 alexxlab
alexxlab Аргонная сварка металла: особенности процесса
- Главная
- Статьи
- Аргонная сварка металла — особенности процесса и сварочное оборудование
Аргонодуговая сварка металлов широко используется практически во всех отраслях промышленности. Изделия, полученные вследствие применения данной технологии, отличаются качеством и продолжительным сроком службы. Однако для реализации процесса требуется немало знаний и опыта, четкого понимания, какое оборудование нужно для аргонной сварки металла, каковы особенности работы и в чем заключаются требования.
Какие металлы можно варить аргоном?
За счет использования в процессе сварки инертной газовой среды, в которой аргон вытесняет кислород, резко снижается степень окисления соединяемых металлов. Благодаря этому металлические изделия и сплавы, структура которых имеет сходство с газами, содержащимися в воздухе, не сгорают под воздействием высокой температуры сварочной дуги или плазмы из горелки, а сплавляются.
Эта особенность инертной сварочной ванны используется в сваривании деталей из алюминия, магния, меди, бронзы, чугуна, нержавеющей стали, титана и циркония.
Особенности аргонной сварки
Сварка аргоном может выполняться в ручном режиме и автоматически. В первом случае процессом управляет сварщик. Во втором случае его заменяет автомат, следящий за подачей присадочной проволоки и состоянием сварочной дуги.
Только специалист высокого класса, знающий особенности технологии и обладающий достаточным опытом, может вручную выполнять сварку в инертной ванне.
Особенности сварки:
- выполнение всех рекомендаций по подготовке металлических изделий к сварке, тщательная очистка и обезжиривание поверхностей;
- высокие требования к величине дуги, которая контролируется местоположением электрода;
- минимум движений при создании шва с плавной подачей присадочного материала;
- контроль за состоянием инертной среды в рабочей зоне.

В настоящее время чаще всего применяется автоматическая сварка, существуют роботизированные сварочные линии. Автоматизация в разы ускоряет производственный процесс, снижает себестоимость конечной продукции и избавляет от необходимости готовить высокопрофессиональный персонал, владеющий особенностями техники сваривания.
И хотя современная сварочная техника стоит серьезных капиталовложений, количество преимуществ этой технологии и спрос на нее окупают любые издержки.
Преимущества аргонной сварки
- Возможность соединения металлов, которые в силу своих свойств в кислородной среде попросту сгорают.
- Высокое качество и надежность сварного соединения за счет минимизации риска окисления шва.
- Исключение сильного нагрева в рабочей зоне, благодаря чему отсутствует опасность деформации деталей сложной формы.
Что нужно для сварки аргоном?
Используются два типа сварочных аппаратов:
- универсальные, с помощью которых в инертной среде можно соединять все известные металлы;
- специализированные, отличающиеся повышенным качеством сварного шва, но используемые только для сваривания одного вида металлоизделий.

Оборудование первого типа более востребовано для выполнения небольших объемов работ, а также там, где отсутствует конвейерность производства и каждая деталь подвергается нескольким видам обработки.
В дополнение к сварочным агрегатам необходимо иметь контролирующий качество напряжения осциллятор, подающий сварочный ток силовой контактор, следящий за временем обдува рабочей зоны специальный регулятор. Для создания дуги используются специальная горелка, имеющая керамическое сопло и зажим для электрода из вольфрама, емкости с аргоном, а также присадочные прутки определенного размера.
Чтобы обеспечить надежную работу электросварочного оборудования, необходимо позаботиться о защите сети питания от перепадов напряжения и иных сбоев. Безопасность обеспечивается за счет использования трансформатора, выпрямителя, реле активации осциллятора и контактора, электрогазового клапана, индуктивно-емкостного защитного фильтра и амперметра.
Существует оборудование, которое изначально укомплектовано защитными контурами и требует только дополнений в виде газовой емкости, горелки и элементов управления.
Выбор режимов сварки аргоном
Наряду с выбором оборудования для качественной сварки немаловажно точно подобрать ее режим. При этом следует учитывать полярность электротока, направление его движения и свойства свариваемых материалов.
Обратную полярность или переменный ток используют в сварке изделий из бериллия, магния, алюминия и иных цветных металлов. Значение напряжения устанавливается также исходя из свойств сплавов, одновременно учитывается геометрия заготовок и размеры применяемых электродов.
Режим сварки определяет и расход защитного газа, который зависит от скорости подачи присадочного материала и наличия воздушных потоков в помещении. В некоторых случаях в аргонную среду допускается подача небольшого процента кислорода, чтобы выжечь возможные шлаки. Однако важно знать, что не для всех металлов это необходимо.
Другие статьи
|
Гибка металла: основные виды и преимущества Подробнее |
Рубка металла гильотиной: особенности и преимущества Подробнее |
Токарная обработка металла и ее основные принципы Подробнее |
что это такое, как правильно варить аргоном
Аргоновая сварка позволяет аккуратно сваривать разные металлы, создавая одновременно прочные и красивые швы.Это прогрессивный тип сварки, применяемый в химической и пищевой промышленности, машиностроении. Не помешает такая сварка и в гараже, частной мастерской. Рассмотрим, что необходимо для аргоновой сварки, как она проводится, какие металлы на каких режимах свариваются.

В этой статье:
- Что такое аргоновая сварка
- Классификация аргоновой сварки по видам
- Что нужно для сварки аргоном
- Оборудование для работы с аргоном
- Как правильно варить аргоном
- Какие металлы варят аргоном
- Преимущества и недостатки аргоновой сварки
Что такое аргоновая сварка
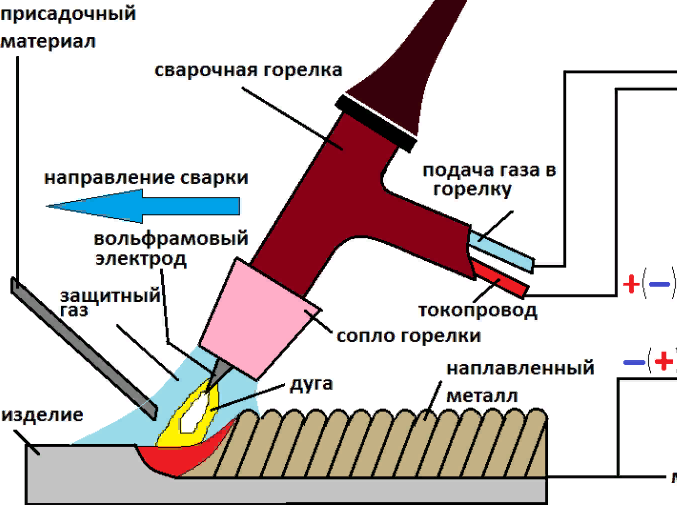
Аргоновая сварка — это разновидность электродуговой сварки, только с неплавящимся электродом и другим принципом защиты сварочной ванны. Дуга зажигается между изделием, к которому присоединена масса, и вольфрамовым электродом. Он не плавится, зато температуры дуги достаточно, чтобы плавить кромки металла.
Для заплавления зазоров или наплавления высокого валика шва задействуется присадочная проволока. Ее выбирают с таким же составом, что и свариваемый металл. Проволоку сварщик подает свободной рукой.
Через сопло горелки в зону сварки подается защитный газ аргон. Он выдувает атмосферу вокруг электрода, изолируя расплавленный металл от внешней среды. Без аргона сильно выделяется углерод, сварочная ванна бурлит, швы получаются пористыми.
В качестве источника тока выступает сварочный инвертор. Он обозначается TIG и этим отличается от оборудования для MMA. У него есть особые разъемы под горелку, дополнительный канал подачи газа, иная форма управления.
Классификация аргоновой сварки по видам
На производстве встречается три вида аргоновой сварки, которые классифицируются по следующим категориям:
 Горелка и присадочная проволока удерживаются рукой сварщика. Скорость процесса и все параметры шва зависят от опытности рабочего.
Горелка и присадочная проволока удерживаются рукой сварщика. Скорость процесса и все параметры шва зависят от опытности рабочего.
Кроме этого аргоновая сварка разделяется по способу выполнения с присадочной проволокой или без нее. Без присадки можно обойтись в случае сварки тонких сталей сечением до 2 мм. У сторон не должно быть щелей — важен плотный прижим. Тогда вольфрамовый электрод плавит кромки, и этого металла достаточно для соединения сторон. Швы получаются тонкими, гладкими (практически без чешуи, как зеркало), герметичными. Но при изломе их легко повредить.
У сторон не должно быть щелей — важен плотный прижим. Тогда вольфрамовый электрод плавит кромки, и этого металла достаточно для соединения сторон. Швы получаются тонкими, гладкими (практически без чешуи, как зеркало), герметичными. Но при изломе их легко повредить.
С присадкой варить дольше, швы чешуйчатые (количество слоев чешуи зависит от частоты подавания присадочной проволоки в сварочную ванну), зато можно заплавлять зазоры шириной 3-5 мм, создавать бугорки под проточку. Метод с присадкой применяют для сварки толстых металлов сечением от 3 мм
Прямая сварка
Угловая сварка
Т-образная сварка
Что нужно для сварки аргоном
Чтобы варить аргонодуговой сваркой, необходимо собрать комплект оборудования и аксессуаров, а также расходных материалов и СИЗ.
Правильная горелка.
Для работы потребуется аргоновая горелка. Горелка отличается разъемом для подключения, содержащим канала для подачи газа, силовой кабель, фишку для питания кнопок управления.
При выборе горелки обращайте внимание на место расположения кнопки. Оно может быть как снизу, так и сверху. Влияет на удобство управления. Длина шлейфа определяет зону маневренности сварщика. Для настольной работы достаточно 3 м. Для сварки крупных емкостей выбирайте шланг-пакет 5-8 м. Если планируете варить на токах 250-400 А регулярно, ищите модель с водяным охлаждением.
В горелку вставляется неплавящийся вольфрамовый электрод. Расходники отличаются по цвету наконечника для разных типов металлов. Если вы новичок, купите электрод с синим кончиком. Он более универсальный и подойдет для любых задач.
Вторым кабелем, необходимым для замыкания электрической цепи, выступает масса. Она фиксируется к изделию при помощи «крокодила». Чем лучше контакт, тем стабильнее дуга.
Подключаем защитный газ
Чтобы подавать аргон в зону сварки, понадобится баллон для аргона серого цвета. Емкость бывает от 10 до 80 л. Для выездной работы практично иметь небольшой баллон. Резервуар подключается через редуктор. К аппарату газ подают посредством специального шланга для сварки. Он должен быть черного цвета. Если выбрать длину 10 м, получится перемещаться с аппаратом по цеху, не перетаскивая за собой баллон.
Для выездной работы практично иметь небольшой баллон. Резервуар подключается через редуктор. К аппарату газ подают посредством специального шланга для сварки. Он должен быть черного цвета. Если выбрать длину 10 м, получится перемещаться с аппаратом по цеху, не перетаскивая за собой баллон.
Средства индивидуальной защиты сварщика
Аргоновая сварка не менее опасна, чем РДС, поэтому необходимы средства индивидуальной защиты. Чтобы не обжечься о горячие предметы, используйте краги и защитный фартук. Контроль сварочного процесса осуществляется через маску. Удобнее всего работать в маске-хамелеон, чем в щитке с постоянным затемнением. Можно всегда выбрать комфортную сварочную маску по приемлемой цене.
Оборудование для работы с аргоном
Одним из важнейших для аргоновой сварки является инверторный аппарат TIG. От его характеристик и функционала зависят возможности провара и соединения различных металлов. Выбрать подходящий аппарат для аргонодуговой сварки — залог успеха.
На производстве встречается три вида аргоновой сварки, которые классифицируются по следующим категориям:
 Более тяжелые — 10-15 кг и выше подойдут для стационарной работы.
Более тяжелые — 10-15 кг и выше подойдут для стационарной работы.Как правильно варить аргоном
Сперва настройте аппарат. На самых простых моделях установите силу тока и расход газа. Режимы зависят от толщины металла.
Режимы зависят от толщины металла.
| Толщина металла, мм | Сила тока, А | Расход газа, л/мин |
|---|---|---|
| 1 | 30-40 | 6 |
| 1.5-2 | 45-70 | 7 |
| 3 | 75-90 | 8 |
В более продвинутых версиях задайте такие настройки (для примера подберем параметры для сварки стали толщиной 1.5 мм):
Зажигать дугу можно двумя способами, что зависит от возможностей аппарата. Контактный метод требует касания кончиком электрода по изделию. Иногда вольфрамовая игла прилипает, из-за чего быстрее тупится, приходится тратить время на повторную заточку. Бесконтактный поджиг работает при высокочастотном импульсе (встроенный осциллятор), возбуждая электрическую дугу без касания. Это удобнее, игла тупится реже.
Контактный метод требует касания кончиком электрода по изделию. Иногда вольфрамовая игла прилипает, из-за чего быстрее тупится, приходится тратить время на повторную заточку. Бесконтактный поджиг работает при высокочастотном импульсе (встроенный осциллятор), возбуждая электрическую дугу без касания. Это удобнее, игла тупится реже.
Аргоновая сварка проводится в такой последовательности:
- Включите инверторный аппарат TIG.
- Присоедините массу к изделию.
- Вставьте в горелку заточенный вольфрамовый электрод.
- Откройте баллон с газом.
- Поднесите горелку к изделию на расстоянии 3-5 мм от поверхности до кончика иглы.
- Наденьте маску, нажмите кнопку подачи тока. Удобнее всего варить с режимом 4Т. Тогда не требуется постоянно держать кнопку подачи тока зажатой.
- Когда загорится электрическая дуга, подержите ее на стыке, чтобы образовалась лужица металла. Круговыми движениями электрода добейтесь сплавления сторон.
 Держать горелку нужно под углом 45 градусов относительно поверхности.
Держать горелку нужно под углом 45 градусов относительно поверхности. - Медленно ведите иглу справа налево, аккуратно подавая второй рукой присадочную проволоку. Присадку подают перед электродом.
- При окончании шва нажмите на кнопку, но не отпускайте ее. Сварочный ток снизится, чтобы закрыть кратер, избежав образования свища в конце.
Какие металлы варят аргоном
При помощи аргонодуговой сварки соединяют:
Источник видео: Aurora Online Channel
Преимущества и недостатки аргоновой сварки
При помощи аргоновой сварки можно соединить алюминий, медь, титан — металлы, которые трудно поддаются свариванию другими способами. Еще одно достоинство — аккуратные швы, повышенной герметичности. На нержавейке они почти зеркальные и не требуют механической обработки. Удобство сварки заключается в отсутствии шлака, поскольку за защиту сварочной ванны отвечает инертный газ.
Еще одно достоинство — аккуратные швы, повышенной герметичности. На нержавейке они почти зеркальные и не требуют механической обработки. Удобство сварки заключается в отсутствии шлака, поскольку за защиту сварочной ванны отвечает инертный газ.
Основным недостатком аргоновой сварки выступает низкая скорость процесса при ручном исполнении. Расходники для сварки (вольфрамовые электроды, заправка баллонов аргоном) не дешевые. Метод сварки TIG подойдет для изготовления конструкций из нержавейки, заварки трещин блока цилиндров, ремонта легкосплавных дисков.
Ответы на вопросы: что такое аргонодуговая сварка и как правильно варить аргоном?
Как аргоном варить вертикальные швы? СкрытьПодробнееСварка ведется по тем же принципам, что и в нижнем положении. Главное вести шов сверху вниз. Уменьшите силу тока на 10-20%, по сравнению с аналогичным стыком в нижнем положении, чтобы металл не стекал вниз.
Как правильно заточить вольфрамовый электрод? СкрытьПодробнее
Затачивайте стержень на вращающемся алмазном круге. Его хватит на дольше, чем обычного шлифовального. Положите электрод острием от себя на торец вращающегося круга. Добейтесь угла заточки 20-30 градусов. Для сварки на токах 200-300 А нужна заточка 60 градусов. Тонкий металл 1—1.5 мм удобнее варить кончиком, как у иглы — угол заточки примерно 10 градусов.
Его хватит на дольше, чем обычного шлифовального. Положите электрод острием от себя на торец вращающегося круга. Добейтесь угла заточки 20-30 градусов. Для сварки на токах 200-300 А нужна заточка 60 градусов. Тонкий металл 1—1.5 мм удобнее варить кончиком, как у иглы — угол заточки примерно 10 градусов.
Отрегулируйте подачу аргона на редукторе. Газа или слишком мало (вырывается углерод наружу из металла) или слишком много.
Как варить аргоновой сваркой на улице в ветреную погоду? СкрытьПодробнееВарить как в цеху не получится — ветер сдувает защитный газ и оставляет сварочную ванну открытой для внешнего воздействия. Оградите место сварки листом железа. Если ничего подходящего нет под рукой, закройте ветер собой, став с той стороны, откуда дует.
Как заварить аргоном дырку диаметром 10 мм на тонком металле сечением 1.