяжение. Ссылка на Таблицу 1 показывает, что предел текучести болта класса 8 выше, чем предел прочности болта класса 5. Таким образом, болт класса 5 всегда выходит из строя первым, будь то растяжение или сдвиг. Единственная «загвоздка» с болтом класса 8 заключается в том, что он, будучи тверже, более «чувствителен к насечкам». Это означает, что он более чувствителен к накоплению концентрации напряжений, вызванных насечками, забоинами и выемками, что приводит к усталости и отказу. Это становится не проблемой, если всегда используются и периодически проверяются новые крепежные детали хорошего качества.
Таким образом, болт класса 5 всегда выходит из строя первым, будь то растяжение или сдвиг. Единственная «загвоздка» с болтом класса 8 заключается в том, что он, будучи тверже, более «чувствителен к насечкам». Это означает, что он более чувствителен к накоплению концентрации напряжений, вызванных насечками, забоинами и выемками, что приводит к усталости и отказу. Это становится не проблемой, если всегда используются и периодически проверяются новые крепежные детали хорошего качества.
Различные марки крепежных изделий можно определить по маркировке на их головках (таблица 1). Разумеется, гайки и болты/шпильки должны использоваться вместе.
Обратите внимание, что многие производители (например, Caterpillar, Bowman) изготавливают болты, характеристики которых превышают характеристики болтов SAE Grade 8. Эти крепежные детали (рис. 7) часто маркируются аналогично метизам класса SAE с помощью штрихов, выбитых на головке болта. Несмотря на это, технически неправильно называть эти болты классом 12 или подобным, поскольку такой спецификации SAE не существует. Bowman называет свою линию «Bowman Special Alloy».
Bowman называет свою линию «Bowman Special Alloy».
Рис. 7. Болт Bowman Grade 8 и болт Bowman из специального сплава
Какая резьба — крупная или мелкая?
Хотя существует множество различных классов потоков, нас могут заинтересовать только классы 2A/2B и 3A/3B («A» обозначает внешние потоки, а B — внутренние потоки). Класс 2A/2B является признанным стандартом для нормального производства основной массы коммерческих болтов, гаек и винтов. Класс 3A/3B используется там, где требуется плотная посадка сопрягаемых деталей для обеспечения высокого качества работы. Этот класс обычно встречается только на определенном специализированном оборудовании двигателя (например, болтах шатуна) или крепежных деталях для аэрокосмической промышленности. Подавляющее большинство наших крепежных изделий относятся к классу 2A/2B. Класс резьбы должен соответствовать гайке и болту. Нарезая отверстие, убедитесь, что метчик нарезает резьбу того же класса, что и винт или шпилька, которые вы собираетесь использовать. Крепежи SAE выпускаются на выбор: Unified National Coarse (UNC) или Unified National Fine (UNF). Иногда до сих пор используются старые обозначения NC и NF. Отличия следующие:
Крепежи SAE выпускаются на выбор: Unified National Coarse (UNC) или Unified National Fine (UNF). Иногда до сих пор используются старые обозначения NC и NF. Отличия следующие:
* Застежки UNC являются наиболее распространенными, их легче всего найти, быстрее всего собрать и они наиболее устойчивы к перекручиванию резьбы и засорению резьбы. Их легче разобрать в случае коррозии, а также они менее восприимчивы к сдиранию резьбы, что делает грубую резьбу хорошим выбором для нарезания резьбы в литых деталях.
* Крепежные изделия UNF имеют больший внутренний диаметр, чем UNC, что дает им соответствующую немного большую площадь растягивающего напряжения и, следовательно, способность выдерживать растягивающие и, следовательно, растягивающие и сдвигающие нагрузки. Они не более устойчивы к ослаблению вибрации, чем резьба UNC. Единственное, что действительно удерживает застежку в натянутом состоянии, — это правильная предварительная нагрузка, и этого можно легко достичь с любой резьбой. Резьба UNF более подвержена повреждениям и загрязнению резьбы. Болты с мелкой резьбой также более восприимчивы к зачистке и требуют большего зацепления резьбы для эквивалентной прочности резьбы, чем крепеж с крупной резьбой того же размера. Из-за более высокой площади растягивающего напряжения крепежные детали UNF могут быть затянуты с большим крутящим моментом и, следовательно, развивают большее усилие зажима, чем крепежные детали UNC эквивалентного размера.
Резьба UNF более подвержена повреждениям и загрязнению резьбы. Болты с мелкой резьбой также более восприимчивы к зачистке и требуют большего зацепления резьбы для эквивалентной прочности резьбы, чем крепеж с крупной резьбой того же размера. Из-за более высокой площади растягивающего напряжения крепежные детали UNF могут быть затянуты с большим крутящим моментом и, следовательно, развивают большее усилие зажима, чем крепежные детали UNC эквивалентного размера.
Почему крутящий момент?
Причина, по которой мы затягиваем крепеж в соответствии с заданной спецификацией, заключается в том, что это наиболее удобный и практичный метод контроля степени предварительной нагрузки или «растяжения» болта, который, в свою очередь, обеспечивает необходимое усилие зажима для сборки. Значения крутящего момента рассчитываются с учетом материала гайки и болта, обработки поверхности (включая смазочные материалы или фиксирующие составы) и других факторов. На практике наиболее распространенным методом является использование таблицы предварительно рассчитанных значений крутящего момента, такой как показанная в Таблице 2.
Однако в управлении предварительной нагрузкой по крутящему моменту есть ловушка. Большая часть крутящего момента, используемого для затяжки крепежа, не используется напрямую для достижения желаемой предварительной нагрузки. Из крутящего момента, который мы прикладываем к крепежному элементу, примерно 45 % расходуется на преодоление трения в резьбе, 40 % расходуется на преодоление трения между поверхностью гайки и соединением, а еще 5 % потребляется преобладающим крутящим моментом — крутящим моментом, необходимым для завинчивания. гайка стопорного типа на резьбе болта. Таким образом, для создания предварительного натяга болта доступно только 10%. Это означает, что изменения либо трения резьбы (например, в ржавой или замасленной резьбе), либо под поверхностью гайки (когда используются плоские шайбы или гайка входит в скобу) могут иметь огромное влияние на предварительную нагрузку. Вот почему лучшие профессиональные производители двигателей, как правило, используют тензодатчики или ультразвуковые измерения для измерения фактического растяжения болтов, а не крутящего момента. Эти методы не практичны для большинства из нас, но есть несколько правил, которым мы можем следовать, чтобы свести к минимуму подводные камни:
Эти методы не практичны для большинства из нас, но есть несколько правил, которым мы можем следовать, чтобы свести к минимуму подводные камни:
* Избегайте использования нескольких плоских шайб, так как относительное движение между ними и гайкой и соединением изменяет трение под поверхностью гайки. Трудно полностью отказаться от использования плоских шайб, так как гайка, встроенная в кронштейн, делает то же самое. Лучшим решением является использование фланцевой гайки и/или болта с фланцевой головкой, когда заделка представляет собой проблему.
* Всегда вращайте гайку динамометрическим ключом, а не болт, чтобы избежать дальнейшего запутывания воды из-за кручения болта и трения хвостовика/кронштейна.
* Используйте калиброванный динамометрический ключ, чтобы равномерно и плавно затянуть гайки в соответствии со спецификацией.
Чем сильнее затянуты гайка и болт, тем больше предварительная нагрузка в болте и, следовательно, тем большую внешнюю нагрузку он может выдержать в пределах материала. По мере того, как болт стремится вернуться к своей первоначальной длине, он «отбивается» от любой внешней растягивающей нагрузки до тех пор, пока не будет превышено его усилие зажима предварительного натяжения. Кроме того, чем сильнее затянуты болт и гайка, тем больше трение в резьбе и тем меньше она подвержена ослаблению. Подводя итог – свободная игра бесполезна, а натянутая – это правильно!
По мере того, как болт стремится вернуться к своей первоначальной длине, он «отбивается» от любой внешней растягивающей нагрузки до тех пор, пока не будет превышено его усилие зажима предварительного натяжения. Кроме того, чем сильнее затянуты болт и гайка, тем больше трение в резьбе и тем меньше она подвержена ослаблению. Подводя итог – свободная игра бесполезна, а натянутая – это правильно!
Но насколько туго достаточно? Хорошим эмпирическим правилом является использование установленной таблицы рекомендуемых значений крутящего момента или затягивание крепежа примерно до 70-80% от его максимального крутящего момента. Обратите внимание, что почти все опубликованные характеристики крутящего момента относятся к чистой и сухой резьбе. При расчете крутящего момента при сборке любой резьбы, которая не является чистой и сухой, трудно определить точные цифры — опыт и суждения являются лучшими инструментами, наряду с прямым измерением деформации в критических случаях. Обычные составы, наносимые на резьбу, такие как смазка и противозадирное средство, обычно снижают требуемый крутящий момент на 20–40 % и более. Стоит отметить, что критически важные крепежные детали, такие как болты зубчатого венца, нельзя использовать повторно. Такие болты необходимы для достижения чрезвычайно высоких зажимных нагрузок, чтобы выполнять свою работу. Это означает, что они должны быть установлены и затянуты настолько сильно, чтобы приблизиться к пределу текучести, иногда очень близко. Добавьте нагрузку, которую они испытывают при эксплуатации, и мы не можем быть уверены, что они сохранят всю свою прочность на растяжение, если их снять и установить заново.
Стоит отметить, что критически важные крепежные детали, такие как болты зубчатого венца, нельзя использовать повторно. Такие болты необходимы для достижения чрезвычайно высоких зажимных нагрузок, чтобы выполнять свою работу. Это означает, что они должны быть установлены и затянуты настолько сильно, чтобы приблизиться к пределу текучести, иногда очень близко. Добавьте нагрузку, которую они испытывают при эксплуатации, и мы не можем быть уверены, что они сохранят всю свою прочность на растяжение, если их снять и установить заново.
Установка крутящего момента
Правильная техника затягивания крепежа в соответствии со спецификацией заключается в следующем: затягивайте крепеж понемногу (3 или более шагов), делая паузы, чтобы напряжение в резьбе ослабло. Закончите равномерным вытягиванием, пока динамометрический ключ не щелкнет или не покажет окончательный крутящий момент, сделайте паузу, а затем снова потяните для проверки.
Проверка момента затяжки
При проверке собранного соединения, такого как проушины колеса или соединения рулевой тяги с поворотным кулаком, лучше всего ослабить крепеж и равномерно затянуть его в соответствии со спецификацией, как указано выше. Когда нужно узнать, ослабла ли застежка в процессе эксплуатации, можно просто надеть муфту на гайку, сделать отметку совмещения между муфтой и неподвижной частью соединения, отвернуть гайку на четверть оборота, а затем повторите затяжку в соответствии со спецификацией – насколько точно совпадают метки совмещения, можно будет определить степень ослабления в процессе эксплуатации. Загвоздка в том, что этот метод проблематичен для проверки крепежа, в котором используются химические герметики. Разрыв химической связи при проверке крутящего момента противоречит назначению фиксатора резьбы, а образующийся в результате отвержденный состав в резьбе увеличивает трение в резьбе, что приводит к меньшему крутящему моменту, доступному для предварительного натягивания крепежной детали. снова затянут до той же спецификации. Однако, поскольку отвержденный фиксатор резьбы увеличит трение в резьбе, само собой разумеется, что потребуется больше, чем первоначальный крутящий момент при сборке, использованный, когда он не был отвержден, чтобы освободить крепежный элемент путем затягивания или ослабления.
Когда нужно узнать, ослабла ли застежка в процессе эксплуатации, можно просто надеть муфту на гайку, сделать отметку совмещения между муфтой и неподвижной частью соединения, отвернуть гайку на четверть оборота, а затем повторите затяжку в соответствии со спецификацией – насколько точно совпадают метки совмещения, можно будет определить степень ослабления в процессе эксплуатации. Загвоздка в том, что этот метод проблематичен для проверки крепежа, в котором используются химические герметики. Разрыв химической связи при проверке крутящего момента противоречит назначению фиксатора резьбы, а образующийся в результате отвержденный состав в резьбе увеличивает трение в резьбе, что приводит к меньшему крутящему моменту, доступному для предварительного натягивания крепежной детали. снова затянут до той же спецификации. Однако, поскольку отвержденный фиксатор резьбы увеличит трение в резьбе, само собой разумеется, что потребуется больше, чем первоначальный крутящий момент при сборке, использованный, когда он не был отвержден, чтобы освободить крепежный элемент путем затягивания или ослабления. Таким образом, крутящий момент можно проверить, удерживая головку болта в неподвижном состоянии и прикладывая крутящий момент к гайке, при этом проверяя отсутствие относительного перемещения между гайкой и болтом. Если динамометрический ключ показывает крутящий момент при сборке, а гайка и болт не сдвинулись относительно друг друга, крепеж все еще затянут.
Таким образом, крутящий момент можно проверить, удерживая головку болта в неподвижном состоянии и прикладывая крутящий момент к гайке, при этом проверяя отсутствие относительного перемещения между гайкой и болтом. Если динамометрический ключ показывает крутящий момент при сборке, а гайка и болт не сдвинулись относительно друг друга, крепеж все еще затянут.
Шайбы
Если шайба необходима, то в конструкционном болтовом соединении следует рассматривать только один ее тип, а именно плоскую шайбу. Его цель состоит в том, чтобы действовать как увеличенная несущая поверхность либо для головки болта, либо для поверхности гайки. Это использование следует рассматривать только при использовании гайки или болта с недостаточной опорной поверхностью, что приводит к врезанию в поверхность соединения (запрессовке), если не использовалась шайба. Следует избегать встраивания. Это не только повреждает поверхность, но и непредсказуемое напряжение, которое возникает, когда крепеж входит в соединение, уничтожает все наши шансы на достижение надлежащей предварительной нагрузки путем затяжки. Единственная другая цель, которую выполняет плоская шайба, — это действовать как прокладка, чтобы либо расположить резьбу более благоприятно, либо отрегулировать положение корончатой гайки так, чтобы пазы лучше совпадали с отверстием в болте. Использование шайб в качестве прокладок в лучшем случае сомнительно, и его следует по возможности избегать, используя болт правильной длины.
Единственная другая цель, которую выполняет плоская шайба, — это действовать как прокладка, чтобы либо расположить резьбу более благоприятно, либо отрегулировать положение корончатой гайки так, чтобы пазы лучше совпадали с отверстием в болте. Использование шайб в качестве прокладок в лучшем случае сомнительно, и его следует по возможности избегать, используя болт правильной длины.
Предотвращение ослабления
Как мы видели, незакрепленные крепления непрочны и быстро приводят к поломке. Лучший способ предотвратить ослабление крепежа — затянуть его достаточно туго, чтобы в соединении было достаточно силы зажима, чтобы предотвратить относительное движение между головкой болта/гайкой и соединением, а также достаточное трение между резьбами, чтобы предотвратить любое относительное движение между нитями. Если застежка новая, чистая, сухая, затянутая в соответствии с техническими характеристиками калиброванным ключом, подходящего размера и используемая в достаточно жестком соединении, она останется затянутой. Конечно, в этом утверждении много «если», а мы, любители бездорожья, живем в лучшем случае в несовершенном мире, поэтому есть несколько методов, помогающих предотвратить ослабление креплений. Что лучше для применения, зависит частично от первопричины ослабления и частично от характеристик запорного устройства. Первопричины расшатывания обычно одна из:
Конечно, в этом утверждении много «если», а мы, любители бездорожья, живем в лучшем случае в несовершенном мире, поэтому есть несколько методов, помогающих предотвратить ослабление креплений. Что лучше для применения, зависит частично от первопричины ослабления и частично от характеристик запорного устройства. Первопричины расшатывания обычно одна из:
* Перегрузка соединения, вызывающая преодоление усилия зажима и трения в соединении, что приводит к проскальзыванию в соединении, изгибу деталей и, в конечном счете, к проскальзыванию головки болта и/или поверхности гайки, что приводит к ослаблению соединения. Виновниками здесь являются крепежные детали меньшего размера, неправильно затянутые крепежные детали и недостаточно жесткие соединения.
* Если части болтового соединения подвергаются различному нагреву и охлаждению или если они изготовлены из разных материалов, подвергающихся одному и тому же термическому циклу, результирующие различия в тепловом расширении и сжатии в соединении могут привести к ослаблению . Эффекты являются кумулятивными и могут сочетаться с другими формами ослабления. Классическим примером является сложность надежного крепления алюминиевых колес к стальным ступицам с помощью стальных проушин и гаек.
Эффекты являются кумулятивными и могут сочетаться с другими формами ослабления. Классическим примером является сложность надежного крепления алюминиевых колес к стальным ступицам с помощью стальных проушин и гаек.
* Сильная вибрация в шарнире может привести к ослаблению болтов. Опять же, последствия являются кумулятивными и могут сочетаться с другими причинами.
Ниже приведены наиболее эффективные методы борьбы с ослаблением крепления, но ни один из них не заменит правильно затянутую застежку. Есть много других методов, которые не перечислены (такие как расщепленные гайки, звездообразные шайбы, шайбы Белвилля и замковая проволока), просто потому, что они необычны, в значительной степени неэффективны или слишком сложны и дороги для большинства наших применений.
Стопорные гайки
Существует множество типов и марок стопорных гаек (Рисунок 9). Существует также бесчисленное количество запатентованных типов, но в большинстве из них используются некоторые варианты или комбинации следующих основных элементов:
Нейлоновые стопорные гайки с буртиком
Наиболее распространенный тип стопорных гаек, они имеют небольшую нейлоновую вставку в верхней части гайки. , внутренний диаметр которого чуть меньше наибольшего диаметра резьбы болта. Когда болт ввинчивается в нейлоновую область, он вдавливает свои собственные нити в нейлон, и полученная фрикционная связь сопротивляется ослаблению. Нейлоновые стопорные гайки с буртиком можно использовать повторно примерно до 10 раз, но они хороши только при температурах около 250 градусов по Фаренгейту.
, внутренний диаметр которого чуть меньше наибольшего диаметра резьбы болта. Когда болт ввинчивается в нейлоновую область, он вдавливает свои собственные нити в нейлон, и полученная фрикционная связь сопротивляется ослаблению. Нейлоновые стопорные гайки с буртиком можно использовать повторно примерно до 10 раз, но они хороши только при температурах около 250 градусов по Фаренгейту.
Контргайка с деформированной резьбой (эллиптически смещенная)
Эта цельнометаллическая стопорная гайка — мой фаворит. Он не имеет практического предела температуры и может использоваться повторно много раз. Верхняя резьба этой гайки деформирована (обычно эллиптической или треугольной формы) так, что она плотно захватывает наружную резьбу болта, создавая очень надежную блокировку, но не повреждая наружную резьбу. Примеры включают гайки Torquenut®, Stover® и Clevloc®.
Корончатая гайка
Корончатая гайка имеет прорези в верхней части и используется с болтом, имеющим одно отверстие на резьбовом конце. При использовании гайка устанавливается и затягивается в соответствии со спецификацией, а затем поворачивается так, чтобы ближайший паз совпадал с отверстием в болте. Затем через прорези и отверстие вставляется шплинт, чтобы зафиксировать гайку на месте. Недостатком этого типа является то, что из-за необходимого зазора между пазами для вставки шплинта трудно достичь точной настройки крутящего момента и одновременно совместить отверстие и пазы. По той же причине шплинт предотвращает отвинчивание гайки, но из-за соответствующих зазоров не удерживает гайку плотно, чтобы предотвратить ее ослабление. Корончатая гайка лучше всего подходит для применений с малым крутящим моментом, например, для удержания колесного подшипника на месте.
При использовании гайка устанавливается и затягивается в соответствии со спецификацией, а затем поворачивается так, чтобы ближайший паз совпадал с отверстием в болте. Затем через прорези и отверстие вставляется шплинт, чтобы зафиксировать гайку на месте. Недостатком этого типа является то, что из-за необходимого зазора между пазами для вставки шплинта трудно достичь точной настройки крутящего момента и одновременно совместить отверстие и пазы. По той же причине шплинт предотвращает отвинчивание гайки, но из-за соответствующих зазоров не удерживает гайку плотно, чтобы предотвратить ее ослабление. Корончатая гайка лучше всего подходит для применений с малым крутящим моментом, например, для удержания колесного подшипника на месте.
Рисунок 9. Слева направо: стопорные гайки с нейлоновым буртиком, корончатые гайки, пружинные стопорные шайбы, фланцевые и нефланцевые стопорные гайки с деформированной резьбой
Пружинные (разрезные) стопорные шайбы
Я упоминаю только это так называемое стопорное устройство в попытке отключить вас навсегда! Я терпеть не могу эти вещи и считаю, что они практически бесполезны. Типичная пружинная шайба изготовлена из слегка трапециевидной проволоки, свернутой в спираль из одного витка. Предполагается, что он работает, действуя как сжатая пружина — предположительно, чтобы увеличить предварительную нагрузку болта и предотвратить ослабление. Однако, если мы объединим наши знания о растяжении и предварительном натяге болта с тем фактом, что разрезная шайба всегда полностью сжимается под любым правильно затянутым болтом, мы можем увидеть, что идея о том, что эта вещь может эффективно способствовать предварительному натягу болта, неверна. нелепый. Единственным другим способом, которым это могло бы помочь, является то, что острые трапециевидные концы слегка впиваются в опорную поверхность болта и поверхность соединения (но только в том случае, если шайба была тверже, чем опорная поверхность болта, что крайне маловероятно). Однако, если мы вспомним подводные камни неточной предварительной нагрузки, вызванной чрезмерным/непредсказуемым трением под головкой болта/гранью гайки, потребляющим слишком большой момент затяжки, мы увидим, что это вряд ли хорошая идея.
Типичная пружинная шайба изготовлена из слегка трапециевидной проволоки, свернутой в спираль из одного витка. Предполагается, что он работает, действуя как сжатая пружина — предположительно, чтобы увеличить предварительную нагрузку болта и предотвратить ослабление. Однако, если мы объединим наши знания о растяжении и предварительном натяге болта с тем фактом, что разрезная шайба всегда полностью сжимается под любым правильно затянутым болтом, мы можем увидеть, что идея о том, что эта вещь может эффективно способствовать предварительному натягу болта, неверна. нелепый. Единственным другим способом, которым это могло бы помочь, является то, что острые трапециевидные концы слегка впиваются в опорную поверхность болта и поверхность соединения (но только в том случае, если шайба была тверже, чем опорная поверхность болта, что крайне маловероятно). Однако, если мы вспомним подводные камни неточной предварительной нагрузки, вызванной чрезмерным/непредсказуемым трением под головкой болта/гранью гайки, потребляющим слишком большой момент затяжки, мы увидим, что это вряд ли хорошая идея. Не только это, опыт учит нас, что эти чертовы штуки неизменно хлюпают и выгибаются при любом приличном крутящем моменте. Я думаю, что это бесполезный хлам, которого следует избегать на машинах для экстремального бездорожья!
Не только это, опыт учит нас, что эти чертовы штуки неизменно хлюпают и выгибаются при любом приличном крутящем моменте. Я думаю, что это бесполезный хлам, которого следует избегать на машинах для экстремального бездорожья!
Резьбовые герметики
Последний метод, который следует рассмотреть, — это семейство химических герметиков, таких как Loctite™. Фиксатор резьбы представляет собой анаэробный клей, то есть он наносится на резьбу в жидкой форме, и когда крепежные детали соединяются без доступа кислорода, они отверждаются в твердое, похожее на пластик соединение, «скрепляя» резьбу вместе. Они доступны в широком диапазоне прочности для различных применений, от тех, которые можно разобрать вручную, до тех, которые требуют применения тепловых и электрических инструментов. Следует тщательно следовать указаниям производителя по нанесению, и желательно избегать использования слишком большого количества – обычно достаточно капли или двух. Они обеспечивают отличную устойчивость к ослаблению, но могут быть грязными и дорогими.