 alexxlab
alexxlab Принцип аргонной сварки: технология производства работ
Вопросы, рассмотренные в материале:
- Каковы основные принципы аргонной сварки
- На каком оборудовании возможна аргонная сварка
- В чем особенности аргонной сварки алюминия и меди
Аргонодуговая сварка отличается от всех остальных видов тем, что в данном процессе используется электродуга с аргоном в качестве защитной среды. Инертный газ подается в первую очередь, чтобы защитить металлы на время обработки от контакта с кислородом. Из этой статьи вы узнаете основной принцип аргонной сварки, а также о том, в каких случаях его используют.
На чем основан принцип аргонной сварки
Сварка аргоном представляет собой технологию гибридного типа – благодаря ей удается соединять металлы, работа с которыми считается наиболее сложной. Принцип аргонной сварки отлично работает как с большими трубами, так и с крохотными бронзовыми статуэтками. Дело в том, что этот способ вобрал в себя лучшее из двух классических методов: дугового электрического и газового.
Прежде чем приступать к обсуждению принципа действия аргонной сварки, необходимо понять физику данного процесса. Не секрет, что соединение металлических поверхностей невозможно без их нагрева. Но поскольку нагрев требует использования огня, задействуется и кислород, содержащийся в воздухе, который запускает реакцию окисления. Проблема в том, что сложные металлы или сплавы типа легированных сталей или цветных металлов сильно подвержены окислению.
Окисление опасно тем, что оно значительно снижает качество швов, – они становятся хрупкими и быстро приходят в негодность. Это происходит из-за образования в шве множества мельчайших пузырьков. Если говорить об алюминии, то он при нагревании в обычных условиях начинает гореть.
Принцип аргонной сварки используется, в первую очередь, чтобы защитить сварочную рабочую ванну от газов и примесей. В качестве защитной оболочки выступают инертные газы, это может быть не только аргон, но и гелий.
VT-metall предлагает услуги:
В связи с тем, что мы описали выше, гелий сегодня редко применяется в чистом виде, его используют в смесях для газовых лазеров. Другой инертный газ – азот. Он подходит исключительно для работы с медью. Поэтому основным и самым распространенным инертным компонентом, применяемым при гибридном подходе, работы является аргон.
Назовем основные качества аргона:
- Гораздо тяжелее, чем воздух. Именно благодаря этому он легко занимает всю сварочную ванну, защищая зону плавления от других газов.
- Инертен, поэтому не вступает в реакцию с другими элементами, но, что важнее всего, никак не взаимодействует со свариваемыми поверхностями – на этом и строится принцип аргонной технологии.

Однако принцип аргоновой сварки неидеален, ведь при работе с током обратной полярности этот газ превращается в электропроводную плазму. Мы не будем вдаваться в подробности, говоря о малоприятных последствиях этого свойства.
В целом, у аргонной сварки мало минусов:
- сложное оборудование, нуждающееся в точной настройке;
- возможность работы только при наличии большого практического опыта.
Плюсов у этого принципа работы гораздо больше:
- Шов получается высокого качества, так как в нем нет примесей.
- Обработка металла в среде аргона предполагает умеренный нагрев металла, поэтому подходит для соединения заготовок даже очень сложных конструкций, при этом не происходит их деформации.
- Данный принцип работы позволяет варить однородные и разнородные металлы и сплавы, с которыми не справляются все остальные методы.
- Высокая скорость работы достигается благодаря использованию дуги с высоким температурным режимом.

Все обозначенные нами недостатки кажутся незначительными по сравнению с тем, какие возможности открывает аргонная сварка.
Аргонная сварка: принцип работы в зависимости от вида
Аргонную сварку принято делить на виды исходя из степени механизации:
- Ручная. В этом случае сварщик самостоятельно передвигает горелку и подает сварочную проволоку. При данном подходе могут применяться только неплавящиеся электроды из вольфрама.
- Механизированная/полуавтоматическая методика, при которой проволоку подает машина, а сварщик работает непосредственно с горелкой. Чаще всего этот принцип используется при аргонной сварке нержавейки полуавтоматом. Еще один яркий пример – механизированная аргонодуговая сварка плавящимся электродом. Есть и новые, узкоспециализированные технологии в этой области. К ним относится обработка нержавейки полуавтоматом в среде углекислого газа.
- Автоматическая аргонная сварка.
 Оператор дистанционно управляет автоматом: перемещает горелку и подает проволоку. Сегодня постепенно распространяются системы, которые могут работать даже без постоянного контроля человека. Чаще всего роботы выполняют сварку труб из нержавейки. Автоматическая аргонодуговая сварка с использованием неплавящегося электрода все чаще применяется в сфере промышленности.
Оператор дистанционно управляет автоматом: перемещает горелку и подает проволоку. Сегодня постепенно распространяются системы, которые могут работать даже без постоянного контроля человека. Чаще всего роботы выполняют сварку труб из нержавейки. Автоматическая аргонодуговая сварка с использованием неплавящегося электрода все чаще применяется в сфере промышленности.
На каком оборудовании осуществляется аргонная сварка
Принцип аргонной сварки требует использования разнообразного оборудования. Но в этом нет ничего страшного, ведь сегодня можно приобрести готовые наборы со всем необходимым, причем по доступной цене.
Все оборудование делится на три вида:
- Специализированное – для работы с заготовками одного типа.
- Специальное – для промышленных предприятий, работающих с заготовками одного типоразмера.
- Универсальное – для всех видов работ в аргоне, в том числе для соединения деталей из нержавеющей стали полуавтоматом.

Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Но нужно понимать, что принцип аргонной сварки совершенствуется. Так, чтобы обрабатывать листы металла с более толстыми краями и увеличить производительность, технология была доработана следующим образом:
- Используется специальная горелка, позволяющая одновременно использовать несколько вольфрамовых электродов. Это необходимо, чтобы получать качественный шов, несмотря на высокую скорость работы.
- Есть приспособление для нагревания проволоки.
- Применяется пульсирующий ток – паузы в его поступлении нужны, чтобы металл успевал кристаллизоваться. Если синхронизировать движение дуги с импульсами тока, удается добиться эффективной плавки при любом положении в пространстве.
Горелка необходима для подачи электроэнергии и формирования газовой защиты, поэтому так важен ее грамотный подбор.
Чтобы понимать принцип работы в среде аргона, важно представлять себе технические характеристики горелки:
- допустимое значение сварочного тока/мощность;
- тип охлаждения при сильных и слабых токах;
- длину кабеля;
- наличие в конструкции керамического сопла и фиксатора вольфрамового электрода;
- универсальность, то есть возможность подключать горелку к разным системам.
Главным элементом аргоновой горелки является резервуар со штуцерами для охлаждающей жидкости. Вольфрамовый электрод подключен к электрическому кабелю аппарата, вокруг электрода идет подача инертного газа.
Как работает горелка?
- Одновременно включаются сварочный аппарат, циркуляция охлаждающей жидкости, подача газа на горелку, в результате чего образуется защитное облако аргона.

- Поджигается дуга, заготовки нагреваются до температуры плавления, присадочная проволока помещается в рабочую ванну.
- Присадочная проволока и вольфрамовый электрод перемещаются вдоль шва.
1. Горелка с неплавящимся электродом.
Речь идет, преимущественно, о ручной аргонной сварке неплавящимся электродом. Такой способ является единственным возможным для обработки нержавеющей стали и химически активных металлов, то есть алюминия, титана и магния, при этом используется электрод из вольфрама.
Горелка состоит из электрода, зафиксированного в токоподводящей цанге, керамического сопла, которое используется для направления аргоновой струи, системы охлаждения посредством воздуха либо воды. Диаметр электрода подбирается в соответствии с используемой силой тока.
Принцип работы при механизированной аргонной сварке несколько отличается, поэтому используется иная горелка. Она состоит из вольфрамового неплавящегося электрода с маховичком для подъема и опускания, токоподводящей сменной цанги с гайкой, позволяющей использовать разные по диаметру электроды.
Поскольку данный принцип работы дает возможность избежать появления брызг металла, вместе с керамическими соплами используются проницаемые для газа сетчатые линзы – они необходимы для образования равномерного потока газа. Отметим, что аргонная сварка неплавящимся электродом является одним из наиболее популярных подходов в непромышленных масштабах.
2. Горелка с плавящимся электродом.
Такой вариант работы обычно применяют при автоматической и полуавтоматической аргонной сварке. Дуга подается между концом сварочной проволоки и заготовкой. Могут использоваться жидкостные и воздушные системы охлаждения. Принцип выбора сопла мало отличается от применяемого в случае с неплавящимися электродами.
Аргонная сварка: принцип работы
Принцип работы аргонной сварки инверторным способом
На сегодняшний день инверторный способ является наиболее востребованным принципом аргонной сварки.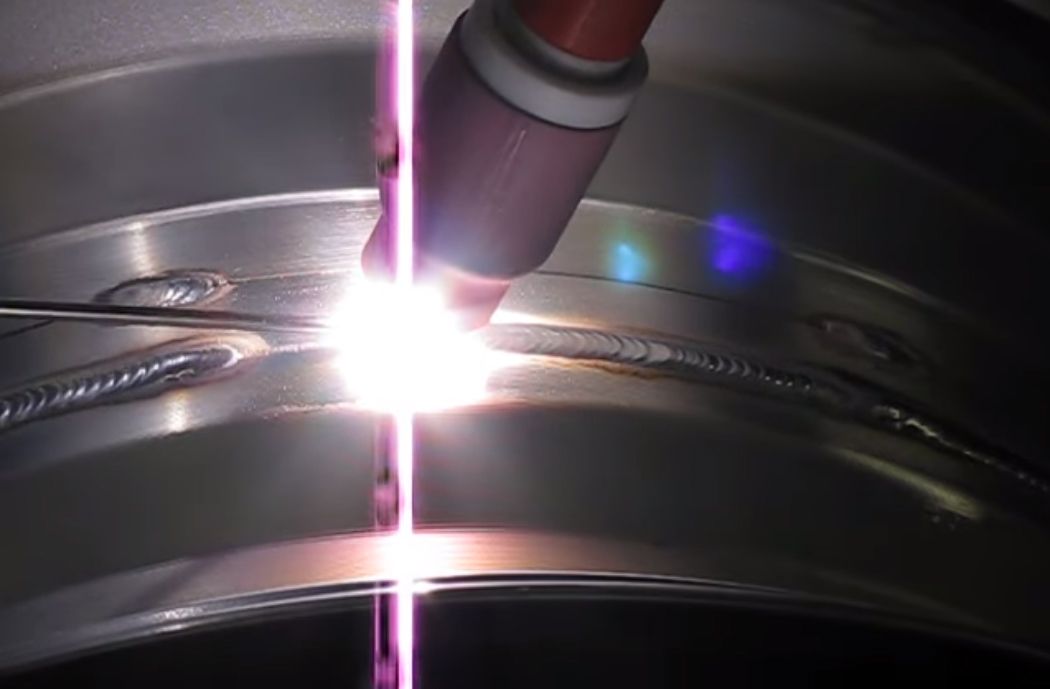 Его используют как в промышленности, так и в домашних условиях. Инвертор представляет собой аппарат дуговой сварки, задача которого состоит в том, чтобы преобразовывать постоянный ток в переменный. Немаловажно, что это устройство легко подстраивается под скачки напряжения источника электричества.
Его используют как в промышленности, так и в домашних условиях. Инвертор представляет собой аппарат дуговой сварки, задача которого состоит в том, чтобы преобразовывать постоянный ток в переменный. Немаловажно, что это устройство легко подстраивается под скачки напряжения источника электричества.
Инверторный аппарат отличается небольшими размерами и весом, при этом надежен и отлично подходит для сварочных работ в любых условиях. Немаловажно, что он может использоваться для обучения новичков.
На самом деле, если сравнивать принцип инверторной аргонной сварки нержавейки и работу с другим оборудованием, то первый вариант оказывается проще и удобнее. Дело в том, что от сварщика требуется только двигать горелку вдоль шва. Радует и результат – шов получается тонким и ровным, но лишь при условии, что соблюдены все технологические требования. Работа возможна и без присадочной проволоки, если удается добиться очень плотного соединения краев заготовок.
Как выбрать режим работы, не нарушая основные принципы аргонной сварки
Качество сварного шва во многом зависит от выбора режима сварки.
Направление и полярность тока подбирают в соответствии с обрабатываемыми металлами. Так, большая часть сплавов на основе стали требует сварки полярным постоянным током: на этом основан принцип сварки нержавейки полуавтоматом и труб из нержавеющей стали. Для цветных металлов, алюминия, магния подходит переменный ток обратной полярности.
Расход аргона зависит от скорости его подачи и внешних условий: если приходится работать на улице при сильном ветре, объем необходимого газа значительно увеличивается.
Может показаться странным, но в аргоновую газовую смесь добавляют до 5 % кислорода. В столь небольших количествах последний способствует очистке от вредных примесей, так как они вступают с ним в реакцию и просто сгорают.
Сварка алюминия по принципу аргонной сварки
Как мы уже говорили, невозможно сварить алюминий без использования аргонной среды. Дело в том, что при соприкосновении с кислородом, содержащимся в воздухе, на этом металле сразу же образуется оксидная пленка. И это становится действительно серьезной проблемой, поскольку, хотя алюминий является одним из самых сложных в обработке, его чаще всего используют для бытовых нужд.
И это становится действительно серьезной проблемой, поскольку, хотя алюминий является одним из самых сложных в обработке, его чаще всего используют для бытовых нужд.
Для плавления оксидной пленки требуется температура, значительно превышающая температуру плавления самого металла. Принцип аргонной сварки алюминия основан на том, что данный газ предупреждает процесс окисления, вытесняя кислород из сварочной рабочей ванны. В результате алюминиевая присадочная проволока легко плавится и получается качественный шов.
Принцип работы с данным металлом предполагает использование только переменного тока. Ток обратной полярности значительно поднимает температуру плавления за счет особой катодной очистки оксидной пленки. Высокая температура приводит к тому, что разрушается даже тугоплавкий вольфрам в электроде. Ток прямой полярности не позволяет пробить оксидную пленку, зато дуга получается стабильной и короткой. Как вы поняли, прочность и внешний вид шва зависят от переключения полярности.
Работа с постоянным током при аргонной обработке алюминия возможна, но только при условии использования чистого гелия в качестве инертного газа. Такой вариант обработки будет стоить гораздо дороже, а сам принцип работы более сложен с технической точки зрения.
Очень важно правильно подготовить алюминиевые заготовки, прежде чем приступать к процессу плавления. От этого непосредственно зависит качество будущего шва. Во время очистки нужно выполнить такие этапы:
- обезжирить металл при помощи растворителя;
- зачистить поверхность от оксидной пленки – зачистка может быть механической либо химической;
- дать очищенным поверхностям полностью просохнуть.
Сварка меди по принципу аргонной сварки
Медь отличается от других металлов тем, что отлично противостоит ржавчине и устойчива в агрессивных средах. Поэтому для ее сварки требуется аргон высшего сорта либо в сочетании с гелием (причем аргона при этом должно быть больше). Используются плавящиеся или неплавящиеся вольфрамовые электроды, постоянный ток.
Используются плавящиеся или неплавящиеся вольфрамовые электроды, постоянный ток.
Предварительный нагрев до +800 °С используется в тех случаях, когда толщина медной заготовки превышает 4 мм. Присадочная проволока может быть из меди или медно-никелевого сплава. Дуга в этом случае должна обладать высокой устойчивостью.
Поскольку медь имеет высокую теплопроводность, кромки металла нужно обязательно разделывать. Если речь идет о листе до 12 мм толщиной, можно произвести только одностороннюю разделку, тогда как для более толстых кромок приходится проводить двустороннюю.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Принцип аргонной сварки
Сварочный процесс, использующий для нагревания электродугу с аргоном в виде защитной среды, получил название аргонодуговой сварки. Главная цель подачи инертного газа состоит в осуществлении защиты металлов от воздействия на них кислорода. В отдельных случаях бывает целесообразна замена аргона на гелий, однако, поскольку он имеет более высокую стоимость, аргонная сварка все же предпочтительнее. При этом принцип сварочных работ с защитной гелиевой средой аналогичен аргонодуговому принципу действия.
Особенности применения аргонной сварки
Данная технология сварки реализуется в двух схемах: посредством неплавящегося электрода и при помощи плавящихся металлических электродов. Первую из них чаще используют для работ с материалами толщинами от 0,1 мм, а вторую – при соединении заготовок от 2 мм и толще. Причем такое разграничение не является принципом аргонной сварки, оно скорее условность. Зачастую, если не требуется значительной производительности работ, изделия больших толщин соединяют также сваркой неплавящимися электродами швами в несколько проходов.
Зачастую, если не требуется значительной производительности работ, изделия больших толщин соединяют также сваркой неплавящимися электродами швами в несколько проходов.
Атмосфера газовой защиты позволяет проведение аргонодуговой сварки неплавящимся электродом (вольфрамовым), расплавляя только основной материал толщиной в пределах 3 мм. Если необходимо усиление шва либо требуется заполнить разделку кромок деталей толще 3 мм, то применяют присадочные материалы. Это проволоки с присадочными прутками для аргонодуговой сварки, их подают в зону дуги со стороны с помощью специального механизма подачи либо вручную.
Аргонную сварку неплавящимися электродами проводят на прямой полярности постоянных токов. Они позволяют быстро зажигаться дуге с последующим устойчивым горением при незначительном напряжении. Возможно даже использование токов высокой плотности без значительного расхода электродов и сильного нагревания. Причем стойкость горения электродуги сохраняется на минимальных электротоках, чем объясняется способность аргоновой сварки соединять довольно тонкий листовой материал.
Обратная токовая полярность вызывает возрастание напряжения электродуги, а это снижает стойкость ее горения с усилением нагрева и ростом расходования электродов. Такие свойства дуги обратной полярности почти исключают ее использование в ходе ручной аргонодуговой сварки. Но эта дуга имеет одну важную технологическую особенность: ее воздействие способно очищать свариваемые кромки от загрязнений и поверхностных окислов. Данную операцию еще называют катодным распылением, в ходе которого поверхность изделия подвергается бомбардировке положительно заряженными частицами газа аргона. Они механическим способом устраняют пленку из окислов. Указанное свойство дуги обратной полярности особенно эффективно в аргонной сварке алюминия, магния, прочих склонных окисляться металлов и сплавов для активного разрушения поверхностной пленки.
Принцип аргонной сварки
Для питания электродуги в аргоне необходим переменный ток, получаемый от специального источника. Его схемой предусмотрено включение стабилизатора горения электродуги. Это особое электронное приспособление, способное подавать на дугу импульсы добавочного напряжения в период ее функционирования на обратной полярности тока. Наличием данного устройства в аппаратах аргонной сварки достигается устойчивость дуги на любой полярности при постоянстве тока и процесса образования шва.
Это особое электронное приспособление, способное подавать на дугу импульсы добавочного напряжения в период ее функционирования на обратной полярности тока. Наличием данного устройства в аппаратах аргонной сварки достигается устойчивость дуги на любой полярности при постоянстве тока и процесса образования шва.
Сварочные операции в аргонной среде неплавящимся электродом возможны как с применением присадок в виде проволоки для аргонодуговой сварки, так и без ее использования. Соединение материалов малых толщин встык либо по отбортовке производят без присадочных материалов. В сваривании аргоном высоколегированных сталей с использованием неплавящихся электродов в виде присадок применяют электродные проволоки со схожими с основным материалом химическими свойствами.
Технология аргонодуговой сварки основывается на возбуждении дуги, возникающей между поверхностью обрабатываемого элемента конструкции и электродом. Он размещается в устройстве проведения тока горелки для аргонной сварки в окружении керамического сопла. От действия электродуги в процессе плавления соединяемых кромок происходит образование общего расплава сварочной ванны. Нагнетаемый под давлением токоведущим устройством аппарата аргонодуговой сварки аргон вытесняет собой кислород. Таким образом осуществляется защита расплава ванной сварки от действия азота и окисления.
От действия электродуги в процессе плавления соединяемых кромок происходит образование общего расплава сварочной ванны. Нагнетаемый под давлением токоведущим устройством аппарата аргонодуговой сварки аргон вытесняет собой кислород. Таким образом осуществляется защита расплава ванной сварки от действия азота и окисления.
В этом виде сварочного процесса в дугу осуществляется подача присадочных металлов (прутков либо проволок), которые технологически свариваются с основными материалами. Подаваемые в область горения дуги присадки не включают в электроцепь. Особый уровень прочности получаемого шва, а также герметичность и долговечность конструкции обеспечиваются тем обстоятельством, что шов становится неотъемлемой частью единого с соединяемыми заготовками целого. В ходе обучения аргонодуговой сварке следует учитывать достижение сварочной зоной предельно высокой температуры. Это объясняется высокой концентрацией электродуги на ограниченной из-за сжатия поверхности.
Возбуждение электродуги при сваривании неплавящимися электродами невозможно от касания к поверхности детали. Отчасти это объясняется значительным потенциалом ионизации аргона, что существенно осложняет этот процесс для дугового промежутка при прохождении искры между деталью и электродом. Помимо этого, от соприкосновения с изделием электрод из вольфрама способен активно оплавляться, загрязняясь. Поэтому принципом работы аргонной сварки предусмотрено одновременное присоединение особого приспособления (осциллятора) к источнику питающего тока. Посредством осциллятора осуществляется передача на электроды импульсов высокой частоты. Высоковольтные импульсы, насыщая ионами промежуток дуги, способствуют возбуждению дуги с пуском тока. Работая на переменных токах, осциллятор после возбуждения дуги входит в фазу стабилизации, проводя передачу импульсов лишь в случаях изменения полярности тока. Его работа предупреждает деионизацию промежутка дуги с обеспечением ее устойчивого горения.
Технология аргонодуговой сварки
Сварочные процессы, требующие применения аргона, проводят как в механизированном, так и ручном режимах аргонодуговой сварки. Последний предполагает нахождение сварочной горелки с присадочным металлом в руках проводящего сварку, в противном случае перемещение того и другого осуществляется автоматически. Операция ручной сварки, имея свои отличительные особенности, производится без совершения колебательных действий горелкой для аргонодуговой сварки. Это могло бы нарушить защиту зоны сваривания. Угол между поверхностью заготовки и горелкой не может превышать 80º, а между элементом конструкции и присадочным материалом находиться в пределах 20º. В сваривании неплавящимся электродом режим подбирается с учетом химических характеристик и толщин соединяемых элементов конструкции.
Ряд случаев, связанных с обработкой коррозионностойких сталей или алюминия, требуют использования установок аргонодуговой сварки с помощью плавящихся электродов. Хотя масштабы применения данного способа производства значительно уступают обработке неплавящимся электродом. Нормальный ход сварочного процесса с помощью плавящихся электродов в аргонной атмосфере с получением швов должного качества достигается применением токов довольно высокой плотности. В таком случае переносимый с электрода расплав металла приобретает мелкокапельный и даже струйный вид, когда от электромагнитных сил расплавленные капли, быстро двигаясь, соединяются в одну струю жидкого металлического расплава. Этот перенос электродного металла создает глубокое проплавление основного материала заготовки с образованием шва хорошей плотности. Причем его поверхность получается чистой и достаточно ровной, а разбрызгивание металлов оборудованием для аргонодуговой сварки остается в допустимых объемах.
Хотя масштабы применения данного способа производства значительно уступают обработке неплавящимся электродом. Нормальный ход сварочного процесса с помощью плавящихся электродов в аргонной атмосфере с получением швов должного качества достигается применением токов довольно высокой плотности. В таком случае переносимый с электрода расплав металла приобретает мелкокапельный и даже струйный вид, когда от электромагнитных сил расплавленные капли, быстро двигаясь, соединяются в одну струю жидкого металлического расплава. Этот перенос электродного металла создает глубокое проплавление основного материала заготовки с образованием шва хорошей плотности. Причем его поверхность получается чистой и достаточно ровной, а разбрызгивание металлов оборудованием для аргонодуговой сварки остается в допустимых объемах.
Необходимость использования токов большой плотности в сварочном процессе с плавящимися электродами обусловила использование сварочной проволоки небольших диаметров на высокой скорости ее подачи в зону электродуги. Требуемый режим способна обеспечить лишь автоматизированная подача. Причем электрические характеристики дуги во многом определяются существованием в ее столбе ионизированных частиц металла анода, образующихся из-за испарения электрода. Такая электродуга обратной полярности в сварке плавящимися электродами обладает стойким горением, обеспечивая должное образование шва, высокие скорость расправления проволок с производительностью сварочного процесса.
Требуемый режим способна обеспечить лишь автоматизированная подача. Причем электрические характеристики дуги во многом определяются существованием в ее столбе ионизированных частиц металла анода, образующихся из-за испарения электрода. Такая электродуга обратной полярности в сварке плавящимися электродами обладает стойким горением, обеспечивая должное образование шва, высокие скорость расправления проволок с производительностью сварочного процесса.
Аргонный способ сварки активно используют при изготовлении конструкций из легких металлов и тугоплавких сплавов, а также в аргонодуговой сварке сталей. В последнем случае эффективно смешивание аргона с другими горючими газами (углекислым с кислородом). В данной смеси электродуга обладает лучшими технологическими качествами, обеспечивающими ее устойчивое горение с должным формированием шва.
Sunstone Welders > Обучение и безопасность в области микросварки > Аргон для микросварки
Вопросы? Обратная связь? на базе программного обеспечения для онлайн-чата Olark
Что такое газ аргон?
Газообразный аргон — химический элемент с символом Ar и один из благородных газов. Аргон также является третьим по распространенности газом на Земле. Аргон чаще всего используется в качестве инертного защитного газа. Аргон бесцветен, не имеет запаха, негорюч и нетоксичен.
Аргон также является третьим по распространенности газом на Земле. Аргон чаще всего используется в качестве инертного защитного газа. Аргон бесцветен, не имеет запаха, негорюч и нетоксичен.
Почему в сварочных системах Sunstone Orion используется аргон?
Аргон используется в качестве защитного газа в сварочных системах Sunstone Orion. Во время сварки обрабатываемые металлы подвергаются воздействию температур до 7000 градусов. При этих температурах большинство металлов становятся жидкими, что позволяет сформировать сварной шов. Аргон используется для защиты расплавленного металла от элементов в атмосфере, включая кислород, азот и водород. Эти элементы вызывают реакции с жидкой сварочной ванной, такие как пористость и повышенное разбрызгивание при сварке. Аргон также играет важную роль в поддержании стабильности дуги, что приводит к увеличению провара, лучшему переносу присадочной проволоки и улучшению внешнего вида сварного шва.
Аргон премиум-класса Sunstone имеет чистоту 99,996 % (аргон 4. 6). Чистый аргон относится к газу, который представляет собой просто аргон, а не смешанный с другим газом.
6). Чистый аргон относится к газу, который представляет собой просто аргон, а не смешанный с другим газом.
Опасен ли аргон?
Аргон опасен, но по большей части это очень безопасный газ. Он нетоксичен и негорюч, поэтому не ядовит и не горит. Аргон поставляется в сжатом баллоне, и при работе со сжатым баллоном необходимо соблюдать надлежащий протокол безопасности. Аргон на 38 % плотнее воздуха, поэтому при работе в ограниченном пространстве обеспечьте надлежащую вентиляцию воздуха. Количество аргона, используемого в системе «Орион», очень мало и не представляет особой опасности для безопасности.
Какой аргон можно получить?
Мы рекомендуем использовать аргон чистотой 99,996 % (аргон 4.6). Это один из наиболее часто используемых сварочных газов в мире. Каждая крупная газоснабжающая компания будет нести это. Это то же самое, что и сварочный газ, используемый в традиционной установке для сварки TIG. Чистый аргон относится к газу, который представляет собой просто аргон, а не смешанный с другим газом. Другие защитные газы, такие как смеси CO2 и аргона с CO2, работают хуже, чем чистый аргон. Аргон сверхвысокой чистоты или медицинский аргон не требуется.
Другие защитные газы, такие как смеси CO2 и аргона с CO2, работают хуже, чем чистый аргон. Аргон сверхвысокой чистоты или медицинский аргон не требуется.
О том, как долго должен работать мой баллон с аргоном?
Зависит от ряда различных факторов, таких как частота использования, настройки давления и настройки предварительной/последующей подачи. Аргон премиум-класса Sunstone поставляется в резервуарах емкостью 80 стандартных кубических футов, что является наиболее распространенным размером для использования с системами Sunstone Orion Welding Systems. Резервуара объемом 80 кубических футов хватает в среднем на 6-9 месяцев, в зависимости от использования.
Нужен ли мне регулятор аргона?
Да, если у вас еще нет газового регулятора, нажмите здесь, чтобы заказать регулятор AGR 2.
Мы настоятельно рекомендуем приобрести регулятор AGR 2 у нас, чтобы убедиться, что у вас есть регулятор надлежащего типа, соответствующий баку, который мы вам отправляем.
Регулятор «AGR Inline» не будет работать с аргоновыми баллонами премиум-класса Sunstone
Какое рекомендуемое давление аргона?
Системы Sunstone Orion Welding лучше всего работают при давлении около 10 фунтов на квадратный дюйм. Давление можно регулировать в зависимости от заготовки и того, насколько электрод выступает из сварочного щупа. Чем дальше электрод, тем большее давление аргона потребуется для получения надлежащего покрытия.
Прецизионный газовый регулятор
Встроенный газовый регулятор
В каких системах используется аргон?
Импульсно-дуговая система сварки Micro TIG
Все системы импульсной дуговой сварки Orion или Micro TIG компании Sunstone используют защитный газ аргон для обеспечения более качественного сварного шва и более стабильной дуги. Хотя аргон не требуется при использовании сварочных систем Orino, его использование настоятельно рекомендуется для получения стабильных высококачественных сварных швов.
Лазерная сварка
Линия Sunstone систем лазерной сварки Orion LZR предлагает широкий выбор систем лазерной сварки от настольных до полностью автоматизированных систем. Все эти системы интегрированы с аргоновым соплом и клапанами аргона с компьютерным управлением, которые используются для защиты лазерных сварных швов.
Сварка сопротивлением
Компания Sunstone предлагает широкий выбор систем контактной сварки для точечной и микроточечной сварки. Эти системы используются для широкого спектра применений, включая батареи, медицинские устройства, промышленное применение, сварку шпилек, автомобильную промышленность, сетку и экран и многие другие применения. Газ аргон используется, когда требуется более высокое качество сварного шва или лучший внешний вид сварного шва.
Какие сварочные смеси аргона/двуокиси углерода производит компания Linde Supply
Смеси с аргоном и двуокисью углерода представляют собой универсальные смеси для сварки углеродистых, низколегированных и некоторых нержавеющих сталей. Увеличение содержания CO2 увеличивает проплавление сварного шва и характеристики смачивания валика. При более высоких уровнях тока и содержании CO2 увеличивается
могут появиться брызги. Смеси углекислого газа с аргоном можно использовать для соединения материалов различной толщины с использованием различных способов переноса металла.
Увеличение содержания CO2 увеличивает проплавление сварного шва и характеристики смачивания валика. При более высоких уровнях тока и содержании CO2 увеличивается
могут появиться брызги. Смеси углекислого газа с аргоном можно использовать для соединения материалов различной толщины с использованием различных способов переноса металла.
Основные области применения
Аргон Смеси двуокиси углерода используются для всех видов конструкционной стали, сельскохозяйственных орудий и машин. Более низкие уровни CO2 можно использовать для импульсной дуговой сварки или сварки со струйной дугой, в то время как более высокие уровни > 20 % используются для сварки короткой дугой и защиты несколько порошковых проволок.
Ключ к повышению производительности сварки и прибыли
Ищете ключ к стабильной сварке в самых сложных условиях? Посмотрите на Linde ® StarGold ™ защитные газы на основе аргона. Наше семейство смесей на основе аргона доступно для высококачественной сварки в различных областях. прецизионные составы. Смеси LInde StarGold также разработаны в соответствии с вашими конкретными требованиями к дуговой сварке металлическим газом (GMAW или MIG/MAG). См. брошюру.
прецизионные составы. Смеси LInde StarGold также разработаны в соответствии с вашими конкретными требованиями к дуговой сварке металлическим газом (GMAW или MIG/MAG). См. брошюру.
| Смесь | AR % | CO 2 % | Тип цилиндра | Объем (фут3) | 1 Давление (psig)1 Part Number | More Information | |
|---|---|---|---|---|---|---|---|
| StarGold ™ C-5 | 95 | 5 | T | 338 | 2,640 | AR STAR7-T | StarGold ™ C-5 for All Forms of GMAW of Stainless Steel |
| StarGold ™ C-10 | 90 | 10 | T | 348 | 2,640 | AR STAR9-T | StarGold ™ C-10 and C- 20 для обычного распыления GMAW C-5 and C-10 for Conventional and Pulsed Spray GMAW |
| StarGold ™ C-15 | 85 | 15 | T | 357 | 2,640 | AR STAR10-T | |
| StarGold ™ C-20 | 80 | 20 | T | 368 | 2,640 | AR STAR13-T | StarGold ™ C-10 and C-20 for Conventional Spray GMAW C -20 и C-25 для короткого замыкания GMAW и FCAW |
| StarGold ™ C-25 | 75 | 25 | T | 381 | 2,640 | AR STAR14-T | C-20 and C-25 for Short Circuiting GMAW and FCAW |
Газовая смесь StarGold C-5
Эта смесь используется для переноса импульсным распылением и переноса методом короткого замыкания на материалы различной толщины. 5% смесь может использоваться для GMAW-P низколегированных сталей для сварки в нерабочем положении. Развивающиеся дуговые силы придают этой смеси больше
устойчивость к прокатной окалине и более контролируемая лужа, чем смесь аргона и кислорода.
5% смесь может использоваться для GMAW-P низколегированных сталей для сварки в нерабочем положении. Развивающиеся дуговые силы придают этой смеси больше
устойчивость к прокатной окалине и более контролируемая лужа, чем смесь аргона и кислорода.
Газовая смесь StarGold C-10
Эта смесь работает так же, как StarGold C-5 , но с повышенным тепловложением, обеспечивающим более широкую и жидкую сварочную ванну как при коротком замыкании, так и при переносе распылением.
Газовая смесь StarGold C-15
Эта смесь использовалась для различных применений на углеродистых и низколегированных сталях. В режиме короткого замыкания с этой смесью может быть достигнута максимальная производительность на тонких металлах. Это достигается за счет минимизации чрезмерного проплавления.
тенденция к более высоким смесям двуокиси углерода при одновременном увеличении скорости осаждения и скорости движения. По мере того, как процентное содержание диоксида углерода снижается с 20% (максимальные уровни дуги распыления), происходит повышение эффективности осаждения из-за уменьшения
потери на разбрызгивание. Эта смесь будет поддерживать режим переноса дуги распыления.
Эта смесь будет поддерживать режим переноса дуги распыления.
Газовая смесь StarGold C-20
Может использоваться для сварки углеродистой стали коротким замыканием или струйной сваркой.
Газовая смесь StarGold C-25
Эта смесь обычно используется для GMAW с переносом короткого замыкания на низкоуглеродистую сталь. Он был разработан для обеспечения оптимальной частоты капель при переносе с коротким замыканием с использованием проволоки диаметром 0,035 и 0,045. StarGold C-25 от Linde работает хорошо в приложениях с высоким током на тяжелых недрагоценных металлах. Это способствует хорошей стабильности дуги, контролю сварочной ванны и внешнему виду наплавленного валика. Эта смесь не поддерживает режим переноса металла распылением.
Газовая смесь StarGold C-40
Эта смесь рекомендуется для некоторых порошковых проволок, где желательны повышенная стабильность дуги и сниженный уровень разбрызгивания, а также улучшенное проваривание по сравнению со смесью StarGold C-25 .