 alexxlab
alexxlab Арматура гладкая и рифленая катанка мерной немерной длины со склада
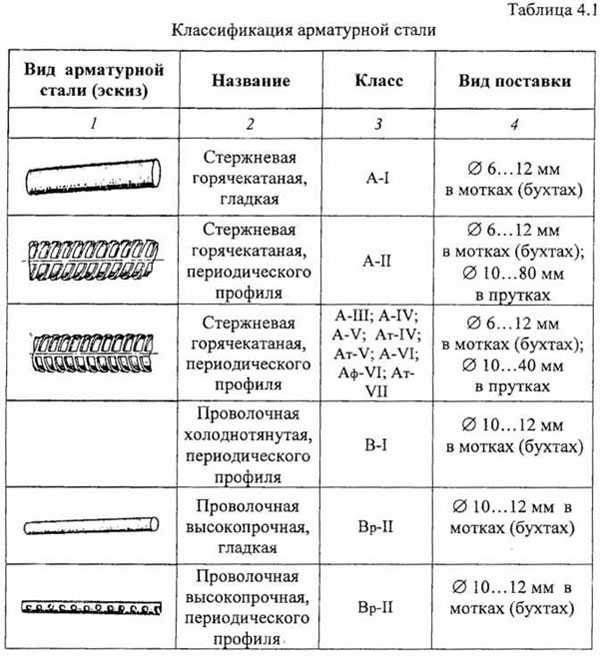
АРМАТУРА — это вид сортового проката, а именно горячекатаная круглая сталь гладкого или периодического профиля предназначенная для армирования обычных и предварительно напряженных железобетонных конструкций. Арматура диаметром менее 10 мм поставляются в мотках, а диаметром 10мм и более — в прутках длиной от 6 метров до 12 метров или мерной длины.
|
АРМАТУРА РИФЛЕНАЯ Полный прайс-лист на арматуру |
АРМАТУРА ГЛАДКАЯ Полный прайс-лист на арматуру |
КАТАНКА Полный прайс-лист на арматуру |
В наличие имеется арматура периодическая (рифленая), мерной длины 6, 12 метров, немерной длины и в бухтах из низколегированных 25Г2С, 35ГС марок сталей, из сталей А400С, А500С, В500С, Ат800, российского производства по ГОСТ 5781-82, СТО АСЧМ 7-93, ГОСТ Р 52544-06, ТУ 14-1-5570-08, арматура гладкая мерной, немерной длины и в бухтах из обыкновенных Ст3сп/пс марок сталей, из сталей А240, российского производства по ГОСТ 5781-82, катанка мерной 6 метровой длины и в бухтах из обыкновенных Ст3сп/пс, Ст1сп/пс марок сталей, российского производства по ГОСТ 30136-95, ТУ 14-1-5283-94.
Прайс-лист на арматуру рифленую, гладкую и катанку уточняйте цену и наличие у менеджеров компании. Цена оптовая с НДС за тонну:
|
|
|

 6
6 10 бухта
10 бухта



АРМАТУРА ПЕРИОДИЧЕСКАЯ (РИФЛЕНАЯ) — типовое изделие металлопроката, представляющее собой круглый профиль с поперечными выступами различной конфигурации, расположенными под углом к оси, а так же с двумя продольными ребрами жесткости. Именно из-за повторяющихся поперечных выступов арматуру называют периодичной или рифленой. Материалами для производства арматуры может являться легированная сталь марок 35ГС, 32Г2Рпс, 25Г2С и аналоги. Для строительства ответственных железобетонных конструкций применяется термомеханическая и термически упроченная рифленая арматура Ат800 из стали 35ГС, 25Г2С диаметром от 6 мм до 40мм по ГОСТ 10884-81.
 3пс/сп.
3пс/сп.КАТАНКА — это вид сортового металлопроката, который представляет собой горячекатаную проволоку круглого сечения, получаемую на проволочно-сортовых заводских станах. Стальную катанку применяют в производстве болтов, винтов, гвоздей и контактных проводов. Ее перетягивают на арматуру. Кроме перетяжки она незаменима в изготовлении сварочной проволоки по ТУ 14-1-5283-94 и стержней для электродов. С помощью стальной катанки по ТУ 14-1-5282-94 крепят и упаковывают тяжелые, габаритные грузы и строительные конструкции.
Катанку обычного качества по ГОСТ 30136-93 изготовляют из углеродистой стали обыкновенного качества марок СтО, Ст1, Ст2, СтЗ всех степеней раскисления по ГОСТ 380. Готовую продукцию выпускают в мотках, состоящих из одного непрерывного отрезка. Витки катанки в мотках должны быть уложены без перепутывания.
По способу охлаждения катанка бывает:
- ВО — охлажденная на воздухе;
- УО1 — одностадийное ускоренное охлаждение;
- УО2 — двустадийное ускоренное охлаждение;
По точности прокатки катанка подразделяется:
- Б — повышенной точности прокатки;
- В — обычной точности прокатки.

А3 — Изготавливается периодическая арматура по ГОСТ 5781-82, ГОСТ 10884-94, ГОСТ 52544-2006, ТУ 14-1-5254-2006.
ГОСТ 5781-82 — Сталь горячекатаная для армирования железобетонных конструкций.
ГОСТ 10884-94 — Сталь арматурная термомеханически упрочненная для железобетонных конструкций.
ГОСТ 52544-2006 — Прокат арматурный свариваемый периодического профиля классов А500С и В500С для армирования железобетонных конструкций.
A1 — Изготавливается по ГОСТ 5781-82, ГОСТ 10884-94
Арматурная сталь классы — марки:
А-I(А240) — Ст3кп, Ст3пс, Ст3сп — гладкая
А-II(А300) — Ст5сп, Ст5пс, И8Г2С — периодическая
Ас-II(Ас300) — 10ГТ — периодическая
А-III(А400) — 35ГС, 25Г2С, 32Г2Р(пс) — периодическая
А400С — периодическая
Ат400С — Ст3сп, Ст3пс — периодическая
Ав400С — винтовая
А500С — периодическая
Ат500С — Ст5сп, Ст5пс — периодическая
Ав500С — винтовая
В500С — периодическая
А-IV(А600) — 80С, 20ХГ2Ц — периодическая
А600С — периодическая
Ат-IV(Ат600) — 20ГС, 25Г2С, 35ГС, 28С, 27ГС, 10ГС2, 08Г2С, 25С2Р — периодическая
Ат-IVK(Ат600С) — 20ГС, 25Г2С, 35ГС, 28С, 27ГС, 10ГС2, 08Г2С, 25С2Р — периодическая
Ат-IVK(Ат600К) — 20ГС, 25Г2С, 35ГС, 28С, 27ГС, 10ГС2, 08Г2С, 25С2Р — периодическая
А-V(А800) — 23Х2Г2Т, 22Х2Г2АЮ, 22Х2Г2Р, 20Х2Г2СР — периодическая
Ат-V(Ат800) — 20ГС, 20ГС2, 08Г2С, 10ГС2, 28С, 25Г2С, 22С, 35ГС, 25С2Р, 20ГС2 — гладкая и периодическая
Ат-VK(Ат800К) — 35ГС, 25С2Р — гладкая и периодическая
А-VI(А1000) — 22Х2Г2АЮ, 22Х2Г2Р, 20Х2Г2СР — периодическая
Ат-VI(Ат1000) — 20ГС, 20ГС2, 25С2Р, 20ХГС2 — гладкая и периодическая
Ат-VIK(Ат1000) — 20ГС, 20ГС2, 25С2Р, 20ХГС2 — гладкая и периодическая
Ат-VII(Ат1200) — 30ХС2 — гладкая и периодическая
Ходовые размеры гладкой А1 арматуры и рифленой А3: 6; 8; 10; 12; 14; 16; 18; 20; 22; 25; 28; 32; 36; 40.
Ходовые размеры катанки:5; 5,5; 6; 6,5; 7; 8; 9; 10.
Арматура А1 (А240)
Арматура А1 (А240) является одним из самых востребованных видов сортового металлопроката на отечественном рынке. Без нее невозможно представить ни один строительный объект. Ее активно применяют в качестве вспомогательного армирующего элемента ж/б конструкций. Она обеспечивает прочность и монолитность. Однако, в отличие от рифленой, гладкая арматура А240 выполняет скорее побочную роль и используется для скрепления стержни рифленой арматуры между собой.
По внешнему виду она представляет собой толстую проволоку без боковых насечек. Это является одновременно и преимуществом и недостатком.
- Из-за отсутствия рифления ее применение в бетонных конструкциях значительно ограничено. Она не может обеспечить такое же сцепление с бетоном, как изделие периодического профиля.
- Однако это одновременно уменьшает ее стоимость и вес. Такую арматуру гораздо проще изготавливать и поэтому стоимость ее меньше.

Внимание: ГОСТ 5781-82 разрешает выпуск гладкой арматуры других классов (А2, А3, А4 и так далее). Но это скорее исключение. Обычно гладкая арматура выпускается только одного класса: первого.
У нее есть также иное название: А240. Многие не понимают, от чего происходит это название. Здесь все просто: в ГОСТе разделение на классы происходит по пределу текучести изделия. Величина предела текучести для изделия класса А1 должна составлять 24 кгс/мм2. То есть А240 обозначает предел текучести помноженный на 10. Теперь вы знаете, откуда взялась такая маркировка.
Для изготовления применяют только следующие марки углеродистой стали: Ст3кп, Ст3пс, Ст3сп. Именно поэтому данное изделие применяется не только в строительстве, но и во многих других областях промышленности. Сталь марки Ст3 является самой универсальной и проще всего сваривается.
Что касается размера, то ГОСТ ограничивает его в пределах от 6 до 40 мм в диаметре. Поставка производится в мотках (при малом диаметре) либо в прутках от 6 до 12 метров мерной или немерной длины.
Поставка производится в мотках (при малом диаметре) либо в прутках от 6 до 12 метров мерной или немерной длины.
Наша компания занимается поставками Арматуры А1 (А240) и предлагает Вам сотрудничество. Оформить заказ Вы можете нескольким способами: прямо на сайте пользуясь корзиной или позвонив нашим специалистам.
Несомненным преимуществом работы с нами является то, что мы специализируемся на крупных поставках различных видов металлопроката. Мы поставляем трубы различного профиля, уголки, швеллеры, листы, круги и другие виды черного и цветного металлопроката. Работаем в рамках Государственного заказа.
Выбрать необходимый размер и заполнить корзину Вы можете пользуясь таблицей ниже:
| Наименование | Вес метра | Метров в тн. | Купить |
|---|---|---|---|
|
Арматура 6 мм. А1 (А240)
Горячекатаная, ГОСТ 5781-82 |
0.22 кг. | 4545.5 м. | тн.м.рифленаягладкая |
Арматура 8 мм. А1 (А240) А1 (А240)
Горячекатаная, ГОСТ 5781-82 |
0.4 кг. | 2500 м. | тн.м.рифленаягладкая |
|
Арматура 10 мм. А1 (А240)
Горячекатаная, ГОСТ 5781-82 |
0.62 кг. | 1612.9 м. | тн.м.рифленаягладкая |
|
Арматура 12 мм. А1 (А240)
Горячекатаная, ГОСТ 5781-82 |
0.89 кг. | 1123.6 м. | тн.м.рифленаягладкая |
|
Арматура 14 мм. А1 (А240)
Горячекатаная, ГОСТ 5781-82 |
1.21 кг. | 826.4 м. | тн.м.рифленаягладкая |
|
Арматура 16 мм. А1 (А240)
Горячекатаная, ГОСТ 5781-82 |
1.58 кг. | 632.9 м. | тн.м.рифленаягладкая |
|
Арматура 18 мм. А1 (А240)
Горячекатаная, ГОСТ 5781-82 |
2 кг. |
500 м. | тн.м.рифленаягладкая |
|
Арматура 20 мм. А1 (А240)
Горячекатаная, ГОСТ 5781-82 |
2.47 кг. | 404.9 м. | тн.м.рифленаягладкая |
|
Арматура 22 мм. А1 (А240)
Горячекатаная, ГОСТ 5781-82 |
2.98 кг. | 335.6 м. | тн.м.рифленаягладкая |
|
Арматура 25 мм. А1 (А240)
Горячекатаная, ГОСТ 5781-82 |
3.85 кг. | 259.7 м. | тн.м.рифленаягладкая |
|
Арматура 28 мм. А1 (А240)
Горячекатаная, ГОСТ 5781-82 |
4.83 кг. | 207 м. | тн.м.рифленаягладкая |
|
Арматура 32 мм. А1 (А240)
Горячекатаная, ГОСТ 5781-82 |
6.31 кг. | 158.5 м. | тн.м.рифленаягладкая |
Арматура 36 мм. А1 (А240) А1 (А240)
Горячекатаная, ГОСТ 5781-82 |
7.99 кг. | 125.2 м. | тн.м.рифленаягладкая |
|
Арматура 40 мм. А1 (А240)
Горячекатаная, ГОСТ 5781-82 |
9.87 кг. | 101.3 м. | тн.м.рифленаягладкая |
|
Арматура 45 мм. А1 (А240)
Горячекатаная, ГОСТ 5781-82 |
12.48 кг. | 80.1 м. | тн.м.рифленаягладкая |
|
Арматура 50 мм. А1 (А240)
Горячекатаная, ГОСТ 5781-82 |
15.41 кг. | 64.9 м. | тн.м.рифленаягладкая |
|
Арматура 55 мм. А1 (А240)
Горячекатаная, ГОСТ 5781-82 |
18.65 кг. | 53.6 м. | тн.м.рифленаягладкая |
|
Арматура 60 мм. А1 (А240)
Горячекатаная, ГОСТ 5781-82 |
22. 19 кг. 19 кг. |
45.1 м. | тн.м.рифленаягладкая |
|
Арматура 70 мм. А1 (А240)
Горячекатаная, ГОСТ 5781-82 |
30.21 кг. | 33.1 м. | тн.м.рифленаягладкая |
|
Арматура 80 мм. А1 (А240)
Горячекатаная, ГОСТ 5781-82 |
39.46 кг. | 25.3 м. | тн.м.рифленаягладкая |
Арматура А1 гладкая круглая, оптовая цена в СПб от «Сталлеон».
- Главная
- Каталог
- Арматура
- Арматура А1
| Металл | Диаметр | Метраж | Расчет | Вес теоретический | ДО* веса по ГОСТ |
|---|---|---|---|---|---|
| Арматура А1 | 681012141618202225283236 | 0. 00кг. 00кг. |
0.00кг. |
- Размеры арматуры
-
6
-
8
-
10
-
12
-
14
-
16
-
18
-
20
-
22
-
25
-
28
-
30
-
32
-
36
-
40
По наименованию (А-Я)По наименованию (Я-А)По популярности (возрастание)По популярности (убывание)По цене (сначала дешёвые)По цене (сначала дорогие)
|
|||||
|
|||||
|
|||||
|
|||||
|
|||||
|
|||||
|
|||||
|
|||||
|
|||||
|
|||||
|
|||||
|
|||||
|
|||||
|
|||||
|
|||||
|
|||||
|
|||||
|
|||||
|
|||||
|
|||||
|
|||||
|
|||||
|
|||||
|
|||||
|
 org/ItemList»>
org/ItemList»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»>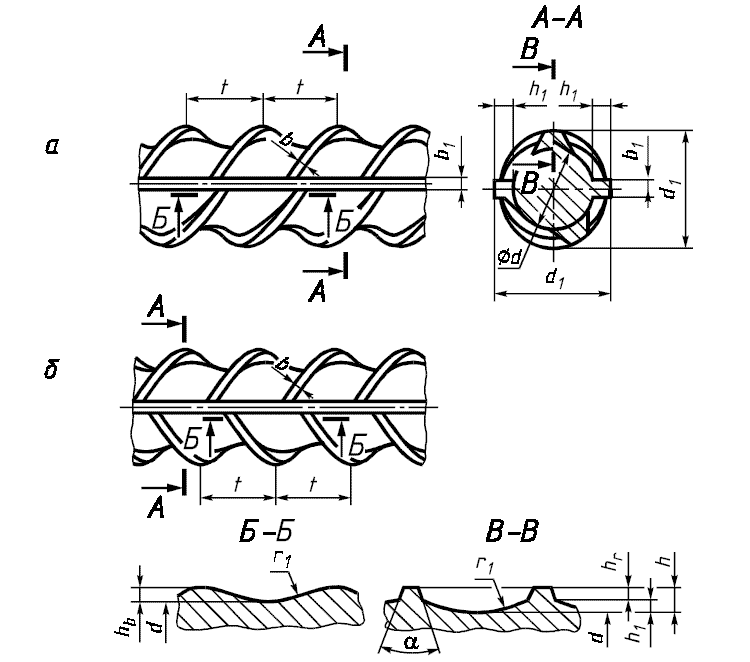 org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»>Сортаменты арматуры А1 и ее виды
Сортамент гладкой арматуры A1 включает 14 размеров, диапазон диаметров 6 – 40 мм. Изделия толщиной 6 – 12 мм производят стержнями или в виде мотков, а прокат большего диаметра поставляется только прутками длиной 6 – 12 м.
Арматура класса А1 производится в соответствии с ГОСТами и отраслевыми ТУ, самые востребованные из которых:
- ГОСТ 5781-82 — сталь горячекатаная для армирования железобетонных конструкций;
- ГОСТ 34028-2016 — прокат арматурный для железобетонных конструкций.

Стальной арматурный прокат А1 отличается от других классов следующими преимуществами:
- повышенная устойчивость к коррозии;
- хорошие показатели гибкости;
- твердость;
- прочность;
- долговечность;
- другие динамические характеристики.
В компании «Сталлеон» постоянно в наличии арматура гладкая А1 всех диаметров в розничных и оптовых мерах отгрузки. Любой объем проката мы готовы поставить по первому требованию.
Арматура А1 в СПб доступна на наших складах в разных районах Санкт Петербурга. Их отличает удобное местоположение, быстрый и удобный способ погрузки.
Вы можете купить арматуру А1, оформив онлайн заявку по телефону или на сайте через корзину, а затем согласовать удобное время отгрузки или заказать доставку по удобному адресу.
Все продукция отвечает отраслевым нормативным требованиям и ее качество подтверждается соответствующими сертификатами.
Выгоды при покупке арматуры А1 у нас
При заказе гладкопрофильной арматуры класса А1 в компании «Сталлеон» вы получите:
- разные варианты отгрузки: арматура доступна к погрузке в метрах, в прутках, в бухтах и тоннах, возможна вагонная отгрузка по заявке, гладкая арматура А1 дополнительно может быть порезана или порублена на высокоточном оборудовании по размерам заказчика;
- большой выбор: арматура А1 ГОСТ 5781-82 и ГОСТ 34028-2016 относится к востребованному классу продукции, поэтому ее наличие на складах постоянно пополняется, чтобы удовлетворить розничные и оптовые потребности в арматуре любых диаметров;
- гарантия качества: на каждую партию отгруженной арматуры мы предоставляем актуальный сертификат качества и гарантируем соответствие параметров лабораторным значениям;
- низкая стоимость: наши взаимоотношения с производителями позволяют нам устанавливать минимальные цены и создавать привлекательные условия для покупки арматуры А1 в СПб, выстраивая долговременное взаимовыгодное сотрудничество.

Для расчета метража и тоннажа прутов арматуры на сайте представлен удобный калькулятор. Воспользуйтесь им для вычисления количественных или весовых значений гладкой арматуры А1 для отгрузки или свяжитесь с нашими консультантами для уточнения величин. Закажите обратный звонок +7 (812) 438-38-27 или напишите нам на почту [email protected].
Вопросы и ответы
Как быстро будет отгружена арматура А1 после заказа?
Отгрузка происходит сразу, так как значительные объемы гладкой арматуры разных диаметров стандартной длины всегда есть в наличии на складе.
Где можно купить арматуру А1 в СПБ?
В Санкт Петербурге арматуру А1, а также арматуру других классов, можно приобрести разными партиями, от прута до вагонных поставок, в компании «Сталлеон», склады которой расположены в центральном и южном районах Санкт Петербурга для удобства покупателей. Закажите звонок +7 (812) 438-38-27 или напишите на почту [email protected] для формирования заявки.
Закажите звонок +7 (812) 438-38-27 или напишите на почту [email protected] для формирования заявки.
Чем отличается арматура А1 и А3?
Главные отличительные особенности следующие:
- состав: в А1 используется низколегированная сталь Ст3кп, Ст3пс, Ст3сп и других похожих марок, в А3 — высоколегированная сталь 25ГС, 35Г2С с добавками хрома, титана, марганца;
- профиль: арматура А1 выполнена в виде гладкого стержня, А3 же имеет периодический рисунок;
- габариты: размеры А1: диаметр – от 4 до 40мм, длина — до 11,7 м; А3: диаметр – от 6 до 80 мм, длина до 12м;
- область применения: арматура гладкая А1 используется для армирования стандартных ЖБ изделий, А3 – для каркаса сложных возводимых монолитных конструкций.
Компания Сталлеон — это в первую очередь надежность. Надежность в сроках, надежность в качестве продукции, надежность в целом и в мелочах.
Надежность в сроках, надежность в качестве продукции, надежность в целом и в мелочах.
ГОСТ 633-80 / Ауремо
ГОСТ ИСО 13680-2016 ГОСТ 34004-2016 ГОСТ Р 57385-2017 ГОСТ 19277-2016 ГОСТ Р 54864-2016 ГОСТ Р ИСО 13679-2016 ГОСТ Р 56594-2015 ГОСТ 32931-2015 ГОСТ Р 51906-2015 ГОСТ 32678-2014 ГОСТ 33228-2015 ГОСТ 32528-2013 ГОСТ Р 56349-2015 ГОСТ Р 56329-2014 ГОСТ Р 56175-2014 ГОСТ Р 56030-2014 ГОСТ Р 55942-2014 ГОСТ Р 54918-2012 ГОСТ Р ИСО 21809-2-2013 ГОСТ 31448-2012 ГОСТ Р 55436-2013 ГОСТ Р 54929-2012 ГОСТ Р 54864-2011 ГОСТ Р 54159-2010 ГОСТ Р 54157-2010 ГОСТ Р ИСО 2531-2008 ГОСТ Р 53365-2009ГОСТ Р 53384-2009 ГОСТ Р 53383-2009 ГОСТ Р ИСО 3183-1-2007 ГОСТ Р ИСО 3183-3-2007 ГОСТ Р ИСО 3183-2-2007 ГОСТ 6238-77 ГОСТ 11017-80 ГОСТ 12132-66 ГОСТ 8646-68 ГОСТ 8645-68 ГОСТ 8733-74 ГОСТ 8965-75 ГОСТ 10707-80 ГОСТ 632-80 ГОСТ 8644-68 ГОСТ 8966-75 ГОСТ 9567-75 ГОСТ 8967-75 ГОСТ 8968-75 ГОСТ 8969-75 ГОСТ 21945-76 ГОСТ 10706-76 ГОСТ 24950-81 ГОСТ 9941-81 ГОСТ 631-75 ГОСТ 550-75 ГОСТ 21729-76 ГОСТ 800-78 ГОСТ 14162-79 ГОСТ 8696-74 ГОСТ 11249-80 ГОСТ 10498-82 ГОСТ 26250-84 ГОСТ 20295-85 ГОСТ 13663-86 ГОСТ 7909-56 ГОСТ 8638-57 ГОСТ 8642-68 ГОСТ 8731-74 ГОСТ 5654-76 ГОСТ 633-80 ГОСТ 24030-80 ГОСТ 5005-82 ГОСТ 8467-83 ГОСТ 1060-83 ГОСТ 22897-86 ГОСТ Р 50278-92 ГОСТ 30564-98 ГОСТ 22786-77 ГОСТ 11068-81 ГОСТ 10705-80 ГОСТ Р 52568-2006 ГОСТ 8639-82 ГОСТ 30563-98 ГОСТ 3262-75 ГОСТ 8732-78 ГОСТ 8734-75 ГОСТ 9940-81 ГОСТ 10704-91
-
гост-633-80.
 pdf
(1,17 МБ)
pdf
(1,17 МБ)
ГОСТ 633-80
ГОСТ 633-80
Группа В62
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБОПРОВОДЫ И МУФТЫ
Технические условия
Трубы насосно-компрессорные и муфты к ним. Технические характеристики
ISS 23.040.10
OKP 13 2700
Дата введения 1983–01–01
с точки зрения производительности трубки как 1984–01–01
Информационные данные
1. СССР, Министерство нефтяной промышленности
2. ВНЕСЕН Министерством черной металлургии СССР
3. Утверждено и внесено в действие решением Государственного комитета СССР по стандартам с 11,04,80 N 1658
4. Замените GOST 633–63
5. Справочные нормативные и технические документы
| Обозначение справочного документа, на который сделана ссылка | Номер позиции, приложение |
| ГОСТ 2789-73 |
2. 17 17 |
| ГОСТ 7565-81 | 4.17 |
| ГОСТ 8695-75 | 4.19 |
| ГОСТ 10006-80 | 4.18 |
| ГОСТ 10692-80 | 5.1 |
| ГОСТ 16338-85 | 5.1.5 |
| ГОСТ 17410-78 | Приложение 3 |
6. Постановлением ГОСТ от 09.09.92 г. N 1148 снято ограничение срока действия
7. ИЗДАНИЕ (апрель 2010 г.) с Изменениями № 1, 2, 3, утвержденными в сентябре 1983 г., январе 1986 г., декабре 1987 г. (ИУС 11-83, 5-86, 3-88)
Настоящий стандарт распространяется на бесшовную сталь насосно-компрессорные гладкие и с муфтами, НКТ с наружной обсадкой муфты, гладкие высокоароматические и с муфтами, а также безмуфтовые трубы с наружной обсадкой НКТ, применяемые для эксплуатации нефтяных и газовых скважин.
(Измененная редакция, версия № 3).
1. НАБОР
1.1. Стандарт предусматривает изготовление труб на точность и качество в двух исполнениях: А и Б.
Ассортимент труб приведен в табл.1.
Таблица 1
Ассортимент труб
| Номинальный диаметр трубы, мм | Толщина стенки, мм | Тип трубы | |||
| гладкая | внешняя высаженная трубка — | гладкий высокоароматический — НКМ | внешняя высаженная трубка без сцепления — NKB | ||
| 27 |
3,0 |
— |
ОКЕЙ |
— | — |
| 33 | 3,5 |
ОКЕЙ | ОКЕЙ | — | — |
| 42 | 3,5 |
ОКЕЙ | ОКЕЙ | — | — |
| 48 | 4,0 |
ОКЕЙ | ОКЕЙ | — | — |
| 60 | 5,0 |
ОКЕЙ | ДТЛР | ДТЛР |
ДТЛР |
| 73 | 5,5 |
ДТЛР |
ДТЛР |
ДТЛР |
DTLR |
| 7,0 | ДТЛР |
ДТЛР | ДТЛР | ДТЛР | |
| 89 | 6,5 |
ДТЛР |
ДТЛР |
ДТЛР |
DTLR |
| 8,0 | — | ДТЛР |
ДТЛР | ДТЛР | |
| 102 |
6,5 |
ДТЛР |
ДТЛР |
ДТЛР |
ДТЛР |
| 114 | 7,0 |
ДТЛР | ДТЛР | ДТЛР | ДТЛР |
1. 2. Размеры и масса труб и соединений должны соответствовать указанным в черт.1 и в табл.2 для гладких труб и муфт к ним, черт.2 и в табл.3 для труб с наружной высадкой НКТ и муфт к ней и черт. 3 и в табл.4 высокоароматический для гладких труб и муфт к ним — НКМ. Размеры и масса безмуфтовых труб с наружной высадкой НКТ — НКБ должны соответствовать указанным в черт.4 и в табл.5. 9Таблица 2
2. Размеры и масса труб и соединений должны соответствовать указанным в черт.1 и в табл.2 для гладких труб и муфт к ним, черт.2 и в табл.3 для труб с наружной высадкой НКТ и муфт к ней и черт. 3 и в табл.4 высокоароматический для гладких труб и муфт к ним — НКМ. Размеры и масса безмуфтовых труб с наружной высадкой НКТ — НКБ должны соответствовать указанным в черт.4 и в табл.5. 9Таблица 2
диаметр трубы
Наружный диаметр
Толщина стенки
Внутренний диаметр
Наружный диаметр
Длина
Примечание. По требованию потребителя трубы Б должны изготавливаться до группы прочности Е, в том числе с термически обработанными концами (ТУК) на расстоянии больше длины резьбы не менее 50 мм. Таблица 30051
По требованию потребителя трубы Б должны изготавливаться до группы прочности Е, в том числе с термически обработанными концами (ТУК) на расстоянии больше длины резьбы не менее 50 мм. Таблица 30051
Снаружи-
NY
Диаметр
Толщина стены
Внутренний
Диаметр Ренни
Наружный диаметр высаживаемой части (ПРЕД. оф. +1,5)
Длина Vosa-
Часть томов
1 м гладкой трубы, кг
Нару-
жний диаметр
Длина
Примечание. Во внутренней полости трубы на расстоянии (+25) мм от конца допускается технологический уклон не более 1:50.
Во внутренней полости трубы на расстоянии (+25) мм от конца допускается технологический уклон не более 1:50.
Черт.3
Таблица 4
Труба высокоароматическая гладкая с муфтами — НКМ
Размеры, мм
| Условный диаметр трубы |
Труба | Сцепление | |||||
| Наружный диаметр |
Толщина стенки |
Внутренний диаметр |
Масса 1 м, кг | Наружный диаметр |
Длина |
Масса, кг | |
| 60 |
60,3 |
5,0 |
50,3 |
6,8 |
73,0 |
135 |
1,8 |
| 73 | 73,0 | 5,5 |
62,0 |
9,2 |
88,9 | 135 | 2,5 |
| 7,0 |
59,0 |
11,4 |
|||||
| 89 | 88,9 | 6,5 |
75,9 |
13,2 |
108,0 | 155 | 4,1 |
| 8,0 |
72,9 |
16,0 |
|||||
| 102 |
101,6 |
6,5 |
88,6 |
15,2 |
120,6 |
155 |
5,1 |
| 114 | 114,3 | 7,0 | 100,3 | 18,5 | 132,1 | 205 | 7,4 |
Черт. 4
4
Таблица 5
Трубка безмуфтовой внешней высадки — НКБ
Размеры, мм
| Состояние Диаметр трубы |
Внешний диаметр |
Толщина стенки |
Внутренний |
Науг диаметр высаживаемой части (ПРЕД. откл. ±0,5) |
Внутренний диаметр в плоскости торца конца ниппеля |
Внутренний диаметр на конце детали Vosa- |
Длина Vosa- |
Масса 1 м гладкой трубы, кг |
Увеличение массы трубы за счет осадки обоих концов, кг |
| 60 |
60,3 |
5,0 |
50,3 |
71 |
53,5 |
48,3 |
95 |
6,8 |
1,8 |
| 73 | 73,0 | 5,5 |
62,0 |
84 |
65,5 |
60,0 |
100 | 9,2 |
2,2 |
| 7,0 |
59,0 |
86 |
63,0 |
57,0 |
11,4 |
2,6 | |||
| 89 | 88,9 | 6,5 |
75,9 |
102 |
79,5 |
73,9 |
100 | 13,2 |
3,2 |
| 8,0 |
72,9 |
104 |
77,0 |
70,9 |
16,0 |
3,7 В | |||
| 102 |
101,6 |
6,5 |
88,6 |
116 |
92,0 |
86,6 |
100 |
15,2 |
4,0 |
| 114 |
114,3 |
7,0 |
100,3 |
130 |
104,0 |
98,3 |
100 |
18,5 |
4,8 |
Примечание к табл. 2−5. При расчете массовая плотность стали равна 7,85 г/см.
2−5. При расчете массовая плотность стали равна 7,85 г/см.
(Измененная редакция, ред. № 2).
1.3. Труба всех видов исполнения А изготавливается длиной 10 м. максимальные отклонения ±5%.
Труба всех видов исполнения Б/У должна изготавливаться двух групп длин:
1-я группа — от 5,5 до 8,5 м;
2-я «Ст 8,5» и 10,0 м.
По требованию потребителя допускается изготовление труб А диапазона групп длин исполнения Б.
Длину трубы определяет расстояние между ее концами и резьбовыми соединениями — расстояние от свободного конца муфта к концу конусной резьбы на противоположном конце трубы.
(Измененная редакция, ред. N 2).
1.4. Предельные отклонения по размерам и массе труб и муфт устанавливают следующие:
а) наружный диаметр труб:
| Исполнение А | |||
| — условный диаметр до | 102 мм | ±0,8 мм | |
| «» | 114 мм | ±0,9 мм | |
| Исполнение Б | |||
| — условный диаметр |
от 27 до 48 мм
|
|
мм |
| „» |
„60“ 89 мм |
|
мм |
| — номинальный диаметр |
102 и 114 мм |
|
мм |
Увеличить максимально допустимое положительное отклонение наружного диаметра трубы на 1 мм над высаженным концом на длине не более:
100 мм — для труб с муфтами.
150 мм „» НКБ.
Концы труб (гладких и НКМ) следует выполнять из обеспечения минимальной длины резьбы с полным профилем без черновины, указанной в п. 2.18, и минимальной толщины стенки в плоскости конец трубы, указанный в примечаниях к табл.10 и 14;
| б) толщина стенки |
-12,5 процента | ||
| Положительные отклонения ограничены весом трубы; |
|||
| C) наружный диаметр муфт |
±1,0%; | ||
| г) длина муфты | ±2 мм; |
г) вес:
| — для однотрубного |
% |
(версия А) |
|||
| для труб (массой не менее 60 тонн) | -1,75% | (версия А) | |||
| — для однотрубного | % |
(версия B) |
Примечание. Трубы исполнения А массой менее 60 тонн, предельные отклонения для партии труб регламентированы.
Трубы исполнения А массой менее 60 тонн, предельные отклонения для партии труб регламентированы.
(Измененная редакция, версия № 3).
1.5. На концах участки, равные одной трети длины трубы, не должны быть изогнуты более чем на 1 мм на 1 м длины.
Не допускается Труба общего назначения изогнутая, превышающая максимально допустимую под контролем в соответствии с п. 4.4.
1.6. Условное обозначение труб должно включать: тип трубы (кроме гладких труб), номинальный диаметр трубы, толщину стенки, групповую прочность и обозначение настоящего стандарта.
Условное обозначение муфт должно содержать: тип трубы (кроме муфт для гладких труб), номинальный диаметр, групповую прочность и обозначение настоящего стандарта.
Примеры условных обозначений
Трубы стальные группы прочности Е номинальным диаметром 60 мм с толщиной стенки 5 мм и муфты к ним:
60х5-Э ГОСТ 633-80 для гладких труб;
60 ГОСТ 633-80 на муфты для этих труб;
В-60х5-Э ГОСТ 633-80 — для труб с наружной высадкой НКТ;
В-60 ГОСТ 633-80 на муфты для этих труб;
НКМ-60х5-Э ГОСТ 633−80 — высокоароматический для гладких труб;
НКМ-60 ГОСТ 633-80 на муфты для этих труб;
60х5-ТУК-Э ГОСТ 633-80 для гладких труб с термообработанными концами.
Труба безмуфтовая наружной высадки из стали группы прочности Е, номинальным диаметром 60 мм, с толщиной стенки 5 мм:
НКБ-60х5-Э ГОСТ 633-80
Примечание. Для труб и муфт исполнения А после обозначения стандарта ставится буква А.
2.1. Трубы и муфты должны изготавливаться в соответствии с требованиями настоящего стандарта к технологическим регламентам, утвержденным в установленном порядке.
2.2. На наружной и внутренней поверхностях труб и муфт не должно быть зацепов, раковин, закатов, расслоений, трещин и песочин.
Допускается вырезка и зачистка этих дефектов при условии, что их глубина не превышает предельную за вычетом отклонения толщины стенки. Сварка, зачеканка или внесение дефектов не допускается.
В местах, где толщина стенки может быть измерена напрямую, глубина дефектных мест может превышать указанную величину при сохранении минимальной толщины стенки, определяемой как разница между номинальной толщиной трубы и предельным ее отрицательным отклонением.
Допускаются небольшие забоины, вмятины, риски, тонкий слой окалины и другие дефекты, обусловленные способом изготовления, если они не принимают толщину стенки за пределы отрицательных отклонений.
2.3. Место перехода насаженной части трубы на толщину стенки детали не должно иметь острых выступов.
На внутренней поверхности посаженных наружу концов труб с муфтами не должно быть более трех дефектов (несвоевременный ремонт металла и дефекты), длина каждого из которых по окружности не должна быть более 25 мм, а шириной более 15 мм и глубиной более 2 мм.
На наружной и внутренней поверхностях высаженных наружу всех безмуфтовых труб на расстоянии менее 85 мм от конца дефекты, указанные в пункте 2.2, не допускаются. На расстоянии св. 85 мм не должно быть более трех дефектов (незаливки металла и ремонта дефектов), длина каждого из которых не должна быть больше длины окружности, шириной более 15 мм и глубина более 2 мм.
Толщина стенки в месте перехода всех труб с наружной высадкой НКТ должна быть не менее минимально допустимой толщины стенки гладкого участка трубы.
2.4. Массовая доля серы и фосфора в стали не должна быть более 0,045% каждого.
2.5. Трубы и муфты должны быть изготовлены из стали одной группы прочности по табл.6.
Таблица 6
| Наименование показателя | Норма механических свойств для стали группы прочности | ||||||
| Д |
|||||||
| Производительность |
от до | Е | л | М | Р | ||
| и | Б |
||||||
| Прочность при растяжении, не менее, МПа (кгс/мм) |
655 (66,8) |
638 (65,0) |
687 (70,0) |
689 (70,3) |
758 (77,3) |
823 (83,9) |
1000 (101,9) |
| Выход : |
|||||||
| не менее, МПа (кгс/мм) |
379 (38,7) |
373 (38,0) |
491 (50,0) |
552 (56,2) |
654 (66,8) |
724 (73,8) |
930 (94,9) |
| — не более, МПа (кгс/мм) |
552 (56,2) |
— — |
— — |
758 (77,3) |
862 (из 87,9) |
921 (93,9) |
1137 (116,0) |
| Удлинение, %, не менее |
14,3 |
16,0 |
12,0 |
13,0 |
12,3 |
11,3 |
9,5 |
Примечание. Для труб из стали группы прочности Д, В максимальное значение предела текучести не ограничивается.
Для труб из стали группы прочности Д, В максимальное значение предела текучести не ограничивается.
2.6. Гладкие трубы с муфтами и трубы гладкие высокоароматические муфты группы прочности К и выше, трубы с наружной высадкой НКТ и трубы безмуфтовые наружной высадки НКТ всех марок должны быть подвергнуты термической или термомеханической обработке. Допускается при изготовлении гладких и гладких высокоароматических труб группы прочности К Б производить термическую обработку путем нагрева и прокатки.
(Измененная редакция, ред. N 2).
2.7. Труба должна выдерживать испытания на сплющивание; Расстояние между параллельными плоскостями после испытания не должно быть больше указанного в табл.7.
Таблица 7
| Сила группы | Отношение диаметра к толщине |
Расстояние между параллельными поверхностями, мм |
| Д |
16 и более | 0,65 |
| К, Е |
0,70 | |
| л |
0,75 | |
| Д |
Менее 16 | (от 0,98 до 0,02) |
| K, E |
(1,28−0,03) | |
| Л |
(1,23−0,03) |
Примечание. Расстояние между параллельными плоскостями для труб марок М и Р определяется по согласованию между изготовителем и потребителем.
Расстояние между параллельными плоскостями для труб марок М и Р определяется по согласованию между изготовителем и потребителем.
2.8. Муфты с резьбой и уплотнительным конусом должны быть оцинкованы или фосфатированы.
2.9. Каждая труба гладкая, гладкая высокоароматическая и с высаженными наружу концами должна быть снабжена муфтой, установленной на пуговичном наддуве на одном конце. По желанию заказчика поставка муфт без патрубка.
(Измененная редакция, ред. N 2).
2.10. При свинчивании труб с муфтами необходимо применять смазку или другие уплотнители, обеспечивающие целостность соединения и предохраняющие его от выкрашивания и коррозии.
2.11. С целью защиты от коррозии при транспортировке наружная поверхность каждой трубы и муфты должна быть окрашена.
По требованию потребителя допускается изготовление труб и муфт без окраски или с покрытием нейтральной смазкой.
По требованию потребителя трубы исполнения А должны изготавливаться с защитным покрытием внутренней поверхности, препятствующим отложению парафина и коррозии. Покрытие выполняют в соответствии с технической документацией, утвержденной в установленном порядке.
Покрытие выполняют в соответствии с технической документацией, утвержденной в установленном порядке.
(Измененная редакция, ред. N 2).
2.12. Трубы с резьбовыми муфтами, а также трубы безмуфтовой наружной высадки должны выдерживать значение внутреннего гидравлического испытательного давления, указанное в табл.8. Таблица 8
трубы, мм
стенки, мм
Давление для труб из марок стали, МПа (кгс/см)
(685)
(675)
(890)
(1000)
—
—
—
(655)
(645)
(850)
(955)
—
—
—
(515)
(505)
(665)
(750)
—
—
—
(515)
(505)
(665)
(750)
—
—
—
(515)
(505)
(665)
(750)
(890)
(985)
(1250)
(465)
(460)
(605)
(680)
(805)
(890)
(1145)
(590)
(585)
(765)
(865)
(1025)
(1130)
(1250)
(450)
(445)
(585)
(660)
(780)
 4
4 (860)
(1110)
(555)
(545)
(720)
(810)
(960)
(1060)
(1250)
(395)
(390)
(510)
(575)
(680)
(750)
(970)
(380)
(375)
(490)
(555)
(655)
(725)
(930)
Примечания:
1. Если расчетное давление () превышает 68,6 МПа (700 кгс/см), испытательное давление принимают равным и /см). По требованию потребителя испытательное давление принимается равным расчетному, но не более 122,6 МПа (1250 кгс/см).
По требованию потребителя испытательное давление принимается равным расчетному, но не более 122,6 МПа (1250 кгс/см).
2. По согласованию с потребителем для НКТ гладких и НКТ наружной высадки и муфт к ним Б группы прочности д, а испытательное давление ограничивается значением 19,7 МПа (200 кгс/см) и для марок Е и выше — 29,4 МПа (300 кгс/см).
Величина гидравлического давления () рассчитывается по формуле
кгс/см;
, МПа,
где — номинальная толщина стенки, мм;
— номинальный наружный диаметр трубы, мм;
— допускаемое напряжение, кгс/мм(МПа), принятое равным 0,8.
(Измененная редакция, ред. № 2).
2.13. Основные параметры и размеры резьбовых соединений ГНКТ и НКТ наружной высадки и муфт к ним
2.13.1. Форма и размеры профиля резьбы трубы и муфты должны соответствовать указанным в черт.5 и в табл.9.
________________
* Размеры для справки.
1 — линия, параллельная оси резьбы; 2 — линия среднего диаметра резьбы; 3 — осевая резьба
Damn. 5
5
Таблица 9
Размеры, мм
| Установочная резьба | Норма | |
| Количество ниток на длине 25,4 мм | ||
| 10 | 8 | |
| Шаг резьбы |
2 540 | 3175 |
| Высота исходного профиля * |
2 200 | 2 750 |
| Высота профиля |
1 412 |
1810 |
| Рабочая высота профиля * |
1 336 | 1 734 |
| Угол профиля * |
60° | |
| Угол бокового профиля /2 |
(30±1)° | |
| Радиус закругления: |
||
| — пики профиля |
0,432 |
0,508 |
| — профиль депрессии |
0,356 |
0,432 |
| Зазор * |
0,076 | |
| Угол наклона |
1°47’24“ | |
| Конус |
1:16 | |
________________
* Размеры для справки.
Примечания:
1. Шаг резьбы измеряется параллельно оси резьбы трубы и муфт.
2. Предельные отклонения значений радиусов и конструкции резьбонарезного инструмента и контролю не подлежат.
2.13.2. Размеры резьбовых соединений гладких труб и соединений должны соответствовать черт.6 и табл.10, а труб с наружной высадкой и муфтами к ним — черт.6 и табл.11.
Примечание. Размер указан для труб с внешней высадкой.
________________
* Размеры для справки.
1 — конец конуса резьбы; 2 — резьба с обрезанными вершинами; 3 — основная плоскость; 4 — Средний диаметр резьбы
проклят.6
Таблица 10
Сторонние подключения к плавным трубам и муфтам
MM
| 1 | ||||||||||||||
| Условие- диаметр- метр правда — будет |
Снаружи- |
Шаг боль бы |
Средний диаметр- |
Диаметр резьбы в плоскости конец трубки |
Длина резьбы труба |
Внутренняя |
Диаметр цилиндро- |
Глубина подрезки муфты (пред. оф.) |
Ширина туловища- |
Расстояние от торца муфты до конца конической резьбы на трубе при ручном завинчивании (натяг) | ||||
| обычный |
в основную плоскость (полный профиль)* |
сбег |
||||||||||||
| снаружи- |
внутренний |
Но — мин. |
Пред. выключенный. | |||||||||||
| 33 | 33,4 | 2 540 |
32 065 | 32 382 | 29 568 | 29 | ±2,5 | 16,3 | 8 |
31 210 | 35,0 | 8,0 |
2,0 |
5,0 |
| 42 | 42,2 | 40 828 | 40 948 | 38 124 | 32 | 19,3 | 39 973 | 43,8 | 2,5 |
|||||
| 48 | 48,3 | 46 924 | 46 866 | 44 042 | 35 | 22,3 | 46 069 | 49,9 | 1,5 |
|||||
| 60 | 60,3 | 58 989 | 58 494 | 55 670 | 42 | 29,3 | 58 134 | 61,9 | 4,0 |
|||||
| 73 | 73,0 | 71 689 | 70 506 | 67 682 | 53 | 40,3 | 70 834 | 74,6 | 5,5 |
|||||
| 89 | 88,9 | 87 564 | 85 944 | 83 120 | 60 | 47,3 | 86 709 | 90,5 | 6,5 |
|||||
| 102 | 101,6 | 3 175 | 99 866 | 98 519 | 94 899 | 62 | ±3,2 | 49,3 | 10 | 98 519 | 103,2 | 9,5 | 6,5 |
6,5 |
| 114 | 114,3 | 112 566 | 111 031 | 107 411 | 65 | 52,3 | 111 219 | 115,9 | 6,0 |
|||||
 —
— ________________
* Размеры для справки.
Примечания:
1. Конец резьбового конца считать точкой пересечения образующей конуса резьбового конца с образующей цилиндра диаметром, равным наружному диаметру трубы.
2. Допускается коническая выемка на поверхности муфты, образованная параллельно образующей конуса резьбы. Наименьший диаметр конического углубления должен быть равен диаметру цилиндрического углубления.
3. Минимальная толщина стенки под резьбой в плоскости концевой трубы () рассчитывается по следующей формуле (с округлением до 0,1 мм):
, где — номинальная толщина стенки, мм;
— номинальный наружный диаметр трубы, мм;
диаметр внутренней резьбы в плоскости конца трубы, мм;
— значение верхнего предельного отклонения наружного диаметра трубы, мм, указанного в п.1.4.
При значении, рассчитанном по приведенной выше формуле, менее 1,0 мм для труб условным диаметром до 48 мм в т.ч. и менее 2,0 мм для всех остальных диаметров значение следует принимать равным 1,0 мм.
(Измененная редакция, ред. N 2).
Таблица 11
Резьбовые соединения труб с наружной высадкой НКТ и муфты к ним
мм
| Состояние диам. метр трубы |
Наруж- |
Шаговая боль- |
Медиа |
Диаметр резьбы в плоскости конца трубы | Длина резьбы трубы | Внутренняя |
Диаметр цилиндро- |
Глубина |
Шири- |
Расстояние от торца муфты до конца конической резьбы на трубе при навинчивании вручную (натяг) | ||||
| всего (конец конуса) |
||||||||||||||
| снаружи- |
внутренний |
Но — мин. | Пред. выключенный. | на основной. — |
сбег |
|||||||||
| 27 |
33,4 |
2 540 | 32 065 |
32 383 |
29 568 |
29 |
±2,5 | 16,3 |
8 | 31 210 |
35,0 |
8,0 | 2,0 |
5,0 |
| 33 |
37,3 |
35 970 |
36 100 |
33 276 |
32 |
19,3 |
35 115 |
38,9 |
3,0 |
|||||
| 42 | 46,0 | 44 701 | 44 643 | 41 819 | 35 | 22,3 | 43 846 | 47,6 |
2,5 | |||||
| 48 |
53,2 |
51 845 |
51 662 |
48 833 |
37 |
24,3 |
50 990 |
54,8 |
2,5 |
|||||
| 60 |
65,9 |
3 175 | 64 148 |
63 551 |
59 931 |
50 |
±3,2 | 37,3 |
10 | 62 801 |
67,5 |
9,5 | 3,5 |
6,5 |
| 73 |
78,6 |
76 848 |
76 001 |
72 381 |
54 |
41,3 |
75 501 |
80,2 |
4,5 |
|||||
| 89 |
95,2 |
93 516 |
92 294 |
88 674 |
60 |
47,3 |
92 169 |
96,9 |
6,5 |
|||||
| 102 |
108,0 |
106 216 |
104 744 |
101 124 |
64 |
51,3 |
104 869 |
109,6 |
6,5 |
|||||
| 114 |
120,6 |
118 916 |
117 256 |
113 636 |
67 |
54,3 |
117 569 |
122,3 |
7,5 |
|||||
 выкл.)
выкл.) ________________
* Размеры приведены для справки.
Примечания:
1. Конец конца резьбы считают точкой пересечения образующей конуса конца резьбы с образующей цилиндра диаметром, равным наружному диаметру посадочной части.
2. Допускается коническая выемка на поверхности муфты, образованная параллельно образующей конуса резьбы. Наименьший диаметр конического углубления должен быть равен диаметру цилиндрического углубления.
2.13.3. Предельные отклонения от номинальных размеров резьбы должны соответствовать указанным в табл.12.
Таблица 12
| мм | |||
| Предельное отклонение | |||
| шаг резьбы | коническая резьба | ||
| длиной 25,4 мм | на всю длину резьбы с полным профилем |
труба | сцепление |
| ±0,075 | ±0,120 | +0,36 |
+0,22 |
| -0,22 |
-0,36 | ||
Примечания:
1. Предельные отклонения шаговой длины, не превышающие 25,4 мм, допускаются для расстояния между любыми двумя витками при полном профиле. Для расстояния между нитями более 25,4 мм допускается увеличение предельных отклонений пропорционально расстоянию, но не более указанного в таблице на всю длину резьбы с полным профилем.
Предельные отклонения шаговой длины, не превышающие 25,4 мм, допускаются для расстояния между любыми двумя витками при полном профиле. Для расстояния между нитями более 25,4 мм допускается увеличение предельных отклонений пропорционально расстоянию, но не более указанного в таблице на всю длину резьбы с полным профилем.
2. Предельные отклонения конусности (отклонения разности двух диаметров) выполнены на шурупе длиной 100 мм и относятся к среднему диаметру трубной резьбы и муфты, а также к наружному диаметру трубной резьбы и диаметр внутренней резьбы муфты.
2.13.4. Преднатяг оцинкованной или фосфатированной резьбы для резьбовых муфт по размеру трубы должен быть равен натягу (см. черт.7 и табл.10 и 11), принятому для свинчивания муфт с трубами вручную. Предельное отклонение… ±.
Примечание. Значение соответствует шагу резьбы и принимается равным 2,5 мм (для труб и муфт с шагом резьбы 2540 мм) и 3,2 мм (для труб и муфт с шагом резьбы 3175 мм).
1 и плоскость резьбовых калибров-колец; 2 — калибр-кольцо резьбовое; 3 — труба; 4 — трубка-шнек; 5 — муфта; 6 — измерение плоскости калибров-пробок с резьбой
Черт. 7
7
2.13.5. Трубная резьба с натягом для резьбового калибра-кольца должна быть одинаковой. Предельное отклонение …±.
2.13.6. При ручном свинчивании и оцинкованных или фосфатированных муфтах с трубой герметичность должна быть равна значению (см. черт.6 и таблицы 10 и 11). Предельное отклонение …±. Допускается подбор муфт и концов труб по герметичности.
2.13.7. После свинчивания труб и муфт на станке сторона муфты должна совпадать с концом конической резьбы на трубе (см. черт.6). Предельное отклонение… ±.
2.13.8. Для выхода резьбонарезного инструмента в середине муфты может быть проточена канавка на глубину, не превышающую высоту более чем на 0,5 мм. Паз не должен иметь острых углов (подрезов). При отсутствии канавок допускается нарезка встречной резьбы на расстоянии не более (13-) мм, отсчитываемом от середины муфты в обе стороны.
2.14. Основные параметры и присоединительные размеры гладких высокоароматических труб и муфт к ним — НКМ
2. 14.1. Форма и размеры резьбы профильных труб условным диаметром от 60 до 102 мм и муфт должны соответствовать указанным в черт.8 и в табл.13, а для труб условным диаметром 114 мм и муфт к ним — черт. .9и в табл.13.
14.1. Форма и размеры резьбы профильных труб условным диаметром от 60 до 102 мм и муфт должны соответствовать указанным в черт.8 и в табл.13, а для труб условным диаметром 114 мм и муфт к ним — черт. .9и в табл.13.
________________
* Размеры для справки.
1 — ось трубы с резьбой ИМК и ниппельный конец трубы НКБ; 2 — линия, параллельная оси трубы с резьбой ИМК и ниппельным концом трубы НКБ; 3 — муфта осевая с резьбой НКМ и раструбным концом НКБ; 4 — линия, параллельная оси резьбового соединения НКМ и раструбного конца трубы НКБ
Черт.8
(Измененная редакция, ред. № 3).
Таблица 13
Размеры, мм
| Установочная резьба | Норма | |
| Труба НКМ номинальным диаметром от 60 до 102 мм и муфты к ним и трубы НКБ всех диаметров | Труба НКМ номинальным диаметром 114 мм и муфты к ним | |
| Шаг резьбы |
4 233 | 5080 |
| Высота профиля: |
||
| — наружная резьба |
1,20 |
1,60±0,03 |
| — внутренняя резьба |
1,30 |
1,60±0,03 |
| Угол профиля * |
33° | 13° |
| Угол бокового профиля: |
||
|
|
(3±1)° | (3±1)° |
|
|
(30±1)° |
(10±1)° |
| Радиусный профиль: |
||
|
|
— | 0,20 |
|
|
0,20 |
0,20 |
|
|
0,25 |
— |
|
|
— | 0,80 |
|
|
— | 0,80 |
| Ширина фаски |
0,30 |
— |
| Ширина верхнего профиля: |
||
| * |
1 659 | 2,29 |
| * |
1 600 | 2,29 |
| Ширина желоба профиля: |
||
|
|
1 800 |
2,43 |
|
|
1 794 |
2,43 |
| Угол наклона |
2°23’09“ | 1°47’24» |
| Конус |
1:12 | 1:16 |
________________
* Размеры для справки.
Примечания:
1. Шаг резьбы измеряется параллельно оси резьбы трубы и муфт.
2. Все предельные отклонения для элементов профиля резьбы за исключением предельных отклонений углов сторон и высоты этого профиля проектировать резьбонарезным инструментом и контролю не подвергают.
3. Высота профиля с наружной резьбой трубы НКБ обеспечивается за счет соответствующего обеспечения гладких и резьбовых калибров-колец и контролю не подлежит.
4. Допускается замена радиуса фаски на галтель мм (помимо наружной резьбы труб НКБ).
________________
* Размеры для справки.
1 — осевая резьба муфты; 2 — линия, параллельная оси резьбовой муфты; 3 — резьба осевой трубы; 4 — линия, параллельная оси трубной резьбы
Черт.9
2.14.2. Размеры соединений должны соответствовать указанным в черт.10 и в табл.14 (для труб) и черт.10 и в табл.15 (для муфт).
(Измененная редакция, ред. № 2, 3).
№ 2, 3).
________________
* Размеры для справки.
1 — конец конуса резьбы; 2 — резьба с обрезанными вершинами; 3 — основная плоскость; 4 — длина резьбы с полным профилем; 5 — конец резьбы; 6 — оформление самолета
Черт.10
Примечание. Возможна замена на фаску (35±5)° на стыковой поверхности с радиусом кривизны не более ширины фаски.
Трубы стальные ГОСТ. Разновидности стальных труб и нормативы
Несмотря на появление на рынке огромного количества труб из полимерных материалов, металлоконструкции не сдают своих позиций. Они до сих пор широко используются во многих отраслях промышленности, строительстве и домашнем хозяйстве. Стальные трубы, особенно оцинкованные, очень прочны, долговечны и просты в монтаже. Сорта стальных труб определяются ГОСТами, регламентированными в 2003 и 2006 годах, а также некоторыми нормативными документами, сохранившимися со второй половины прошлого века.
Производство труб стальных каждого типа регламентировано отдельным ГОСТ
Содержание
- 1 Основные ГОСТы на трубы стальные
- 2 Сортамент труб стальных квадратных: ГОСТ 2591-88 (2006)
- 3 Сортамент Трубы стальные круглые: основные ГОСТ
- 3.1 Ассортимент труб стальных бесшовных: ГОСТ 8732-78(91)
- 3.2 Сортамент труб стальных сварных прямолинейных: ГОСТ 10705-91
- 3.3 Сортамент труб стальных водогазопроводных: ГОСТ 3262-75
- 3.4 Труба стальная в ППУ изоляции по ГОСТ 30732-2006
- 3.5 Номенклатура труб стальных прецизионных: ГОСТ 9567-75
- 4 Прочие ГОСТы на трубы стальные
- 5 4.1 Соединения стальных труб: сварка 900 900 трубопроводная арматура: фитинги
- 4.3 Элементы крепления стальных труб: хомуты
Основные ГОСТы на стальные трубы
Технические характеристики каждого вида стальной трубы в зависимости от способа ее изготовления определяются соответствующим ГОСТом . Ознакомиться с содержанием нормативных документов необходимо хотя бы для того, чтобы знать особенности эксплуатации определенного вида труб.
Ознакомиться с содержанием нормативных документов необходимо хотя бы для того, чтобы знать особенности эксплуатации определенного вида труб.
ГОСТ 30732-2006. Нормативный документ № 30732 принят в 2006 году и его действие распространяется на трубы и стальные фасонные части с теплоизоляцией. Стальные трубы, изготовленные с использованием пенополиуретановой изоляции (ППУ) с полиэтиленовой оболочкой или защитным покрытием из стали, применяют для прокладки тепловых сетей под землей и над землей. Они рассчитаны на температуру охлаждающей жидкости не выше 140 градусов (с кратковременным повышением до 150 градусов). Максимально допустимое рабочее давление для стальных труб с изоляцией по ГОСТ 30732-2006 при наличии пенопластовой изоляции составляет 1,6 МПа.
ГОСТ 2591-2006 (88). ГОСТ , определяющий сортамент горячекатаного проката, действует с 2006 года. В некоторых источниках используется старый ГОСТ – 2591-81. Положения документа распространяются на квадратную стальную продукцию, полученную «горячим» способом. В ГОСТ 2591-2006(88) включены все изделия, размеры сторон которых находятся в пределах от 6 до 200 мм. Производство труб большего сечения возможно только при согласовании договора производителя с покупателем.
В ГОСТ 2591-2006(88) включены все изделия, размеры сторон которых находятся в пределах от 6 до 200 мм. Производство труб большего сечения возможно только при согласовании договора производителя с покупателем.
ГОСТ 9567-75. В настоящее время используется версия документа, принятого в 1975 году. Настоящий стандарт устанавливает положения, соблюдаемые при производстве прецизионных стальных труб. Эти изделия отличаются повышенной точностью изготовления: они могут быть как холоднодеформированными, так и горячекатаными (также могут быть оцинкованными или хромированными). Трубы повышенной точности по ГОСТ 9567-75 в основном применяются в машиностроении.
ГОСТ 9567-75 определяет параметры производства стальных горячекатаных труб
ГОСТ 52079-2003. Документ № 52079-2003 определяет стандарты, которым подчиняются прямошовные и спиральношовные стальные изделия. Их диаметр находится в пределах 114-1420 мм. Такие размерные трубы используются в сфере газопроводов и трубопроводов для перекачки нефти и нефтепродуктов. ГОСТ 52079-2003 разрешает перевозку только неагрессивных активных продуктов.
ГОСТ 52079-2003 разрешает перевозку только неагрессивных активных продуктов.
Изделия стальные сварные больших диаметров по ГОСТ 52079 могут служить средством для транспортировки веществ, находящихся под постоянным давлением (рабочим), не превышающим 90,8 МПа. Температура окружающей среды может опускаться до -60 градусов.
Важно! ГОСТ 52079-2003 официально утратил силу с 01.01.2015. Его заменил ГОСТ 31447-2012.
ГОСТ 12336-66. Нормативный документ ГОСТ 12336-66 распространяется на профильные изделия закрытого типа, имеющие прямоугольное или квадратное сечение. С 01.01.1981 ГОСТ 12336-66 был отменен, его функции стал выполнять ТУ 14-2-361-79. Однако положения документа 12336-66 остались актуальными и по сей день.
ГОСТ 10705-91 (80). Определяет технические условия на создание труб стальных электросварных прямошовных диаметром 10-630 мм. Трубы стальные изготовляют по ГОСТ 10705-91(80) из углеродистых или низколегированных сталей. Область применения этих конструкций разнообразна: в основном их используют при прокладке трубопроводов для транспортировки воды. Положения стандарта не распространяются на стальные трубы, используемые при изготовлении обогревателей.
Область применения этих конструкций разнообразна: в основном их используют при прокладке трубопроводов для транспортировки воды. Положения стандарта не распространяются на стальные трубы, используемые при изготовлении обогревателей.
Трубы по ГОСТ 10705-91 — основа систем хозяйственно-бытового и производственного водоснабжения
ГОСТ 10706 76 (91). Получил распространение на трубы стальные электросварные с прямым швом, используемые общего назначения. Диаметр труб по документу 10706-76(91) может быть в пределах 426-1620 мм.
ГОСТ 10707 80. Регламентирует нормы на холоднодеформированные электросварные трубы различных степеней точности: обычной, повышенной и прецизионной. Изделия по документу под номером 10707-80 выпускаются диаметром от 5 до 110 мм. Для производства труб используется нелегированная (углеродистая) сталь. Иногда производители стальных электросварных (прямошовных) труб указывают в техническом паспорте ссылку на ГОСТ 10707 91. Это не ошибка, так как стандарт 1980 года был расширен в 1991 году.
Это не ошибка, так как стандарт 1980 года был расширен в 1991 году.
Более подробно основные ГОСТы мы рассмотрим ниже.
Сортамент труб стальных квадратных: ГОСТ 2591-88 (2006)
Трубы прямоугольные и квадратные не получили широкого распространения в сфере водо- и газоснабжения, но эффективно используются в строительстве в качестве несущих и несущих конструкций. Тонкостенные профили используются в мебельной и рекламной индустрии.
Весомым показателем качества трубы стальной квадратной является ее масса: эта позиция также указана в ГОСТ 2591-88 (2006). Показатель массы на 1 погонный метр при плотности стали (черной стали) 7,85 г/см3 должен быть от 0,269 кг — самая тонкая труба; 70,33 кг — для самых толстых. В ГОСТ 2591-88
на трубы стальные квадратные указано, что величина кривизны квадратной стали не должна превышать 0,5 % длины для изделий диаметром 25 мм и 0,4 % для изделий длиной более 25 мм. По желанию заказчика этот показатель может быть уменьшен до 0,2%.
Для каждой длины трубы существуют стандартные параметры и допуски.
Отклонения по сторонам квадратной стали по ГОСТ 2591-88 могут быть в плюсовых и минусовых пределах. При нормальной точности прокатки допускается минусовое отклонение от -2,5 мм (для габаритных изделий со стороной квадрата 200 мм) до -0,5 (тонкостенные изделия, сторона квадрата 13-25 мм). И, соответственно, плюс: от +0,9 мм до +0,3 мм.
Важно! Сортамент труб стальных квадратных холоднодеформированных закрытого типа определяется ГОСТ 12336-66.
Сортамент стальных прямоугольных труб определяется ГОСТ 8645-68. Продукция, выпускаемая по этому стандарту, может быть горячекатаной, холоднотянутой и бесшовной. С точки зрения прочности бесшовные конструкции выигрывают, но их стоимость не позволяет использовать их массово.
Профильные (как квадратные, так и прямоугольные) стальные трубы по ГОСТу чаще сварные. Современные технологические приемы позволяют регулировать прочность шва с помощью индукционных токов, при этом изделия останутся относительно недорогими. Сварные швы можно зачищать и обрабатывать или не зачищать: все зависит от дальнейшего метода эксплуатации.
Сварные швы можно зачищать и обрабатывать или не зачищать: все зависит от дальнейшего метода эксплуатации.
Оцинкованные профильные трубы изготавливаются аналогично: используется стальная лента с предварительно нанесенным защитным покрытием. В некоторых случаях применяется оцинковка готовых изделий. Профильная труба несколько раз опускается в емкость с расплавленным цинком. ГОСТ
не делит изделия на трубы стальные прямоугольные на группы в зависимости от марки стали, используемой при изготовлении. ГОСТ допускает, что при производстве профильных стальных труб будет использоваться черная сталь, уступающая более дорогим сортам презентабельным внешним видом и устойчивостью к коррозии.
Для предохранения профильных труб от коррозии их покрывают цинком
Прямоугольная стальная труба по ГОСТ 8645-68 может иметь различные размеры: наиболее распространены по нижней стороне 40 мм, максимально — от 60 мм до 100 мм. Профильные трубы, размеры которых в большинстве своем превышают 60 мм, обладают высокой прочностью на изгиб при относительно небольшом весе, что делает их очень популярными в области машиностроения и строительства.
Сортамент труб стальных круглых: основные ГОСТы
Труба стальная круглая, изготавливаемая по ГОСТ, в основном применяется в системах водопровода и газопровода. Как и профильные конструкции, круглые трубы производятся различными способами, они бывают шовными и бесшовными. Группа стальных труб круглого сечения, на которую распространяется ГОСТ, является наиболее обширной и имеет достаточно сложную систематизацию.
Сортамент, классифицирующий трубу стальную круглую по ГОСТ, в основном зависит от способа изготовления продукции.
Сортамент труб стальных бесшовных: ГОСТ 8732-78 (91)
Производство труб стальных бесшовных горячедеформированных по ГОСТ 8732-78(91) достаточно длительный и сложный процесс. Этим можно объяснить высокую стоимость этих продуктов. Трубы бесшовные горячедеформированные и холоднодеформированные применяются в особых условиях, требующих высокой прочности системы: там, где любая протечка может привести к необратимым последствиям.
Сырье, из которого изготавливают трубы бесшовные горячедеформированные, представляет собой металлическую заготовку. Из него в последующем происходит процесс прошивки и после значительного нагревания получается полый цилиндр — гильза. Изначально она имеет неправильную форму, но после прохождения формовки на вальцах горячекатаные круглые трубы становятся гладкими.
Холоднокатаные трубы формуются прокатными валками.
Изделие нарезается на отрезки от 4 до 12,5 метров, они могут иметь мерную или немерную длину. Трубы стальные горячекатаные, соответствующие принятому ГОСТу, могут иметь незначительные отличия по толщине стенки. Допускаются также отклонения по диаметру: если их значения не превышают приведенных в таблице. Допуски диаметра, допускаемые нормой для труб стальных бесшовных по ГОСТ 8732-78(91), представлены в таблице 1.
Таблица 1
| Внешний диаметр | Допускаемые отклонения стальных труб с точностью изготовления, мм, % | |
| Повышенный | обычный | |
| До 50 мм | +/- 0,5 | +/- 0,5 |
| от 50 до 220 мм | +/- 0,8% | +/- 1,0% |
| Более 220 мм | +/- 1,0% | +/- 1,3% |
Трубы стальные бесшовные круглые также могут быть холоднодеформированными, в этом случае их нормы регламентируются ГОСТ 8734-75 (91). Схема производства напоминает горячую деформацию, с той лишь разницей, что после прохождения процесса прессования-оплавления металлическая заготовка охлаждается водой. ГОСТ
Схема производства напоминает горячую деформацию, с той лишь разницей, что после прохождения процесса прессования-оплавления металлическая заготовка охлаждается водой. ГОСТ
на трубы стальные холоднокатаные бесшовные повторяет положения, указанные в стандарте на горячедеформированные бесшовные изделия. В документе допускается отклонение размеров, указанных в таблице.
таблица 2
| Исходные размеры, внешний диаметр | Допустимые отклонения, мм, % |
| 4 мм — 10 мм | +/- 0,15 |
| 11 мм — 30 мм | +/- 0,3 |
| 31 мм — 50 мм | +/- 0,4 |
| Более 51 мм | +/- 0,8% |
Трубы стальные сварные прямошовные: ГОСТ 10705-91
Технические условия на производство труб стальных прямошовных сварных продиктованы ГОСТ 10707-91.
Номенклатура труб прямошовных включает изделия различных диаметров, в том числе очень больших для промышленных магистралей
Важнейшие положения настоящего нормативного документа:
- Труба электросварная круглой кривизны на участке 1 п.
 м., 1,5 мм допускается для термически обработанных изделий и для необработанных — 2 мм. По желанию заказчика величина кривизны может быть уменьшена в первом случае до 1 мм, во втором — до 1,5 мм.
м., 1,5 мм допускается для термически обработанных изделий и для необработанных — 2 мм. По желанию заказчика величина кривизны может быть уменьшена в первом случае до 1 мм, во втором — до 1,5 мм. - если труба будет подвергаться термической обработке, то по желанию заказчика этот процесс может проходить в защитной атмосфере.
- концы прямошовной сварной трубы по ГОСТ 10707-91 обрезают под прямым углом, а также зачищают от неровностей и заусенцев.
На трубы стальные для технических газонефтепроводов установлен отдельный ГОСТ. Как было сказано выше, ГОСТ 52079-2003 распространяется на стальные электросварные прямолинейные трубы большого диаметра.
Важно! Также в специальную категорию помещены стальные трубы (сварные и бесшовные), изготавливаемые для автомобильной промышленности. Положения регламентируются ГОСТ 12132-66. В любом сечении спецтруб не допускается кривизна более 1,5 мм. Нормативный документ 12132-66 разрешает выпуск изделий только высокой или повышенной точности.

Сортамент труб стальных водогазопроводных: ГОСТ 3262-75
Трубы газоводопроводные стальные выделены в отдельный ГОСТ, хотя по сути являются самыми обычными электросварными.
Трубы стальные электросварные для водопроводов и газопроводов ГОСТ 3262-75, имеющиеся в продаже мерной и немерной длины. Диапазон сегментов в данном случае от 4 до 12 м.
Трубы сварные изготовляют отрезками ограниченной длины — не более 12 метров
Допускается кривизна водогазопроводных труб, но ее величина не должна превышать двух мм на метр погонный, при условном проходе менее 20 мм. Для труб ВГП с условным проходом более 20 мм допускается кривизна в 1,5 мм.
Газовые и водопроводные трубы имеют резьбу, которая может быть короткой или длинной. При отправке трубы на предприятие допускается уменьшение внутреннего диаметра не более 10 % в местах накатанной резьбы. ГОСТ предъявляет требования к резьбе на стальной электросварной трубе, представленной в таблице.
Таблица 3
| Условный проход | Количество потоков с условным проходом | Длина резьбы | Условный проход | Количество потоков с условным проходом | Длина резьбы (мм) | ||
| длинный | короткий | длинный | короткий | ||||
| 6 мм | № | № | № | 50 мм | 11 | 24 | 17 |
| 8 мм | № | № | № | 65 мм | 11 | 27 | 19,5 |
| 10 мм | № | № | № | 80 мм | 11 | 30 | 22 |
| 15 мм | 14 | 14 | 9,0 | 90 мм | 11 | 33 | 26 |
| 20 мм | 14 | 16 | 10,5 | 100 мм | 11 | 36 | 30 |
| 25 мм | 11 | 18 | 11,0 | 125 мм | 11 | 38 | 33 |
| 32 мм | 11 | 20 | 13,0 | 150 мм | 11 | 42 | 36 |
| 40 мм | 11 | 22 | 15,0 | ||||
В домашнем хозяйстве чаще применяют тонкостенные трубы ВГП. Толщина их стенки не превышает 4 мм, но и не бывает меньше 1,8 мм. Стальные тонкостенные трубы ВГП соответствуют всем техническим требованиям и без проблем выдерживают давление в системе.
Толщина их стенки не превышает 4 мм, но и не бывает меньше 1,8 мм. Стальные тонкостенные трубы ВГП соответствуют всем техническим требованиям и без проблем выдерживают давление в системе.
Труба стальная в изоляции ППУ по ГОСТ 30732-2006
Отдельно следует выделить трубы стальные в изоляции материалом ППУ. Они имеют особые технические характеристики, отличающиеся от обычных стальных изделий. ГОСТ 30732-2006 также диктует правила и порядок изготовления фасонных изделий.
Трубы с изоляцией применяют при монтаже теплотрасс и водопроводов, если они размещаются выше уровня промерзания грунта
В соответствии с ГОСТ № 30732-2006 данные трубы имеют многослойную конструкцию (труба в трубе):
- Труба стальная. Непосредственно рабочая труба круглого сечения, которую можно изготовить любым способом. По ГОСТ 30732-2006 стальные трубы в изоляции также могут быть оцинкованы. В этом случае их качества будут еще выше. Марка стали выбирается в зависимости от способа дальнейшей эксплуатации: от этого будет зависеть и цена изделия.

- Слой ППУ для изоляции. Представляет собой достаточно толстый слой теплоизоляционного материала из пенополиуретана, который наносится либо заливкой жидкого вещества, либо надеванием готового покрытия «скорлупа». ППУ обладает повышенной влагостойкостью и способствует сохранению тепла. Утепление пенополиуретаном может быть обычным или усиленным, в зависимости от погодных условий в регионе.
- Защитная оболочка. Для долговременной сохранности ППУ-изоляции применяются специальные защитные оболочки из полиэтилена низкого давления (ПНД) или дополнительный слой из оцинкованной стали. Последний вариант будет более тяжеловесным и эффективным.
По ГОСТ 30732-2006 в качестве индикаторных жил для труб применяют неизолированные медные провода. Эта технология позволяет удаленно отслеживать утечки.
Основными достоинствами трубы стальной в пенополиуретановой изоляции, изготовленной по указанному ГОСТ 30732-2006, являются коррозионная стойкость (изделия не требуют дополнительных антикоррозионных мероприятий), низкие тепловые потери (не более 1-2% ) и относительная легкость (трубы в пенополиуретане — утеплить намного проще, чем в изоляции из ППМ или АФБ). Кроме того, стальные трубы с изоляцией по ГОСТ 30732-2006 можно прокладывать без швеллеров и колодцев.
Кроме того, стальные трубы с изоляцией по ГОСТ 30732-2006 можно прокладывать без швеллеров и колодцев.
Трубопроводы с ППУ-изоляцией требуют постоянной проверки целостности изоляционного материала
В то же время изолированные конструкции по документу 30732-2006 имеют ряд недостатков. Наиболее существенными являются горючесть ППУ-изоляции и достаточно быстрое распространение коррозии при повреждении защитной оболочки. Поэтому такие системы требуют постоянного контроля за целостностью материала. При повреждении определенного изолированного участка потребуется замена всей сети: ремонт отдельного сегмента невозможен.
Номенклатура труб стальных прецизионных: ГОСТ 9567-75
На данную группу труб стальных распространяется отдельный ГОСТ 9567-75, так как к производству изделий повышенной точности предъявляются особые требования. Ассортимент продукции включает прецизионные стальные трубы, различные по способу изготовления и толщине стенки. ГОСТ регламентирует следующие виды толщины стенки стальных прецизионных труб:
- трубы особо тонкостенные: отношение диаметра к толщине стенки более 40; толщина стенки менее 0,5 мм.

- трубы тонкостенные: первый показатель меньше или равен 40; толщина стенки — 1,5 мм и менее.
- толстостенные трубы: первый показатель от 6 до 12,5.
- трубы особотолстостенные: первый показатель меньше 6.
Трубы прецизионные бесшовные. Для них характерна повышенная изотропная жесткость. Даже тонкостенные стальные трубы по ГОСТ 9567-75 можно использовать в гидравлических и других достаточно сложных и точных системах.
Прецизионные трубы доступны с оцинкованной или фосфатированной поверхностью, покрытой маслом.
Трубы прецизионные относятся к изделиям с повышенными требованиями к качеству и точности размеров, из которых
Труба стальная тонкостенная или толстостенная прецизионная по ГОСТ 9567-75 выпускается мерной или немерной длины до 8 м. Более длинные конструкции изготавливаются по согласованию с заказчиком.
Другие ГОСТы на стальные трубы
Нормативные документы также регулируют другую продукцию и деятельность, связанную со стальными трубами. Приведем обзор ГОСТов, регламентирующих методы и порядок проведения монтажных работ со стальными трубами, крепежными элементами (хомутами) и соединительными элементами для металлопродукции.
Приведем обзор ГОСТов, регламентирующих методы и порядок проведения монтажных работ со стальными трубами, крепежными элементами (хомутами) и соединительными элементами для металлопродукции.
Соединения стальных труб: сварка
ГОСТ 16037-80 — определяет требования к сварке стальных труб. Стандарт устанавливает основные конструктивные элементы трубопроводов из различных марок сталей, типоразмеры сварных соединений стальных труб с другими изделиями или арматурой.
ГОСТ 6996-66 — регламентирует прочность сварных соединений любых металлов. Положения документа 6996-66 актуальны, если стальные конструкции соединяются сваркой с другими металлами.
Важно! Нормативный документ 16037-80 не распространяется на электросварные соединения, применяемые при производстве самих стальных труб.
Фитинги для стальных труб: фитинги
Основным способом соединения металлоконструкций является сварка, но в некоторых случаях применяют и фитинги. Они бывают сварными, гофрированными или резьбовыми.
Они бывают сварными, гофрированными или резьбовыми.
Производство фитингов и фитингов для стальных труб регламентируется также ГОСТ
Фитинги — общее название трубопроводной арматуры. Существует несколько ГОСТов на различную стальную арматуру, а именно:
ГОСТ 8966-75 — диктует правила изготовления металлических прямых муфт для создания стальных трубопроводов. Соединительные фитинги могут иметь или не иметь цинковое покрытие. Прочность муфтового соединения достигается за счет цилиндрической резьбы на концах изделия. Арматура, соответствующая этому стандарту, создает условия для оптимальной работы трубопровода, транспортирующего неагрессивные среды с температурой до 175 градусов и давлением не выше 1,6 МПа.
Муфты по ГОСТ 8966-75 имеют внутренний диаметр от 8 до 125 мм. Допускается изготовление муфт с внутренним диаметром 150 мм по индивидуальному заказу потребителя.
ГОСТ 8967-75 — стандарт распространяется на изготовление ниппелей стальных также без покрытия или с цинковым покрытием. Ниппельные фитинги снабжены цилиндрической резьбой и используются в основном для соединения водогазопроводных конструкций. Требования к температуре и давлению вещества, перемещаемого по трубопроводу, остаются такими же, как в ГОСТ 89.66-75.
Ниппельные фитинги снабжены цилиндрической резьбой и используются в основном для соединения водогазопроводных конструкций. Требования к температуре и давлению вещества, перемещаемого по трубопроводу, остаются такими же, как в ГОСТ 89.66-75.
Диаметр ниппелей находится в диапазоне 8-100 мм. При этом ниппели диаметром 65 мм и 80 мм в серийное производство не запускались, а изготавливаются по согласованию с заказчиком.
Оцинкованные фитинги-ниппели маркируются буквой «С». Например:
- ниппель d32 ГОСТ 8967-75 — без покрытия; Ниппель
- — ТС d32 ГОСТ 8967-75 — с покрытием.
ГОСТ 8968-75 — определяет технические условия на стальные фитинги-контргайки с антикоррозионным покрытием или без него. Стопорные гайки навинчиваются на основную гайку, предотвращая самоотвинчивание.
Контргайки диаметром от 8 мм до 50 мм выпускаются серийно. Контргайки диаметром 65 мм, 80 мм, 100 мм изготавливаются индивидуально.
Как и трубы, фитинги также могут иметь антикоррозионное цинковое покрытие
ГОСТ 8969-75 — диктует нормативные правила производства приводов. Эти фитинги имеют на конце резьбу разной длины. Отводы предназначены для неподвижных соединений (по прочности напоминающих сварные) элементов трубопроводов. В продаже можно найти размерный ряд от 8 мм до 50 мм в диаметре, под заказ доступны фитинги-щиты с маркировкой 65 или 80.
Эти фитинги имеют на конце резьбу разной длины. Отводы предназначены для неподвижных соединений (по прочности напоминающих сварные) элементов трубопроводов. В продаже можно найти размерный ряд от 8 мм до 50 мм в диаметре, под заказ доступны фитинги-щиты с маркировкой 65 или 80.
Элементы для крепления стальных труб: хомуты
Хомуты различного диаметра применяются для крепления секций трубопроводов к стенам или арматуре. Они представляют собой металлические U-образные кронштейны, оснащенные болтами для привинчивания. Для стальных трубопроводов в очень редких случаях применяют пластмассовые хомуты, так как в основном они не могут обеспечить достаточной прочности крепления.
При монтаже трубопроводов можно использовать не только хомуты и скобы. Широко востребованными для крепления являются кронштейны, накладки, подвески. Обеспечение надежного крепления к поверхности – не единственная функция креплений. Зажимы также способны поглощать вибрации и частично компенсировать тепловое расширение.
Хомуты металлические изготовлены из оцинкованной стальной полосы. Иногда наносится резиновое покрытие, помогающее поглощать звуки.
ГОСТ 24137-80 — распространяется на металлические хомуты для крепления стальных труб. В данном документе рассматриваются крепежи, а точнее хомуты диаметром от 15 до 240 мм. Эти аксессуары подходят для крепления коммуникаций как напорных, так и безнапорных. Стандарт устанавливает требования к конструкции и размерам стальных хомутов.
Для крепления стальных труб лучше использовать хомуты с резиновыми прокладками — это снижает уровень шума в трубопроводе не более 2 мм для любого диаметра.
ГОСТ 24137-80 — повторяет положения предыдущего нормативного документа, но считает односторонними хомуты для крепления стальных труб.
При создании крепежа нужно помнить, что хомуты должны располагаться на расстоянии не менее 0,75 мм по горизонтальной поверхности и не менее 1-1,5 м по вертикали. Для прочного крепления изгибов конструкции расстояние между хомутами соблюдается в 150-200 мм от угла.
Ассортимент стальных труб и доборных элементов к ним – это очень широкая область, включающая в себя совершенно разные виды продукции для всех областей применения.
Фитинги для сварки встык — Rayoung Pipeline Technology Co., Ltd. — Китайский поставщик , ГОСТ 17375, ГОСТ 30753-2001, ГОСТ 17376, ГОСТ 17378, ГОСТ 17379, EN 10253 Отвод трубы приварной встык, переходник, тройник, крестовина, отводы, заглушки. Высококачественная продукция RAYOUNG, одобренная ISO 9001, ГОСТ-Р и СЕ.
Также доступны индивидуальные фитинги.
Узнать цену
Узнать больше
Оглавление для этой страницы
Нелегко представить все аспекты трубных фитингов, свариваемых встык, поэтому мы подготовили много информации на этой странице, чтобы вы могли углубиться в нее. . Чтобы вы могли быстро найти нужную информацию, мы подготовили этот каталог содержимого, который будет переходить в соответствующее место при нажатии на него.
Applications
Rayoung Pipe Fitting
Cost Analysis
Duration Estimation
Basic Knowledge
Common Pitfalls
Why Us
General Applications For Steel Buttweld Фитинги для труб
Фитинги для сварки встык — это простой, но эффективный способ соединения двух металлических деталей. Процесс нанесения этого типа требует, чтобы вы сначала удостоверились, что обе поверхности чистые, плоские и сухие, прежде чем сваривать их при высоких температурах с использованием специального оборудования, которое может выдерживать большие изменения температуры без деформации или плавления под давлением газа, такого как ацетилен ( что может привести к взрыву).
Результат? Сильная связь с минимальными искажениями обеспечит бесперебойную работу вашего проекта дольше, чем что-либо еще!
Вместо того, чтобы резать и спаивать трубы, фитинг для сварки встык соединяется с другой трубой, у которой один конец зашлифован. Это обеспечивает более легкий доступ к обоим концам, но при этом обеспечивает достаточную защиту от коррозии, поскольку между ними нет открытого места, где может легко собираться влага диаметром 3/8 дюйма и длиной 24 дюйма.
Это обеспечивает более легкий доступ к обоим концам, но при этом обеспечивает достаточную защиту от коррозии, поскольку между ними нет открытого места, где может легко собираться влага диаметром 3/8 дюйма и длиной 24 дюйма.
Процесс начинается с нанесения флюса по всей длине перед безупречной сваркой каждой пары с помощью кислородно-ацетиленовой горелки. Когда закончите склеивание всех деталей в окончательную форму, осторожно удалите лишний металл круглыми напильниками или наждачной бумагой до получения гладкой полированной поверхности.
Фитинги, свариваемые встык, используются в различных отраслях промышленности для изменения, разделения или остановки потока жидкостей. К ним относятся очистные сооружения, нефтепереработка, пивоваренные заводы, химическая и нефтехимическая промышленность, криогенные установки, производство бумаги и целлюлозы, газопереработка и даже атомные электростанции.
Выбор фитингов зависит от цели.
«Отводы для труб» используются для изменения направления трубопровода.
«Редукторы для труб» необходимы для уменьшения или увеличения диаметра отверстия трубы.
Тройники или крестовины используются для разделения потока в трубе на несколько направлений.
«Заглушки для труб» используются, если необходимо закрыть трубопровод.
Узнать цену
Узнать больше
Общие популярные продукты
Hebei RAYOUNG Pipeline Technology Co., Ltd. в основном производит фитинги для сварки встык в соответствии со стандартами ASME, EN и ГОСТ.
углеродистая сталь ASME B16.9 Buttweld Fiep Fitings
- Гладкая поверхность
- Бесплатный материал
- Hot Pushed Technology
- Long Warranhy Period
Размеры свыше 24 дюймов свариваются с 2 или 2 линиями сварки.

Рассчитать стоимость
Трубная арматура по ГОСТ Р
- Заводская цена № Средняя Человека
- GOST 17375, 30753, 17376, 17378, 17379
- СМОТРЕЙНАЯ ВРЕМЕНИ
- СТАНЦИПАНСКИЙ Время. , Узбекистан, Казахстан, Украина и другие страны.
Рассчитать стоимость
Трубные фитинги EN 10253 для сварки встык
- Фитинги, соответствующие требованиям CE
- Почти 30-летний опыт производства
- Красные дуги в середине
- Красные дуги
Информация о продукте: длина задней дуги, скошенные концы, обработка поверхности, упаковка, маркировка… Хотите покопаться в фитингах для стальных труб?
Независимо от того, являетесь ли вы дистрибьютором, торговой или инжиниринговой компанией, наша продукция полностью соответствует вашим требованиям.
 Вы можете оставить свой адрес электронной почты здесь, наш менеджер по маркетингу свяжется с вами в течение 12 часов.
Вы можете оставить свой адрес электронной почты здесь, наш менеджер по маркетингу свяжется с вами в течение 12 часов. Загрузить каталог
Узнать больше
Анализ сметной стоимости трубопроводной арматуры
Обратите внимание, что окончательная стоимость зависит от индивидуального обслуживания, которое вам требуется, спецификаций используемого сырья, соответствующих национальных законов и расстояние транспортировки. Возьмем пример бронирования высокого контейнера с продуктами:
Узнать цену
Узнать больше
Процесс и оценка продолжительности
Весь процесс от запроса до прибытия груза займет много времени, теперь мы предоставляем вам контрольное время в соответствии с обычным процессом
Шаг 1: Предложение и переговоры (7-15 дней)
Мы всегда онлайн 7 x 24 без каких-либо особых обстоятельств. На ваш запрос ответят в течение 2 часов, и вы получите подробное предложение по вашему запросу в течение 12 часов.

С 2020 года из-за эпидемии и ситуации с международной торговлей цены на стальное сырье в Китае часто колеблются и в целом имеют тенденцию к росту. Поэтому, если ваш план покупки реален, мы рекомендуем вам подписать договор и оформить предоплату, как только вы согласуете окончательную цену с производителем.
Шаг 2: Отбор проб (4-10 дней)
При необходимости мы предоставим вам бесплатные образцы для проверки качества. Вам нужно только оплатить стоимость доставки курьером. , для DN 50 и более образцов необходимо подождать около 3 дней, обычно курьер доставит вам образцы в течение 4-10 рабочих дней
Шаг 3: Предоплата (в течение 7 дней)
Независимо от страны, это обычно занимает 1-7 рабочих дней с момента, когда вы организуете банковский перевод, до получения платежа.0003
Этап 4: Массовое производство (15-30 дней)
После получения аванса фабрика начинает подготовку сырья, проверку качества и массовое производство.
 Для завершения контейнера товаров требуется 15-30 дней.
Для завершения контейнера товаров требуется 15-30 дней. Этап 5: Доставка (7-30 дней)
После того, как товары произведены, проверены и упакованы, необходимо зарезервировать время для бронирования и отправки.
Доставка – Погрузка – Разгрузка – Таможенное декларирование – Отгрузка – Таможенное оформление – Разгрузка – Отправка
Хотите узнать, как сократить сроки поставки?
Свяжитесь с нами напрямую, чтобы получить правильное решение для вашего проекта. Чем более полную информацию вы предоставите, тем точнее будут наши расценки и сроки доставки.
Получить предложение
Базовые знания о трубах, фитингах и фланцах RAYOUNG
У нас есть 38-летний опыт производства и поставок стальных фланцев, фитингов и труб. Мы профессиональны со всеми международными стандартами. Мы надеемся, что следующий профессиональный опыт поможет вам понять рынок, продукты и сделать практичные покупки.
Разница между стальной трубой ERW и спиральной стальной трубой
Производитель и поставщик стальной трубы ERW и стальной спиральной трубы – RAYOUNG PIPELINE Стальные трубы можно увидеть повсюду в нашей повседневной жизни.
 Он широко используется в отоплении, водоснабжении, добыче нефти и газа и других областях. фланцы, также поставляет другие фланцы из листовой стали, такие как фланцы из нержавеющей стали. Фланцы из углеродистой стали обычно используются в трубопроводной промышленности,
Он широко используется в отоплении, водоснабжении, добыче нефти и газа и других областях. фланцы, также поставляет другие фланцы из листовой стали, такие как фланцы из нержавеющей стали. Фланцы из углеродистой стали обычно используются в трубопроводной промышленности, 2021年9月15日
Испытание фитингов и фланцев
Для проектов по добыче нефти, природного газа, нефтепродуктов, химической и других специальных отраслей промышленности необходимы испытательные материалы, чтобы гарантировать безопасность трубопровода. Ультразвуковой контроль (UT), радиографический контроль (RT), магнитопорошковый контроль (MT), пенетрант
2021年9月15日
Различия между бесшовной стальной трубой и сварной стальной трубой
Бесшовная стальная труба изготавливается из круглой стали заготовки, посредством процессов горячей прокатки, холодной прокатки или холодной вытяжки, без шва на теле трубы. Сварная стальная труба изготавливается из плоского стального листа,
2021年9月9日
Фланцы из углеродистой стали.
 Типы и функции балка или тавровая балка; или для крепления к другому компоненту, например,
Типы и функции балка или тавровая балка; или для крепления к другому компоненту, например, 2021年9月2日
Что такое стальная труба ERW? Трубы стальные ВПВ
изготавливаются низкочастотным или высокочастотным сопротивлением «сопротивление». Представляют собой круглые трубы, сваренные из стальных листов продольными швами. Он используется для транспортировки нефти, природного газа и других парожидкостных объектов и
2021年8月12日
Труба из углеродистой стали
Труба из углеродистой стали представляет собой прочный материал, изготовленный из углеродистой стали, стального сплава с железом и углеродом. Из-за своей прочности и способности выдерживать нагрузки трубы из углеродистой стали используются в различных
2021年8月6日
Китай отменяет скидку НДС на экспорт стали, снижает налог на импорт сырья до нуля
28 апреля В 2021 г. Министерство финансов и Государственная налоговая администрация Китая опубликовали заявление о том, что с 1 мая 2021 г.
 будет отменена скидка на экспортную пошлину на некоторые металлопродукцию, включающую в общей сложности 146 товарных кодов.
будет отменена скидка на экспортную пошлину на некоторые металлопродукцию, включающую в общей сложности 146 товарных кодов.
В то же время Комиссия по тарифам Госсовета на днях опубликовала сообщение о том, что с 1 мая 2021 года будут скорректированы тарифы на некоторые виды металлопродукции, а экспортные тарифы на ферросилиций, феррохром, высокочистый чугун и другую продукцию будут быть соответствующим образом увеличена. Ставка налога на экспорт 25 %, ставка временного налога на экспорт 20 %, ставка налога на временный экспорт 15 %.2021年5月10日
Почему цены на стальные материалы и изделия из стали продолжают расти?
С 2020 года цена стального материала продолжает расти. Есть несколько причин, влияющих на цену стали, и хотелось бы, чтобы этот блог помог вам лучше понять китайскую сталелитейную промышленность и своевременно принять решение об импорте.
2021年4月7日
12 советов по импорту фитингов и фланцев стальных труб из Китая
Если вы думаете об импорте и продаже своей продукции у вас, прочитайте это руководство, чтобы узнать больше о выборе поставщиков, налогах на импорт, положения о продукции, требования к маркировке, лицензии и разрешения, а также отгрузка.

2021年3月8日
Узнать цену
Узнать больше
Распространенные ошибки при покупке
В ходе сотрудничества со все большим количеством клиентов из разных стран, мы заметили, что есть некоторые подводные камни, которые часто случаются, поэтому мы собрали подводные камни вместе и хотим сделать ваш бизнес проще.
О цене могу договориться в любое время после получения предложения от продавца.
Срок действия предложения,Поскольку цены часто колеблются. Важно заблаговременно договариваться о ценах и обновлять их, если заказ не размещался более месяца.
Цена, указанная продавцом, является конечной ценой товара до моего склада
Условия ценообразования.
По контрактам на условиях СИФ продавец берет на себя ответственность за расходы и обязательства до прибытия груза в пункт назначения, когда риск переходит к покупателю.
По контрактам FOB покупатель несет ответственность за доставку и другие расходы, а также за страхование, как только товар погружается на судно и во время рейса.

По договорам DDU продавец несет ответственность за обеспечение доставки товара в пункт назначения в целости и сохранности; покупатель несет ответственность за импортные пошлины.
По контрактам DDP продавец должен оплачивать пошлины, импортную очистку и любые налоги.
Время доставки — это время поступления товара на мой склад.
В контракте срок поставки обычно означает время изготовления вашего заказа. Время прибытия товаров на ваш склад также зависит от графика движения судов.
Дополнительные советы обновляются……
Узнать цену
Узнать больше
Краткое самовыдвижение
, Почему стоит выбрать RAYOUNG? Фабрика RAYOUNG была основана в 1983 году для производства горячештампованных отводов и литейных фланцев, а также для производства дополнительных фитингов и кованых фланцев. Теперь мы превратились в крупную компанию по производству фитингов и фланцев в Китае с годовым объемом продаж более 17000000 долларов США.
 Правильно, на нас можно положиться!
Правильно, на нас можно положиться! Профессиональные производственные мощности RAYOUNG гарантируют высокое качество продукции, конкурентоспособные цены и короткие сроки поставки.
Все еще сомневаетесь? Вот и другие причины, по которым мы — ваш лучший выбор:
- 36-летний опыт в производстве и поставке бесшовных и сварных фитингов из углеродистой стали и кованых фланцев.
- Мы сертифицированы по стандартам ISO, CE и ГОСТ-Р; мы на 100% законны.
- Более 100 довольных клиентов по всему миру. Мы изготавливали продукцию для компаний в России, Таиланде, ОАЭ, Омане, Нигерии и др.
- Мы быстро расширяемся. В настоящее время у нас есть более 5 производственных линий и 100 000 квадратных футов производственных площадей, готовых служить вам.
- Подходящие продукты. Опытная команда контроля качества и строгий процесс контроля качества для обеспечения качества вашего экспорта.

- Мы быстрые и отзывчивые. Свяжитесь с нами на нашем сайте, и мы свяжемся с вами в течение 2 часов.
Узнать цену
Узнать больше
Часто задаваемые вопросы о фитингах для стальных труб RAYOUNG
Где находится ваш завод?
Фабрика RAYOUNG находится на базе китайских трубных фитингов, уезд Яньшань, город Цанчжоу, провинция Хэбэй. Свяжитесь с нами, чтобы получить брошюру о посещении.
Какие продукты вы в основном производите?
Трубные фитинги и фланцы из углеродистой стали в соответствии со стандартами ASME, ГОСТ, EN, DIN, SANS, JIS и т. д.
Все размеры вы производите сами?
Нет, фитинги размерами DN200-DN720, фланцы среднего и низкого давления размерами DN15-DN2000 производим сами, а остальная продукция производится на заводах-партнерах.
Какой у вас годовой объем производства?
Объем производства 1000 тонн в месяц, почти экспорт 35-40 контейнеров в месяц, годовой объем производства более 10000 тонн.

You may also like
Чем отмыть подоконники пластиковые: Чем отмыть пластиковый подоконник — средства и советы от Lisa.ru
Стандарт ванна: Ванна Стандарт 170: длина 1700 мм, объем 220 л, форма прямоугольная
Потолок армстронг сборка: Монтаж потолка Армстронг цена за м2 в Москве от «Бюро Потолков»
Дорожки во дворе: красивые садовые дорожки своими руками на фото